


Системы эпоксидных препрегов Snap‑Cure:высокоэффективные термореактивные материалы при скоростях термопласта

Источник (все изображения) | PRF Composite Materials Ltd. Изображения получены на основе оригинального контента PRF и улучшены с помощью искусственного интеллекта.
В высокопроизводительном производстве время является главной валютой. Системы эпоксидных препрегов мгновенного отверждения переопределяют эффективность, предлагая одни из самых быстрых процессов термореактивной обработки, доступных сегодня. Они приближаются к времени цикла систем компрессионного формования термопластов, сохраняя при этом превосходные механические свойства термореактивных материалов.
Эта технология отлично подходит для автомобильной, автоспортивной, морской и оборонной отраслей, где структурная целостность должна сосуществовать с крупносерийным производством.
Рекомендуемый контент
В отличие от традиционных препрегов, для которых требуется несколько часов пребывания в автоклаве, системы мгновенного отверждения предназначены для компрессионного формования (отверждения в прессе). Ключевые преимущества:
- Быстрые циклы: Отверждение при извлечении достигается всего за 2–4 минуты при повышенных температурах инструмента (обычно 140–160°C, в зависимости от системы).
- Сокращение расходных материалов: Процесс мгновенного отверждения устраняет необходимость в вакуумных пакетах, сапунах и герметиках, сокращая количество отходов, затраты и беспорядок в цехах.
- Обработка горячего ввода/вывода: Инструменты пресс-формы остаются нагретыми, что исключает энергоемкие циклы разгона и охлаждения (зависит от системы).
- Отличное качество поверхности: Контролируемый поток смолы обеспечивает превосходную эстетику поверхности непосредственно из формы при обработке металлическими инструментами с контролируемой температурой.
- Повышение уровня Tg: Быстрое достижение температуры начала стеклования (Tg), измеренной DMA, до ~170°C (в зависимости от системы), что обеспечивает исключительную термическую стабильность.
ПРИМЕЧАНИЕ. Как и в случае с большинством высокоэффективных препрегов, хранение в замороженном состоянии (обычно –18°C), контролируемое время простоя и строгий контроль влажности остаются критически важными для стабильности процесса и получения результатов без пустот.
Процесс мгновенного отверждения начинается с точности. Контролируемая прихватка позволяет автоматизировать резку и обработку слоев, обеспечивая чистую обработку на базе ЧПУ или ручную укладку шаблонов. Когда слои готовы, трансформация происходит очень быстро, как показано ниже.
Представленные изображения представляют системы отверждения RP570eXpress и препрега RP570FReXpress компании PRF Composite Materials (Пул, Дорсет, Великобритания). Этапы обработки для других поставщиков будут отличаться. Последовательность отражает лабораторную обработку, хотя эти системы уже используются промышленными производителями в прессовом производстве с предварительно загруженным инструментом — дополнительную информацию о линейке RP570eXpress см. в PRF.
ПРОЦЕСС SNAP-CURE
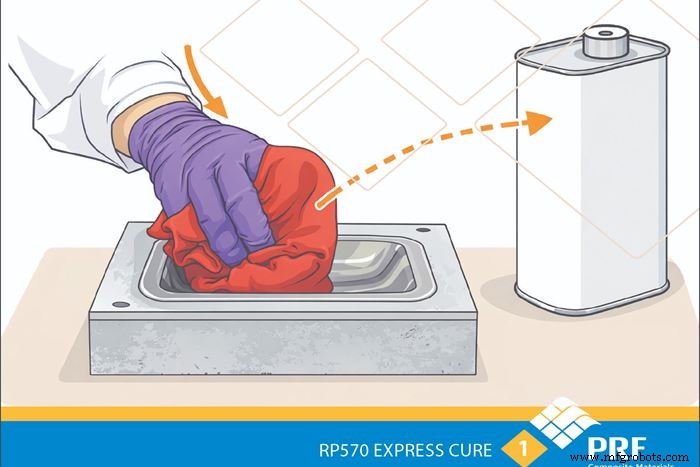
1️⃣ Поместите предварительно разрезанную стопку препрега в полость прецизионной формы.
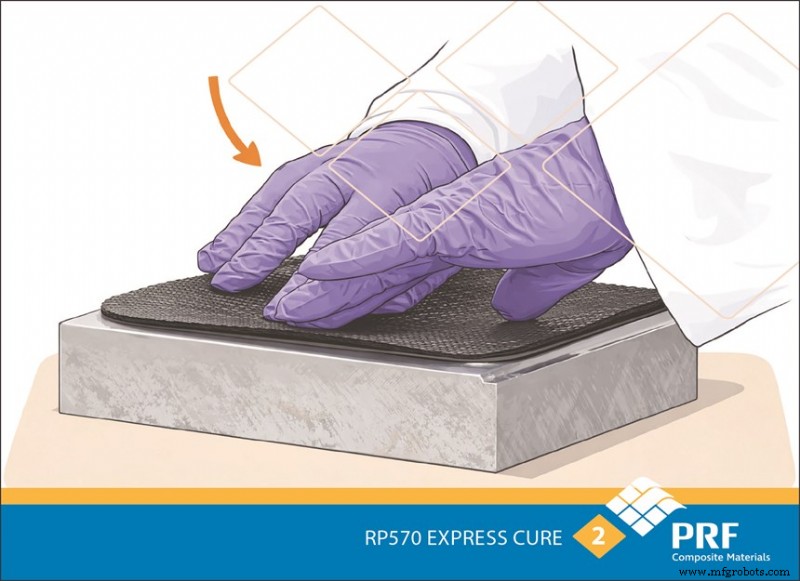
2️⃣ Обеспечьте точное выравнивание и драпировку материала для достижения оптимальной геометрии.
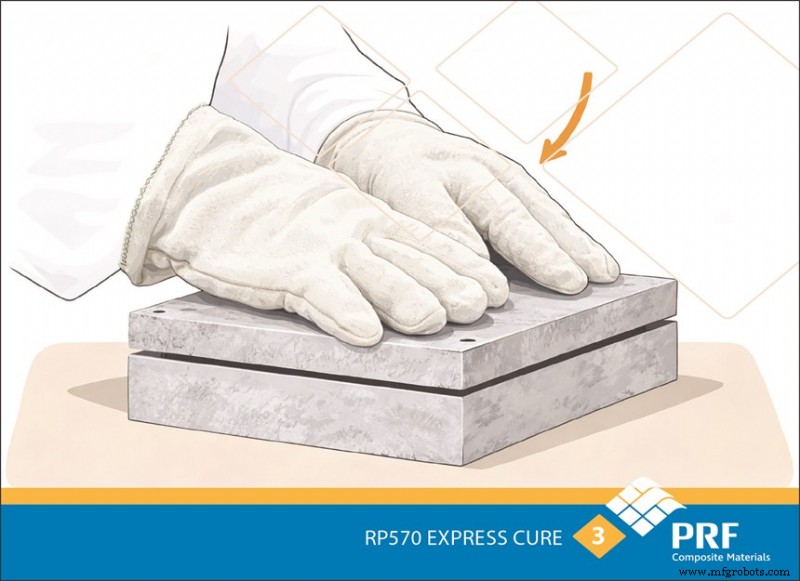
3️⃣ Закрепите верхнюю половину формы, чтобы подготовить сборку к прессу.

