


Снижение сложности обработки на станках с ЧПУ:ключевые проблемы и проверенные стратегии оптимизации
Глубокие, узкие канавки и конструкции с узкими зазорами
Такие детали, как радиаторы и корпуса клапанов, часто имеют глубокие узкие канавки и плотно расположенные тонкостенные ребра, что позволяет снизить вес и увеличить рассеивание тепла. При обработке на станках с ЧПУ эти особенности создают несколько критических проблем:
- Для глубоких пазов требуются фрезы с длинной кромкой. Когда вылет инструмента превышает его диаметр, могут возникнуть упругие прогибы и вибрация, что приводит к неточностям размеров и дефектам поверхности.
- Ограниченное пространство в узких канавках затрудняет эвакуацию стружки, увеличивая риск застревания стружки и поломки инструмента.
- Проникновение охлаждающей жидкости в глубокие и узкие места затруднено, что приводит к накоплению тепла, которое деформирует деталь и снижает точность.

Методы оптимизации
- Во время проектирования расширьте пазы или уменьшите глубину, чтобы соотношение диаметра инструмента и глубины оставалось в допустимых пределах.
- Используйте высокопрочные инструменты малого диаметра или фрезы с длинной кромкой в сочетании с прочными зажимными опорами.
- Увеличьте поток охлаждающей жидкости или включите каналы для удаления стружки.
- Если перепроектирование невозможно, используйте поэтапный подход к обработке:черновая обработка удаляет сыпучий материал, а затем чистовая обработка для достижения окончательных допусков.
Конструкции с малым радиусом и неполным угловым зазором
Слишком малые радиусы внутренних углов часто требуют электроэрозионной обработки или ручной обработки. Основные проблемы:
- Ограничения диаметра инструмента :Для углов малого радиуса требуются крошечные инструменты, а для глубоких полостей требуются длинные инструменты, минимальный диаметр которых ограничен жесткостью.
- Остаток траектории инструмента :Если радиус инструмента превышает указанный угловой радиус, материал остается, создавая «мертвый узел».
- Дополнительные этапы процесса :Неразборчивые углы требуют электроэрозионной обработки, что увеличивает ошибки зажима и увеличивает время цикла.
Методы оптимизации
- Увеличьте внутренний радиус там, где это позволяет конструкция, чтобы обеспечить возможность обработки за один проход стандартными инструментами.
- Применяйте схемы подачи по спирали или круговой дуге в углах, чтобы избежать резких изменений направления, вызывающих вибрацию.
- Перепроектируйте проблемные области во внешние углы или добавьте технологические насечки, чтобы упростить обработку.
Тонкостенные конструкции
Тонкостенные детали легкие, но подвержены деформации и вибрации под действием сил резания:
- Низкая жесткость :Тонкие стенки не обладают жесткостью, что приводит к упругой деформации во время обработки.
- Проблемы с зажимом :Чрезмерное усилие зажима деформирует деталь; недостаточная сила приводит к нестабильному позиционированию.
- Резонансный риск :Низкие собственные частоты могут совпадать с частотами резания, ухудшая качество поверхности.

Методы оптимизации
- Добавляйте ребра или временные опоры во время проектирования и удаляйте их после обработки.
- Используйте вспомогательные опоры, такие как вакуумные присоски или наполнители из сплавов с низкой температурой плавления.
- Отдельная черновая и чистовая обработка; во время чистовой обработки используйте легкие резы, высокую скорость шпинделя и высокую скорость подачи.
