


Программа фрезерного станка с ЧПУ Упражнение Боковое фрезерование Сверление Фрезерование пазов
Отправить:БЕАТА
Обзор
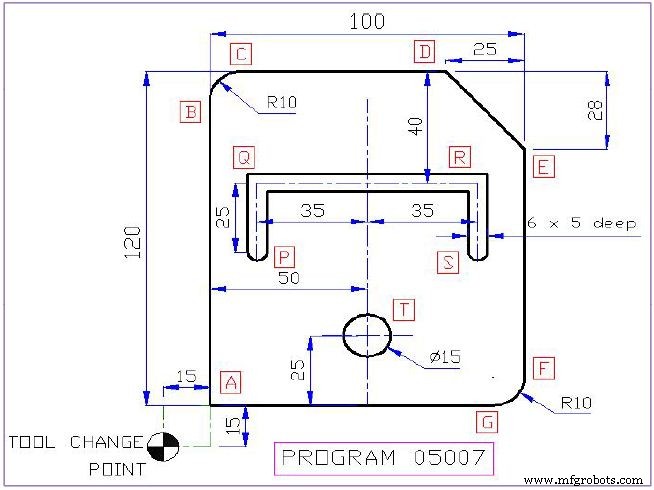
В. Напишите программу обработки деталей ЧПУ для показанного рисунка
Для бокового фрезерования выберите скорость 1200 об/мин и подачу 100 мм/мин
Для сверления отверстий выберите скорость 1200 об/мин и подачу 80 мм/мин
Для фрезерования пазов выберите скорость 1200 об/мин и подачу 120 мм/мин
Примите диаметр отверстия равным 15 мм
Используйте абсолютную систему координат.
Решение:
Последовательность операций:
1 Установите референтную точку, систему координат, инструмент, задайте значения подачи и скорости
2 Установите фрезу для компенсации радиуса влево
3 Установите инструмент в A, запустите шпиндель и подайте вниз подача (направление Z)
4 продолжите боковое фрезерование и остановите шпиндель в точке A
5 переместите инструмент в исходную точку и установите инструмент для обработки паза
6 переместите инструмент в положение P, начните шпиндель и уменьшите подачу
7 Продолжайте фрезерование пазов и остановите шпиндель в точке S
8 Переместите инструмент в исходную точку и установите инструмент для сверления
9 Переместите инструмент в положение P, запустите шпиндель и введите полную глубину резания
10 Переместите инструмент вверх и остановите шпиндель.
11 Верните инструмент в исходную точку.
12 Конец программы
Рисунок/изображение
Программа ЧПУ
05007 N001 G71 G90 (Set dimension type mm, set absolute co-ordinate system) N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 (Set reference point -15, -15, 0. Tool T01 side milling tool. Feed 100mm/rev, spindle speed 1200 rpm) N003 G41 G00 X0.0 Y0.0 Z2.0 (Cutter radius compensation left ON, move the tool at A & give clearance of 2mm before starting spindle rotation) N004 G01 Z-15.0 M03 (Start the spindle. Move tool down i.e. at Z direction for cut with feed here M03 will execute first) N005 G01 X0.0 Y110.0 (Go to B linearly) N006 G02 X10.0 Y120.0 R10.0 (Go to C with clockwise circular interpolation with radius = 10) N007 G01 X75.0 (Go to D linearly) N008 G01 X100.0 Y92.0 (Go to E linearly) N009 G01 Y10.0 (Go to F linearly) N010 G02 X90.0 Y0.0 R10.0 (Go to G with clockwise circular interpolation with radius = 10) N011 G01 X0.0 (Go to A linearly) N012 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation here M05 will execute last.) N013 G40 G00 X-15.0 Y-15.0 (Cutter radius compensation OFF. Move tool to reference set point.) N014 M06 T02 F120 (Change the tool & use tool T02 - here for slot mill tool with dia 6mm. Set feed as 120mm/rev.) N015 G00 X15.0 Y55.0 (Move tool to 'P' rapidly.) N016 G01 Z-5.0 M03 (Start the spindle. Move tool 5mm down i.e. at Z direction for cut with feed - here M03 will execute first) N017 Y80.0 (Go to Q linearly.) N018 X85.0 (Go to R linearly.) N019 Y80.0 (Go to S linearly.) N020 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N021 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N022 M06 T03 F80 (Change the tool & use tool T03 - here for drill bit with dia 15mm. Set feed as 80mm/rev.) N023 G00 X50.0 Y25.0 (Move tool to 'T') N024 G01 Z-20.0 M03 (Go down 20mm for assuring full depth of hole.) N024 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N025 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N026 M30 (Stop the program)
Станок с ЧПУ
- Как использовать фрезерный станок с ЧПУ?
- Руководство по поиску и устранению неисправностей концевых фрез и фрезерных станков
- Стратегия фрезерования с ЧПУ для удаления сыпучего материала
- Как обеспечить точность и прецизионность при фрезеровании с ЧПУ
- Вертикальная мельница с ЧПУ
- Нужен станок с ЧПУ?
- Постоянный цикл сверления G81 Пример программы фрезерной обработки с ЧПУ
- Пример программы цикла сверления ЧПУ G81
- Пример программы фрезерной обработки с ЧПУ
- Заполните пустое упражнение по фрезерованию с ЧПУ