


Что такое узор в литье в песчаные формы? Процесс литейного литья
В металлообрабатывающей промышленности модель отливки – это копия, форма и размеры которой аналогичны отливке. Образцы литья используются для вдавливания в песчаную форму для создания полой полости, позволяющей заливать расплавленный металл и формировать отливку.
В литейном цехе для литья в песчаные формы (в зависимости от того, какое литье из чугуна, алюминиевого литья или стального литья) набор шаблонов включает в себя шаблон, литниковую головку системы литников, стояк и шаблонную плиту.
Материал, дизайн и структура рисунка сильно влияют на качество продукции. Аналогичным образом, стоимость работы и изготовления выкройки может быть учтена в расходах на отливку. .
Отливка модельных материалов в металлическую отливку
Советы по выбору материалов для выкройки

– Прочный и долговечный :выбирайте материалы для моделей, которые служат долго, не деформируются и не меняют форму в процессе литья.
– Антиабразивная и водостойкая :очень важно выбирать водостойкие и антикоррозийные материалы, чтобы защитить модели отливок от ржавчины и разрушения.
– Легко формировать :не зависит от изменений температуры и влажности.
– Низкая стоимость и меньший вес :это обеспечивает баланс между затратами и прибылью для вашего литейного производства.
Выберите материал для изготовления выкройки

Чтобы обеспечить эти вышеуказанные критерии и зависеть от конкретной отрасли, материалы шаблона должны учитывать их гибкость. . Металл, дерево и пластик являются приоритетными материалами в процессе изготовления моделей.
- Металлические узоры :узоры, сделанные металлом, обеспечивают твердость, а также легкость придания формы. Тем не менее, слабость металлических моделей заключается в том, что они легко ржавеют и имеют большую массу. . Кроме того, материал с металлическим рисунком также требует усовершенствованных устройств и его трудно ремонтировать, что приводит к более высокой стоимости по сравнению с другими. .
В процессе изготовления моделей обычно используются металлы, такие как серое железо, сталь, алюминий и магний. . Каждый из этих материалов для выкройки имеет разные свойства усадки.
- Деревянные узоры :очень популярный материал для выкройки из-за его доступности и небольшого веса. . Кроме того, деревянные можно легко формировать. с гораздо более дешевой стоимостью, чем металлические модели. Однако недостатком рисунка под дерево является легкость впитывания влаги и деформация. .
- Пластиковые узоры :Пластик и стекловолокно в наши дни популярны, потому что их главное преимущество — легкая масса. , водонепроницаемый и химически стойкий . Кроме того, поверхность пластика имеет отличный блеск. . Тем не менее, эти существенные минусы легко взломать столкнувшись с сильным ударом или вибрацией в процессе литья.
- Другие материалы :воск и гипс также используются в качестве материалов для литья, но они предпочтительнее только в технике литья по выплавляемым моделям. .
Виды литейных форм в металлообработке
В металлическом литье существует ряд типов узоров, и каждый тип подходит для конкретных требований к литью. Здесь VIC сортирует в основном 3 типа моделей литья, которые чаще всего встречаются в литейном производстве.
1. Выкройки из цельного куска
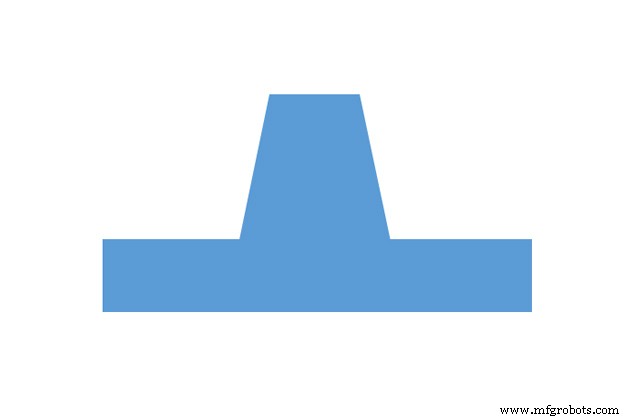
Цельная выкройка — это самый дешевый тип выкройки. . Этот вид часто используется в случае простого литья, плоской поверхности и небольшого объема производства, а также при разработке прототипа.
2. Разделенные или состоящие из двух частей узоры
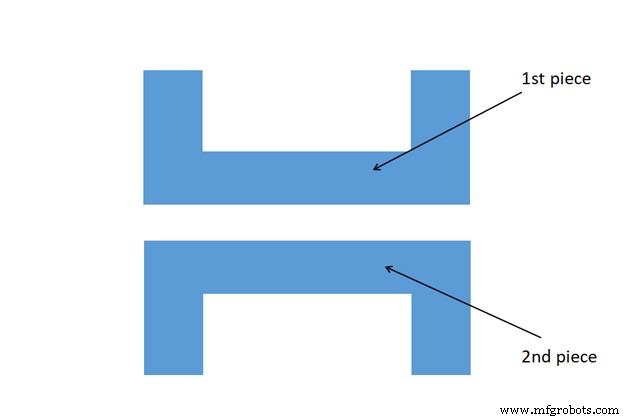
Схема из двух частей обычно используется при отливке сложных объектов. . Этот тип шаблона разделен на плоскости разъема, а положение плоскости определяется формой отливки.