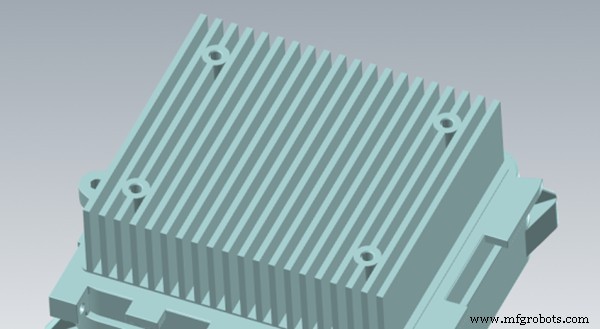
Пример:оптимизация механической обработки корпуса радиатора электрического грузовика
Корпус радиатора, изготовленный из алюминия ADC12 и размером 159×135×67 мм, имеет плотную ребристую структуру с глубокими канавками для отвода тепла от трансмиссии. Первоначальный анализ выявил несколько узких мест:
Проблемы обработки, связанные с проектированием
1. Неоправданно глубокие и узкие канавки
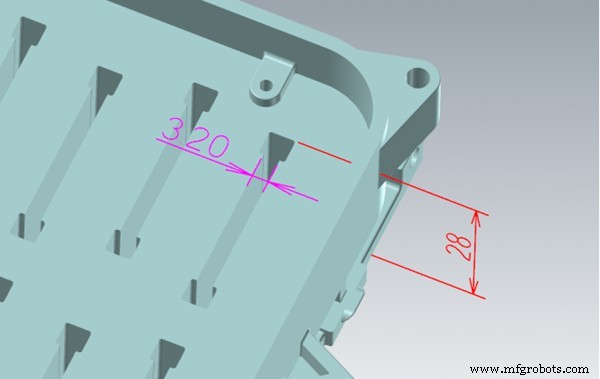
Для ширины канавки 3,2 мм и глубины 28 мм требовалась фреза с длинной канавкой 3 мм и вылетом более 29 мм, что приводило к плохой жесткости, высокому риску поломки инструмента, увеличению времени цикла и трудностям с достижением Ra1,6.
2. Чрезвычайно маленький угловой радиус
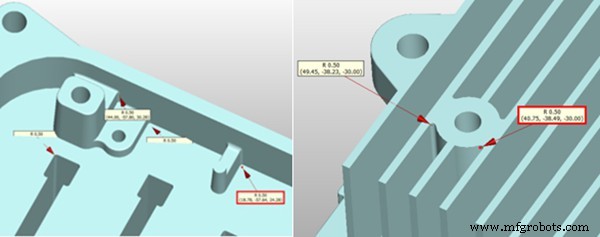
Для полости глубиной 28 мм требовалась фреза диаметром 3 мм, но ее радиус R1,5 не позволял обрабатывать углы конструкции R0,5, в результате чего оставался материал, требующий электроэрозионной обработки.
3. Тонкая локальная толщина стенки
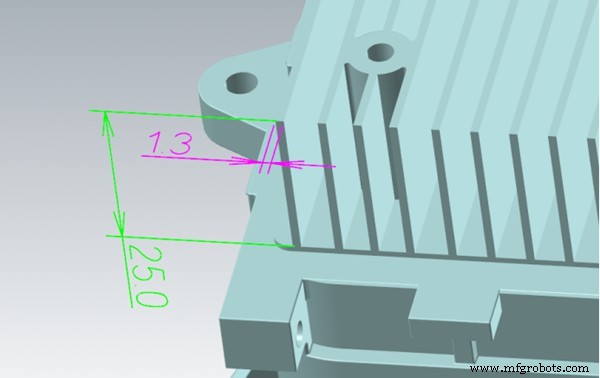
Ребра толщиной всего 1,2 мм и высотой 25 мм были склонны к вибрации и отклонению во время фрезерования, что нарушало стабильность размеров.
Оптимизированный план обработки и результаты
1. Ступенчатый дизайн канавок
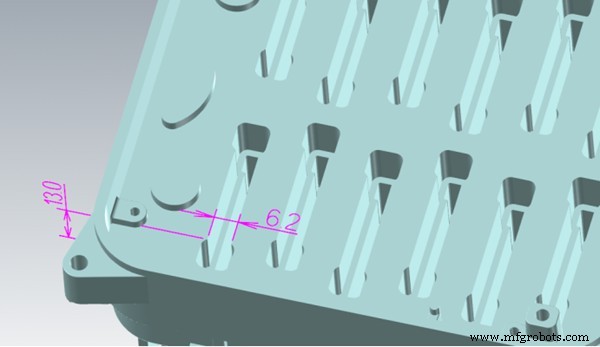
Канавка диаметром 28 мм была разделена:нижние 15 мм сохранили ширину 3 мм; верхние 13 мм расширились до 6,2 мм. Сначала фрезой диаметром 6 мм обрабатывается верхняя часть, затем фрезой диаметром 3 мм обрабатывается глубокая часть. Каждый инструмент работает в безопасном соотношении длины к диаметру, что позволяет увеличить параметры резания в 3 раза. Общее время цикла сократилось с 2,8 до 1,1 часа, а стоимость оснастки снизилась на 60 %.
