


Устраните дефекты кромки ПВХ с помощью экспертной оптимизации оборудования
При работе на кромкооблицовочном станке две наиболее распространенные проблемы с качеством — отслоение кромок и толстые линии клея — могут быстро подорвать целостность готовой продукции. Эти дефекты обычно возникают, когда настройки машины не синхронизированы с характеристиками клея. В этом руководстве объясняются пять частых проблем с клеем, сравниваются клеи на основе этиленвинилацетата и полиуретана, а также предлагаются действенные решения по настройке машины для восстановления безупречной кромки.
1. Сравнение кромкооблицовочного клея EVA и PUR
Клеи-расплавы являются основой кромки ПВХ. ЭВА (этиленвинилацетат) и ПУ (полиуретан) — наиболее широко используемые в отрасли варианты.

Ниже приводится краткое сравнение ключевых атрибутов:
Функция Клей ЭВА ПУР-клей Что лучше Прочность связи ХорошоОчень сильнаяPURТеплостойкость СредняяВысокаяPURВлагостойкость MediumHighPURВидимость клеевой линии Более заметныйМинимальный (без клеевой линии)PURСтоимость НижеВышеЭВАРемонтопригодность Физическое охлаждение; можно переплавлятьХимическое отверждение; необратимыйEVAТребования к машине Стандартные станкиКромкооблицовочный станок PUREVAПрименение Стандартная мебель (шкафы, гардеробные), серийное производствоМебель высокого класса (кухни, ванные комнаты), влажный/жаркий климат Зависит от варианта использования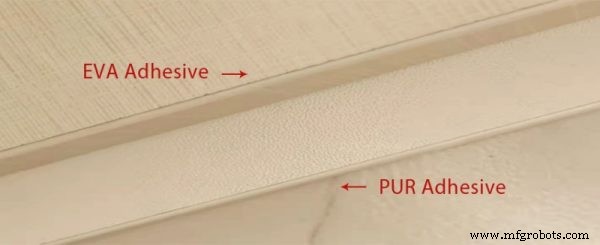
2. Пять распространенных проблем с клеем и способы их решения
Отслаивающиеся края, видимые линии клея, слабые соединения, расслоение под воздействием тепла и повреждение от влаги — все это симптомы неправильной настройки машины или неправильного выбора клея. В следующих разделах описывается каждая проблема, ее первопричина и способы ее устранения путем точной настройки машины.
2.1 Отклеивание кромки
Почему это происходит: Слабое клеевое соединение, вызванное недостаточной температурой или загрязнением панелей.
Исправления машины:
- Стабилизация температуры клеевой ванны: Храните ЭВА при 170–200°С или полиуретан при 110–130°С. Постоянный нагрев обеспечивает плавный поток и равномерное распространение.
- Очистить края панели: Используйте пылесосы или фрезу для предварительной обработки, чтобы получить ровную, очищенную от пыли поверхность. Остаточная пыль или влага ослабляют адгезию.
- Панель управления влажностью: Включите блок предварительного нагрева, чтобы высушить поверхность от влаги перед приклеиванием.
2.2 Видимые линии склейки
Почему это происходит: Чрезмерное нанесение или неравномерное давление валика, особенно заметно на светлых или глянцевых панелях.
Исправления машины:
- Уменьшить толщину клея: Целевое значение 80–120 г/м² для EVA или 60–90 г/м² для PUR. Адекватное покрытие без излишеств предотвращает снятие шкуры и отходов.
- Отрегулируйте давление роликов: Откалибруйте давление 4–6 бар (ЭВА) или 5–7 бар (ПУР), чтобы удалить излишки клея, сохраняя при этом полный контакт.
- Сосредоточьтесь на панелях повышенной видимости: Особое внимание уделите светлым доскам, на которых выделяются линии клея.

2.3 Плохая прочность соединения и предварительное отверждение
Почему это происходит: Низкая скорость подачи позволяет термоклею остыть и затвердеть перед контактом.
Исправления машины:
- Увеличить скорость конвейера: Бегайте со скоростью 12–23 м/мин, чтобы клей оставался в оптимальном окне липкости.
- Соответствие температуре окружающей среды: Согласуйте скорость конвейера с условиями цеха, чтобы предотвратить преждевременное отверждение.
2.4 Расслоение кромок в жаркую погоду
Почему EVA терпит неудачу: Повышенные температуры смягчают этиленвинилацетат, снижая прочность соединения и вызывая подъем краев ПВХ.
Исправления машины:
- Перейти на полиуретановый клей: Сшитый химический состав полиуретана выдерживает высокие летние температуры.
- Используйте герметичную систему расплава: Специализированные кромкооблицовочные станки из полиуретана предотвращают взаимодействие влаги с воздухом перед нанесением.
2.5. Повреждение водой и вздутие по краям
Почему это происходит: Толстые или пористые слои клея позволяют влаге проникать в древесину, вызывая набухание.
Исправления машины:
- Используйте полиуретан для кухонь и ванных комнат: Водонепроницаемый барьер PUR блокирует проникновение влаги.
- Включить предварительный нагреватель: Перед склеиванием высушите поверхность доски, чтобы обеспечить более прочное соединение.
- Обновление до системы с двумя клеевыми горшками: Такие машины, как автоматический кромкооблицовочный станок E‑70JDSR для полиуретана, позволяют переключаться между EVA и PUR по требованию.