4️⃣ Вставьте форму в пресс, где заданы параметры времени процесса и температуры.
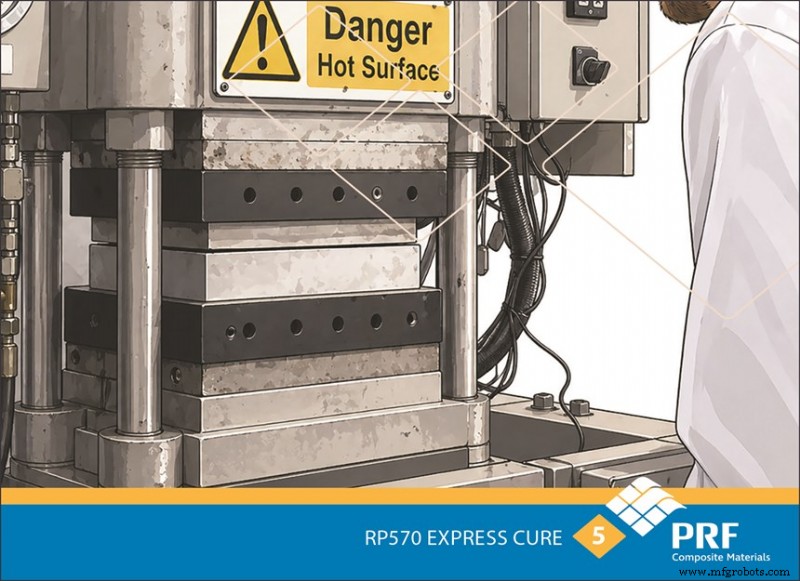
5️⃣ Подайте давление (обычно 5–40 бар, в зависимости от структуры волокна, вязкости смолы и геометрии детали), чтобы обеспечить полную консолидацию и текучесть смолы.