Выкройка разделена на две части, одна из которых отлита методом перетаскивания. а другой отформован из ткани . В верхней части всегда есть установочные штифты. который совпадает с точно проделанными отверстиями в перетаскиваемой части рисунка.
3. Сегментированные или составные шаблоны
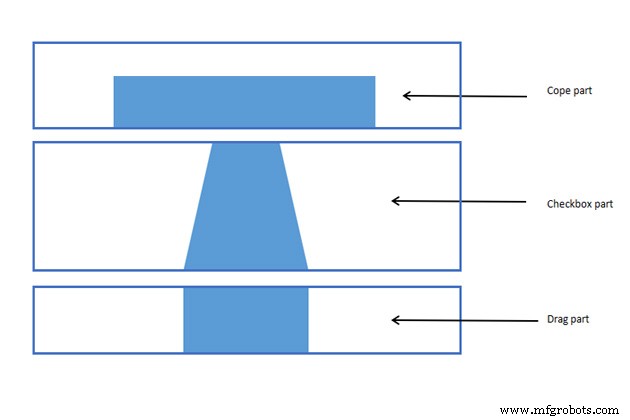
Шаблон из нескольких деталей предпочитает литье сверхсложных деталей. которые невозможно изготовить другими способами изготовления выкройки. Этот узор состоит из трех частей:верхней, средней и нижней.
Верхняя часть — это часть решения. , нижняя часть — это перетаскиваемая часть а средний — флажок . Он используется в различных видах соединений, таких как соединение под углом, соединение на дюбелях.
Процесс изготовления модели для литья в литейном цехе
1. Разработка шаблона

Технический отдел работает над изготовлением моделей для литья. должен тщательно продумать чертеж отливки, чтобы разработать выкройку как можно плотнее и эффективнее, чем ожидалось.
Необходимо учитывать самые важные моменты, включая плоскость разделения. , форма и размер отливки и основной , а также материал шаблона .
Шаг 1. Определите плоскость разъема
Обычно плоскость разъема совпадает с линией разъема.
Если узор состоит из разделенных частей или из нескольких частей, верхняя и нижняя части должны быть четко определены, даже если разделяющая поверхность симметрична. .
Шаг 2. Определите форму и размер поддерживающего принта.
Поддержка основной печати используется для поддержки основной печати, которая должна быть закреплена в форме.
Допуск поддерживающей печати сердечника напрямую влияет на допуск размеров внутри формы. Следовательно, необходимо учитывать форму сердцевины, зазор между сердцевиной и узором, а также процесс сборки узора, чтобы спроектировать точно поддерживающую сердцевину печать. .
Шаг 3. Определите размер шаблона и припуск
Поскольку в шаблоне есть разделительные плоскости, каждая часть имеет разные размеры, и после сборки эти части должны соответствовать размеру отливки.
Если узор сделан из металла, при сжатии он уменьшится. . Поэтому, если взять за образец правильный размер чертежа отливки, размер отливки будет значительно меньше. Для решения этой проблемы необходимо увеличить полость формы и размер шаблона должен быть больше размера отливки на пропорцию усадки металла. Это определяется на основе допусков шаблона. .
Шаг 4. Определите материалы шаблона
- Деревянный узор :Если рисунок небольшой, его можно сделать из массива дерева. Если узор крупнее и сложнее, его необходимо сделать из спила дерева. Чтобы представить рисунок деревянного узора, вы можете нарисовать полные виды и разрезы или использовать символы кусочков головоломки, чтобы сэкономить время и облегчить чтение.
- Металлический узор :Подходит для массового производства или крупносерийного заказа. Если объем выкройки большой, целесообразно изготавливать выкройку с внутренним полым металлом, чтобы уменьшить вес и сэкономить материальные затраты. Если рисунок мелкий, то выбирайте сплошной металл.
Шаг 5. Расположение при сборке выкройки
Для круглых образцов с плоскостью разъема, перпендикулярной центробежному валу, требуется только 1 установочный штифт.
Для других типов используйте 2 или 3 штифта.
В принципе, чем больше расстояние между установочными штифтами, тем точнее позиционирование. Структура штифта и отверстия должна быть разумного размера для легкого извлечения и разборки . Для рисунков с разделенными плоскостями штифты на верхней части должны точно совпадать с отверстиями в натяжной части.
Кроме того, на чертеже выкройки необходимо указать гладкость поверхности и цвет краски частей выкройки.
2. Припуски на модели отливки
Припуски на модели отражают свойства литого металла. Когда выкройка изготовлена, должны быть даны определенные допуски на размеры, указанные на чертеже готового компонента, чтобы можно было сделать отливку с конкретной спецификацией.
