


Цикл высокоскоростного сверления Fanuc G73 – Цикл сверления со стружкодроблением
Цикл высокоскоростного сверления Fanuc G73
Цикл Fanuc G73 High Speed Peck Drilling выполняет высокоскоростное сверление с центральным сверлением. Он выполняет прерывистую подачу на дно отверстия при удалении стружки из отверстия. 
Цикл высокоскоростного сверления Fanuc G73 также называется циклом сверления со стружкодроблением Fanuc G73. Цикл высокоскоростного сверления Fanuc G73 используется в системе управления Fanuc на фрезерных станках с ЧПУ.
Программирование
G73 X Y Z R Q F K
G73 — это модальные G-коды, поэтому они остаются в силе до тех пор, пока не будут отменены.
Параметры
| Параметр | Описание |
|---|---|
| X Y | Данные о положении отверстия |
| Я | Z-глубина (подача на Z-глубину, начиная с плоскости R) |
| Р | Расстояние от начального уровня до уровня точки R (Положение плоскости R) |
| В | Глубина резания для каждой рабочей подачи (глубина каждого шага) |
| Ф | Скорость подачи |
| К | Количество повторов (если требуется) |
Зациклить операцию
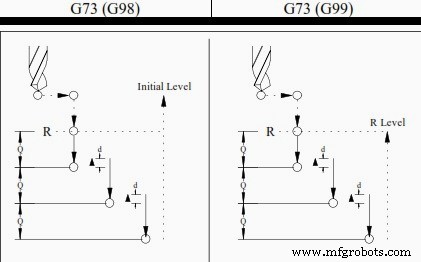
Инструмент погружается в заготовку для подачи Q, отводится назад (отвод) на 1 мм для разрушения стружки, снова погружается, пока не будет достигнута конечная глубина, затем отводится с ускоренной подачей. Отзыв Величина отвода может быть установлена в параметре 5114
G98 G99
Когда G98 активен, ось Z вернется в исходное положение (исходную плоскость), когда завершит одну операцию. Когда G99 активен, ось Z будет возвращена в точку R (плоскость), когда постоянный цикл завершает одно отверстие. Затем машина пойдет к следующей лунке. Как правило, G99 используется для первой операции сверления, а G98 — для последней операции сверления
Отменить G73
Чтобы отменить постоянный цикл Fanuc G73, используйте G80 или G-код группы 01. G-коды группы 01 G00:Позиционирование (ускоренный ход) G01:Линейная интерполяция G02:Круговая интерполяция или винтовая интерполяция (по часовой стрелке) G03:Круговая интерполяция или винтовая интерполяция (против часовой стрелки)
Пример программы
В следующем примере кода цикла сверления со стружколомом Fanuc G73 показано, как использовать цикл сверления G73 и как использовать G-код G98 и G99 с циклом G73.
M3 S2000 G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
Станок с ЧПУ
- Высокоскоростной робот-сборщик Fanuc
- ЧПУ Fanuc G73 Цикл повторения шаблона Пример программы ЧПУ
- Простое сверление на токарном станке с ЧПУ с циклом сверления Fanuc G74
- Цикл повторения шаблона ЧПУ Fanuc G73
- Обработка торцевых канавок с помощью цикла G74 Peck сверления Учебное пособие по программированию ЧПУ
- Цикл сверления G81 G83 Сверление с периодическим сверлением с G98 Пример программы G99
- Цикл нарезания резьбы метчиком Fanuc G84 с жестким метчиком
- Пример цикла сверления с периодическим сверлением G83
- Цикл группового сверления G83 (глубокое отверстие) для ЧПУ Haas
- Цикл группового сверления G83 (глубокое отверстие) для Fanuc