2. Увеличенный угловой радиус для устранения электроэрозионной обработки
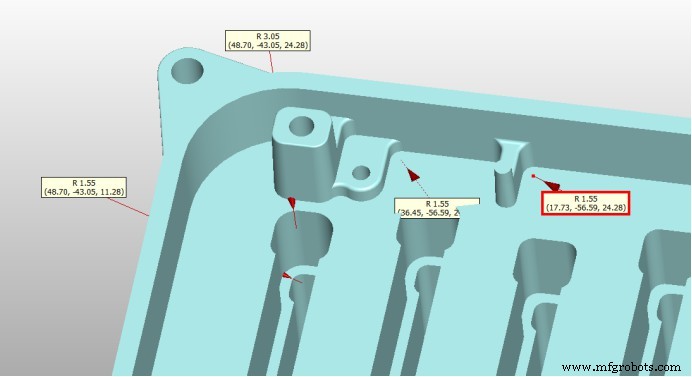
Увеличение радиуса дна полости до R1,55 и ступенчатого угла до R3 позволило осуществлять прямую обработку фрезами с плоским дном диаметром 3 мм и 6 мм, устранив этап электроэрозионной обработки и улучшив стабильность размеров.
3. Утолщенные тонкие стены
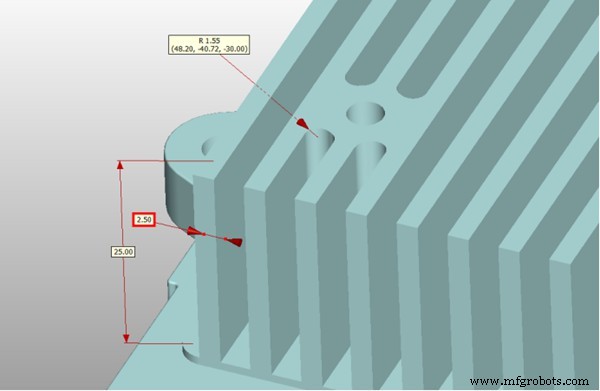
Толщина стенки была увеличена с 1,3 мм до 2,5 мм, что позволило устранить прогиб и обеспечить допуск ±0,05 мм.
Сравнение производительности обработки
| Элемент | До | После | Улучшение |
|---|---|---|---|
| Время обработки отдельной детали | 6,5 часов | 3,2 часа | Снижение на 51 % |
| Расход инструмента | 8–10 инструментов на деталь | 4–6 инструментов/деталь | Скидка 40% |
| Процесс EDM | Сохранено | Устранено | 2,5 часа сохранено |
| Шероховатость поверхности | Ra1,6–3,2 | Ra0,8–1,2 | Значительное улучшение |
Рекомендации по оптимизации производства
- Оценка доступности инструмента :Глубина паза должна быть меньше пятикратного диаметра инструмента, чтобы избежать чрезмерного вылета.
- Выбор радиуса скругления :создавайте внутренние углы с радиусами, соответствующими стандартным размерам инструментов, чтобы исключить электроэрозионную обработку или ручную чистовую обработку.
- Регулировка конструкции плавников :Там, где это возможно, замените близко расположенные глубокие пазы ступенчатыми и увеличьте толщину стенок или уменьшите количество ребер, чтобы повысить жесткость и возможность обработки.
Обладая обширным опытом работы со сложной геометрией и жесткими допусками, WayKen предлагает решения для обработки с ЧПУ, которые объединяют обратную связь DFM и передовые стратегии. Наш подход сокращает время цикла, затраты на оснастку и процент брака, обеспечивая при этом стабильное и высокое качество деталей.
Современные механические конструкции все чаще полагаются на сложные конструкции. Игнорирование ограничений обработки на станках с ЧПУ может привести к трудностям обработки, перерасходу средств и браку. Устранив проблемы доступности инструмента, тонкостенной вибрации, эвакуации стружки и углового радиуса на ранних стадиях проектирования, лишь незначительные корректировки могут привести к значительному улучшению технологичности и экономической эффективности.
Станок с ЧПУ
- 12 важных факторов, которые следует учитывать, прежде чем продолжить карьеру в области обработки станков с ЧПУ…
- Постоянный цикл нарезания резьбы Mach3 Turn G76
- Datron AG попала в станкостроительный бизнес случайно
- 6 причин популярности обработки с ЧПУ по сравнению с традиционной обработкой
- Конвертер шероховатости Ra, Rz и N — быстрое и надежное преобразование текстуры поверхности
- Заработок с маршрутизатором с ЧПУ
- Производители фрезерных станков с ЧПУ:суперзвезды саммита Alibaba
- Освоение комплексной обработки с ЧПУ через надежные партнерские отношения
- Подача и глубина резания для чистовой и черновой обработки Рекомендации Sandvik Coromant
- История успеха клиента из Зимбабве с нашим лазерным станком с ЧПУ