


Управление отсроченной деформацией пластиковых деталей, фрезерованных на станках с ЧПУ:причины, диагностика и профилактика
После обработки все выглядит хорошо, но позже меняется

В отличие от металлов, пластмассы не обладают жесткостью и стабильностью размеров. Они демонстрируют четкую временную реакцию, которая может проявляться спустя долгое время после обработки.
Во время резки на станке с ЧПУ деталь может находиться во временном равновесном состоянии:
- Во время резки приспособление удерживает материал на месте.
- После завершения обработки внешнее ограничение снимается.
- Со временем внутренние напряжения начинают перераспределяться.
В результате деталь может постепенно деформироваться самостоятельно даже при отсутствии внешних сил.
Это изменение размеров обычно проявляется в трёх формах:
- Деформация
- Усадка или расширение размеров.
- Локальная деформация скручивания
Почему деформация появляется позже?
Пластиковые детали часто сохраняют свою первоначальную форму после механической обработки только для того, чтобы измениться в течение следующих часов или дней.
1. Снятие остаточного стресса
Остаточные напряжения возникают из двух основных источников:истории производства материала (например, литья под давлением или экструзии) и самого процесса обработки, который создает давление инструмента и поверхностное напряжение, вызванное трением.
Во время резки на станке с ЧПУ:
- Материал удален локально.
- Первоначальный баланс стресса нарушается.
- Внутренние структуры теряют свои ограничения.
Однако оставшееся напряжение не разрушается сразу. Вместо этого материал подвергается процессу релаксации напряжения, при котором молекулярные цепи медленно перемещаются и перестраиваются в направлении нового равновесия в течение нескольких часов или дней. Типичные результаты включают коробление, скручивание или локальный размерный дрейф.
2. Молекулярная цепочка «Эффект памяти»
Полимеры представляют собой молекулы с длинной цепью. Высокоскоростная резка с ЧПУ может растягивать, ориентировать или частично разрывать цепи вблизи обрабатываемой поверхности — подобно растяжению пружины. Сразу после обработки эти цепи не полностью отреагировали, поэтому деталь временно сохраняет форму. Со временем и при колебаниях температуры цепи постепенно возвращаются в исходное скрученное состояние, вызывая усадку или деформацию.
3. Последствия теплового расширения
Даже при правильном охлаждении зона резки может достигать температур, приближающихся к температуре плавления ПОМ или стеклования ПММА. Распределение температуры детали сразу после обработки часто бывает неравномерным. Когда он полностью остынет до комнатной температуры (иногда это занимает несколько часов), могут произойти изменения размеров, особенно в деталях с толстыми стенками, где тепло рассеивается медленнее.
4. Поглощение влаги, вызывающее изменение объема
Гигроскопичные пластики, такие как PA, поглощают влагу из воздуха. После механической обработки влага постепенно проникает в материал, изменяя межмолекулярное расстояние и слегка расширяя деталь. Неравномерное поглощение — быстрое на поверхности и медленное внутри — создает дифференциальную деформацию, которая в конечном итоге может привести к деформации.
5. Снятие напряжения обработки и зажима
При механической обработке детали зажимаются со значительным усилием. Ограничения приспособления могут маскировать фактическую деформацию, а резка может привести к появлению дополнительных остаточных напряжений. После удаления детали напряжение перераспределяется, конструкция восстанавливается, а размеры изменяются. Особенно уязвимы тонкостенные детали и большие плоские конструкции.
Решения:как контролировать отсроченную деформацию?
Цель состоит не в том, чтобы полностью устранить деформацию, а в том, чтобы управлять путем и скоростью снятия напряжения.
1. Выбирайте материалы с низкой нагрузкой или стабилизированные марки
Отдавайте предпочтение материалам с минимальным внутренним напряжением или материалам, прошедшим стабилизирующую обработку, например:
- Отожженный ПОМ
- Стабилизированная ПА
- Оценки ПК с низким уровнем стресса.
Присущая материалу стабильность во многом определяет верхний предел потенциальной деформации.
2. Используйте симметричную пошаговую обработку
Избегайте удаления большого количества материала только с одной стороны. Вместо этого используйте сбалансированную обработку с обеих сторон, послойное удаление материала и избегайте внезапной потери общей жесткости. Эти подходы уменьшают резкое снятие стресса.
3. Дайте время для стабилизации напряжения после черновой обработки
После черновой резки дайте детали постоять при комнатной температуре 12–24 часа, прежде чем приступать к чистовым операциям. Этот шаг может значительно уменьшить отклонение размеров после доставки.
4. Контролируйте нагрев при резке и нагрузку при обработке
Оптимизировать параметры:
- Использование высоких скоростей шпинделя при небольшой глубине резания.
- Избегайте скучных инструментов.
- Контроль и ограничение повышения температуры резки.
Эти меры минимизируют вторичное напряжение, возникающее во время обработки.
5. Управление влажностью гигроскопичных материалов
Для ПА и подобных пластиков:
- Храните детали при контролируемой влажности.
- При необходимости увлажните.
- Не подвергайте свежеобработанные детали воздействию среды с высокой влажностью.
Правильный контроль влажности может значительно улучшить стабильность размеров.