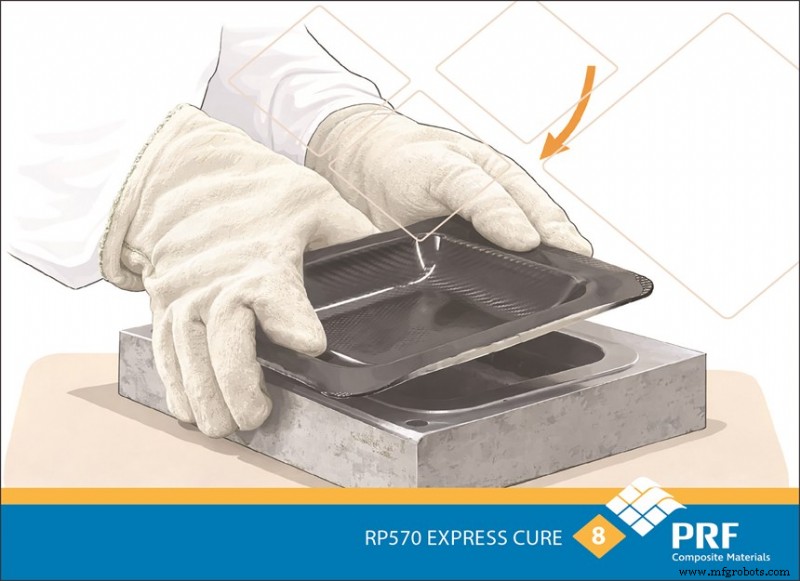
6️⃣ Осторожно откройте форму после завершения быстрого 2–4-минутного цикла отверждения.

7. Используя систему быстрого отверждения и повышения модуля упругости, извлеките конструктивную деталь из формы, пока она еще горячая после цикла прессования, как только будет достигнута достаточная прочность в сыром виде (наденьте термостойкие перчатки), а затем перенесите ее на станцию обрезки для удаления заусенцев.
8️⃣ В результате получается серия готовых, отполированных компонентов, сложенных друг на друга и готовых к окончательной сборке.
Эффективность не должна ставить под угрозу качество. Технология Snap-cure прокладывает путь к более быстрому, экономичному и надежному будущему композитов.
Подробнее о системах мгновенного лечения можно узнать в соответствующем контенте CW.
Об авторе
Башар Озтуна
Башар Озтуна имеет более чем 20-летний опыт работы в производстве композитов, разработке продукции и управлении проектами. Он занимал ключевые технические и управленческие должности в ведущих отраслевых организациях, включая Metyx Composites, Polser Composite Materials и AIATA Boats (Anadolu Group). Его основной опыт охватывает передовые производственные процессы и структурное проектирование.
Композитный материал
- SIGRABOND® Chemical CFRC для компонентов и сборок
- Эпоксидная смола MC511FR - лист
- Обрабатываемые магниты Тип 1M 1/2
- Отчет об аэрокосмическом производстве за февраль 2026 г.:инновации, проблемы и передовой опыт
- Сравнение:сжигание кирпичей в зажимах и в печи | Технические материалы
- Термопластичные эластомеры (TPE) для литья под давлением
- Denal® 910 179 20 Тяжелый вольфрамовый сплав
- Важность одинаковой толщины стенок при литье под давлением [Руководство]
- S6X7 (твердый сплав)
- Цифровые двойники и системы ключевых показателей эффективности:повышение эффективности мелких производите…