3. Краткий справочник:таблица параметров и часто задаваемые вопросы
3.1 Рекомендуемые настройки устройства
Оптимальные значения зависят от машины, типа панели и производственных целей. Используйте таблицу ниже в качестве основы.
Настройка машины Функция Справочник по Еве Справочник по полиуретану Совет для оператора Температура клеевой ванны Контролирует растекание клея170–200°C110–130°C (предварительное плавление)Поддерживает стабильную температуру; большие колебания ухудшают качество соединения.Нанесение клея Контролирует покрытие и толщину 80–120 г/м²60–90 г/м²Пур обычно требует более тонкого слоя для более чистых краев.Давление прижимного ролика Обеспечивает контакт4–6 бар5–7 барУвеличенное давление для толстых панелей ПВХ или глянцевых панелей.Скорость подачи Контролирует окно склеивания 12–23 м/мин 10–23 м/мин Скорость зависит от клея, материала панели и толщины кромки.3.2 Часто задаваемые вопросы
Q1. Как отрегулировать зазор клеевого валика?
Начните со стандартного зазора станка, затем постепенно настраивайте его, пока не достигнете полного охвата кромки без чрезмерного выдавливания.
В2. Какой клей подходит для кромок МДФ, ПЭТ или акрила?
Кромки МДФ: Используйте EVA для стандартной мебели; перейдите на полиуретан на кухнях и в ванных комнатах, чтобы предотвратить набухание. Кромки из ПЭТ и акрила: Для этих гладких поверхностей требуется полиуретан; убедитесь, что ваша машина оснащена плоским скребком, чтобы избежать появления глянцевых царапин.

Q3. Как поддерживать систему PUR?
Промойте подходящим чистящим средством, пока оно теплое, удалите затвердевшие остатки и не допускайте попадания влаги. Регулярная чистка предотвращает засорение.
Q4. Как проверить прочность сцепления?
Выполните испытание на отслаивание под углом 90° или испытание на растяжение. Прочная связь вытягивает древесные волокна из панели; если поверхность остается чистой, соединение не удалось.
Q5. Лучшие методы получения кромок без склейки?
Сбалансируйте количество клея, температуру, давление валика и скорость подачи. PUR идеально подходит для бесшовных кромок светлых или глянцевых панелей.
Q6. Почему кромки ПВХ поднимаются в жаркую или влажную погоду?
Тепло смягчает ЭВА, а влага ослабляет связь. В таких условиях используйте полиуретан для обеспечения превосходной адгезии.
4. Заключение
Эффективность кромки ПВХ зависит от выбора правильного клея, калибровки настроек машины и поддержания панелей в чистоте. Адаптируя процесс к свойствам клея и производственной среде, вы можете устранить отслаивание, видимые линии клея и дефекты, вызванные влажностью. Если вы подумываете о переходе с ЭВА на полиуретан, приобретите машину со стабильным контролем температуры и герметичной клеевой системой для беспроблемной работы.
Продолжайте чтение рекомендуемых публикаций:
- Кромкооблицовка ПВХ или АБС – какой выбрать?
- Как эффективно использовать кромочную фанеру на мебельных фабриках
- 8 способов заработать деньги с помощью кромкооблицовочного станка
Станок с ЧПУ
- Пример многократного вызова подпрограммы токарного станка с ЧПУ
- Скругления и фаски:ключевые различия и когда их применять в инженерном проектировании
- Okuma Alarm P List – OSP-P300S/P300L
- Топ-4 автомобильных детали, производимых на станках с ЧПУ:инновации и совершенство
- Понимание станков с ЧПУ:как они революционизируют производство
- Прецизионная обработка с ЧПУ – шаги
- Каковы некоторые из распространенных сплавов, используемых для обработки с ЧПУ?
- М-коды контроллера ЧПУ токарного станка Hust H6C-T
- 22 основных ключевых показателя эффективности обработки на станках с ЧПУ, которые необходимо отслеживать для…
- Центр ЧПУ Mazak Integrex 100-4S:точность и эффективность для передового производства