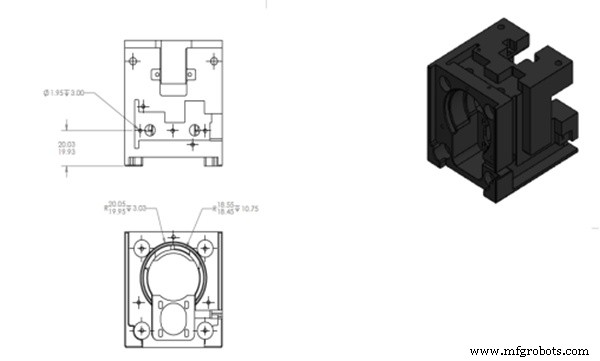
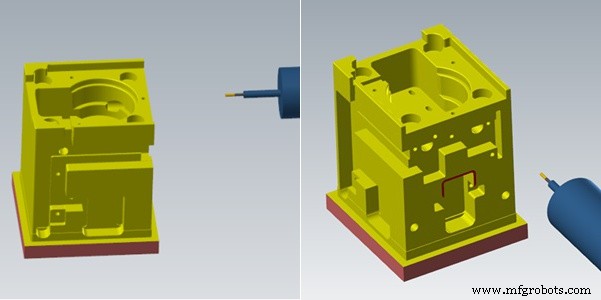
Пример:замедленная деформация структурного компонента из ПОМ
Конструкционная деталь автоматизированного оборудования требовала жестких допусков:
- Материал:черный ПОМ.
- Размер:66×66×72 мм.
- Допуск:ISO2768‑MK.
- Особенности:плоские поверхности с глубокими полостями и расположением нескольких отверстий.
- Применение:точное позиционирование сборки.
Исходная ситуация
Непосредственный осмотр после обработки показал:
- Плоскостность соответствует требованиям.
- Точность положения отверстия в пределах допуска.
- Отклонений при доставке нет.
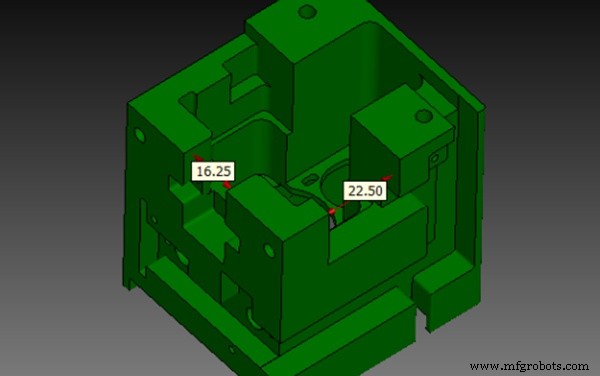
Однако через 24 часа:
- Открывающаяся конструкция сжалась внутрь на 0,2 мм.
- Во время сборки выравнивание отверстий отклонилось.
- Постоянство пакета стало нестабильным.
Первоначальные попытки (неэффективные)
Команда инженеров сначала заподозрила проблемы с инструментами и попыталась:
- Замена режущего инструмента.
- Уменьшение скорости подачи.
- Увеличение количества чистовых проходов.
Несмотря на эти корректировки, деформация сохранялась через 24 часа.
Анализ первопричин
Дальнейший обзор обнаружен:
- Остаточное внутреннее напряжение в сырье.
- Снятие большого количества материала только с одной стороны.
- Деформация, скрытая за счет зажима приспособления во время обработки.
По сути, механическая обработка лишь временно сдерживала деформацию, а не устраняла напряжение.
Окончательная стратегия оптимизации
Включены изменения в процесс:
- Переход на двустороннюю пошаговую обработку.
- Предоставление 24-часового отдыха после черновой обработки.
- Использование небольшой глубины резания при чистовой обработке.
- Добавление периода окончательной стабилизации перед проверкой.
Окончательная проверка проводилась только после того, как деталь стабилизировалась в среде с контролируемой температурой и влажностью.
Окончательные результаты
Результаты после оптимизации:
- Замедленная деформация практически исключена.
- Плоскостность осталась в пределах 0,1 мм.
- Слаженность пакетной обработки значительно улучшилась.
Заключение
Замедленная деформация пластиковых деталей, обработанных на станках с ЧПУ, по сути, является зависящим от времени процессом релаксации напряжений, а не проблемой точности обработки. Наиболее эффективное смягчение сочетает в себе:
- Тщательный выбор материала.
- Оптимизированная стратегия обработки.
- Контролируемое время снятия стресса.
Цель состоит в том, чтобы позволить напряжениям сняться перед окончательной отделкой или проверкой, предотвращая изменения размеров после доставки.
WayKen предлагает профессиональные услуги по обработке пластика с ЧПУ для прецизионных компонентов сложной геометрии и жестких допусков. Благодаря оптимизированным процессам, стратегиям контроля напряжений и строгому контролю качества мы помогаем улучшить стабильность размеров и снизить риск замедленной деформации.
Станок с ЧПУ
- Сколько стоит токарный станок с ЧПУ? Практическое руководство
- Как установить нулевую точку фрезерного станка с ЧПУ на заготовке
- Литье под давлением против 3D-печати:все, что вам нужно знать
- Освоение точности:инновационная система ЧПУ компании Stecker для корпусов гидравлических клапанов
- Программа Siemens Sinumerik CYCLE95, пример внешней токарной обработки
- Программа остановки Haas M00
- Лучшие 5-осевые мостовые пилы по граниту с ЧПУ для продажи в Новой Зеландии
- Освоение обработки на станках с ЧПУ прозрачных пластиковых поверхностей оптического качества
- Фрезерная и токарная обработка с ЧПУ:есть ли отличия?
- Руководство по выбору пластины с ЧПУ:краткий справочник по оптимальной производительности