


Схема пятиосной автоматизации Тони Фаннинга:совершенство Flex‑Cell

Erowa Linear ERD‑150L — это важнейшая инвестиция в предприятие Flex‑Cell в Ланкастере, штат Пенсильвания, позволяющая автоматизировать загрузку поддонов на 12 пятиосных станков грузоподъемностью 150 кг. В настоящее время он обслуживает девять пятиосных станков и два трехосных станка.
Автоматизация, передовые инструменты, индивидуальный подход к обработке, контроль, квалифицированный персонал, стандартизированные процессы и постоянные инвестиции в технологии — вот основы успеха Flex‑Cell.
Недавняя экскурсия по компании Flex‑Cell Precision Inc. выявила эти основополагающие элементы, лежащие в основе передовых операций пятиосной обработки Тони Фаннинга.
Основанная в 1991 году в Лонг-Айленде, штат Нью-Йорк, Фэннинг построила компанию на основе нетрадиционных усовершенствований процессов и внедрения новейших автоматизированных станков.
Рекомендуемый контент

Изначально в портфеле Flex‑Cell доминировали аэрокосмическая и оборонная отрасли, но сегодня 70% ее продукции обслуживает медицинский сектор. Источник:Flex‑Cell
В настоящее время в цехе имеется около 50 станков с ЧПУ — трехосные и пятиосные станки VMC, токарные станки швейцарского типа, токарные станки, электроэрозионный станок и водоструйный станок — а также возможности лазерной маркировки и сборки света. Недавно расширенное здание площадью 41 500 квадратных футов, в котором работают 60 сотрудников, предлагает светлую, чистую и уютную атмосферу.
«Flex‑Cell начинала свою деятельность в первую очередь с обслуживания аэрокосмической и оборонной промышленности», — объясняет Стив Фэннинг, сын Тони и операционный менеджер магазина. «Однако в конце 2000-х годов мы начали заниматься медицинской работой, и она нам идеально подошла».

Система WorkPartner1+ от System3R обеспечивает эффективное взаимодействие между станками Haas Automation и FANUC для автоматизации загрузки и разгрузки поддонов.
Медицинские компоненты, такие как спинальные имплантаты, сейчас составляют более половины выпускаемой продукции. Магазин имеет сертификаты ITAR, FDA, ISO9001:2015, ISO13485:2016 и AS9100D и приближается к уровню CMMC Level2 с оценкой SPRS 110.
«Клиенты чувствуют определенную уверенность, когда размещают у нас заказ», — говорит Фаннинг. «Во многом это связано с тем, что наши сотрудники могут выявить проблемы технологичности, которые, возможно, упустила из виду команда дизайнеров наших клиентов, и исправить их на этапах проверки контракта и программирования, прежде чем они попадут в цех».
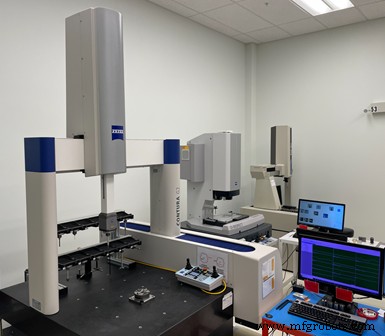
Системы поддонов Erowa с нулевой точкой в сочетании с запатентованными устройствами зажима деталей Flex‑Cell обеспечивают быструю и повторяемую настройку на станках и КИМ Zeiss ConturaG2. Операторы могут запускать программы проверки одним щелчком мыши, даже если у них нет опыта работы с КИМ.
Хотя стандартизация остается основным принципом, Flex‑Cell стратегически выбирает марки станков — DMGMORI, FANUC, Haas, Hermle, Kitamura, Makino — в соответствии с требованиями к материалу, размеру, сложности и точности.
Удержание заготовки занимает центральное место в пятиосной автоматизации. Цеховые системы нулевой точки Erowa, дополненные специальными зажимами, интегрируются с КИМ Zeiss для быстрого и повторяемого позиционирования. Программы проверки позволяют операторам проверять детали сразу после установки.
Все пятиосные агрегаты оснащены 25 автоматизированными фрезерными станками и оснащены роботами для обслуживания станков. Решения для загрузки поддонов от коботов Erowa, System3R и Universal Robots обеспечивают работу этой операции. ERD-150L грузоподъемностью 150 кг в настоящее время поддерживает семь пятиосных и два трехосных станка с возможностью масштабирования до 12.
Магазин работает в две 10-часовые смены с понедельника по четверг. Сотрудники получают бонусы за автоматизацию за сверхурочную работу, загрузку поддонов по выходным, замену инструментов, проверки и другие сопутствующие задачи.

Примерно для 90 % работ по фрезерованию Flex‑Cell использует Rego‑Fix powRgrip, предлагая держатели инструментов, цанги и автоматический зажим, которые позволяют менять фрезы за секунды и общее биение системы ≤3 мкм при 3×D.
Дополнительные инвестиции включают в себя устройства предварительной настройки Zoller Venturion450 для измерения инструмента в автономном режиме, собственное анодирование титана типа II или типа III, а также ультразвуковую очистку с помощью роботизированной консоли Crest с вакуумной сушкой с подогревом.
Хотя технологии способствуют эффективности, квалифицированный персонал остается жизненно важным. Программисты CAM проектируют детали с учетом автоматизации, балансируя между сокращением времени цикла и долговечностью инструмента, чтобы предотвратить простои. Операторы проходят обучение по корректировке смещений и принятию решений в режиме реального времени, что позволяет им управлять несколькими машинами и максимизировать производительность.
Промышленное оборудование
- Мельницы Summit EVS серии 760-B с вертикальной станиной
- Универсальные токарные станки для тяжелых условий эксплуатации
- Выбор подходящих регуляторов с точным винтом для точной настройки машины
- Технический совет по техническому обслуживанию:Расчет тепла компрессорной комнаты
- 7 распространенных типов соединений для деревообработки
- Будущее автоматизированной обработки:повышение точности и эффективности
- Микротокарный станок занимает мало места
- 5 обязательных навыков для ремонта оборудования
- Что такое оцинкованная стальная труба?
- Понимание соединения пластин:основной процесс для MEMS, NEMS и микроэлектроники