Существуют следующие допуски:
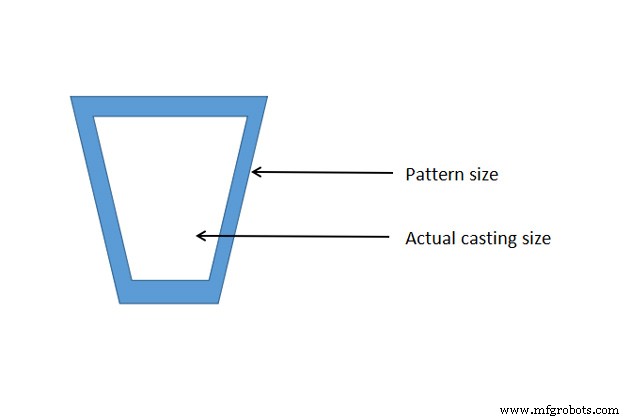
Затвердевание при усадке (или допуск на усадку)
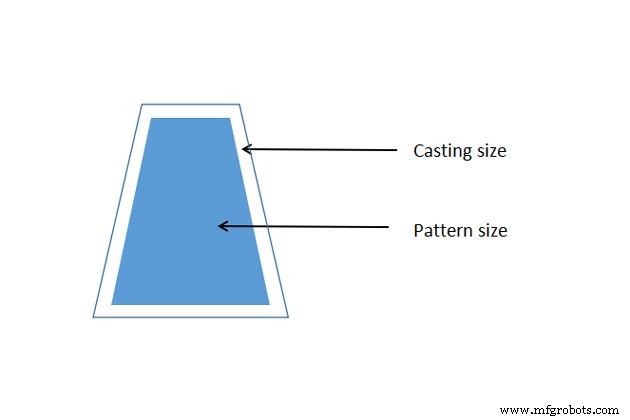
Большинство металлов дают усадку при охлаждении, то есть при переходе из жидкого состояния в твердое. (так называемая усадка жидкости) и охлаждение в твердом состоянии (так называемое линейное сжатие).
Усадка жидкости – это уменьшение объема при затвердевании (от жидкого к твердому). Усадка жидкости обеспечивается стояками, подающими жидкий металл к отливке, предусмотренными в кристаллизаторе.
Твердая усадка - это уменьшение размера при уменьшении тепла, когда металлическая отливка находится в твердом состоянии. Для этого на выкройках предусмотрена допуск на усадку.
Скорость и уровень усадки зависят от материала. В следующей таблице показаны коэффициенты усадки для различных металлов.
| Материал | Усадка |
| Серый чугун | <тд>1%|
| Сталь | <тд>2%|
| Медь/алюминий | <тд>1,5%|
| Белое железо | <тд>1,5%|
| Магний | <тд>1,6%
Примечание. Усадка также зависит от размера материала:чем больше размер, тем выше усадка.
По сути, процесс создания выкройки формула усадки это:
Размер шаблона =размер отливки + усадка металла
Однако при записи по чертежу все равно требуется брать данные по чертежу отливки. При изготовлении моделей используйте соотношение размеров в зависимости от различных литейных сплавов.
Припуск на уклон или конусность
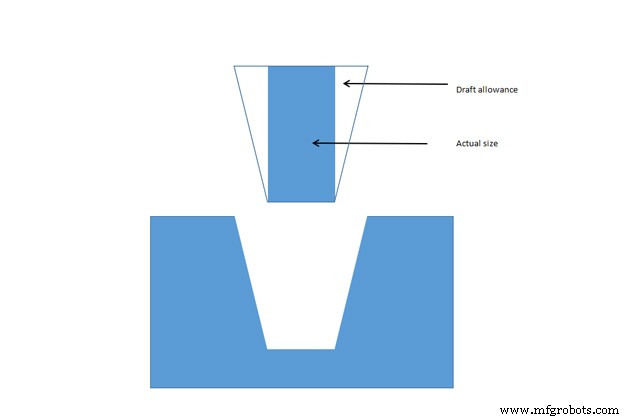
Когда шаблон вынимается из песчаной формы, стенки формы могут натираться рисунком, что приводит к разрыву и повреждению рисунка. Чтобы избежать этого, необходимо создать конусность на всех вертикальных поверхностях шаблона, это называется припуск на уклон. .
Здесь в момент начала подъема паттерна все его поверхности находятся вдали от поверхности песка. Поэтому выкройку можно удалить, не повреждая полость формы.
Угловой уклон создается для всех граней выкройки, параллельных направлению рисования, для облегчения процесса вывода. В зависимости от размера внешних граней значение Углового уклона находится в диапазоне 0,5 – 3 градуса.
| Материал | Высота заданной поверхности (дюйм) | Угол уклона (внешняя поверхность) | Угол уклона (внутренняя поверхность) |
| Дерево | <тд>1|||
| Металл, пластик | <тд>1
Припуск на чистовую обработку или обработку
Поверхность собранной отливки обычно имеет неправильный размер, поэтому для улучшения качества обработки поверхности необходимо выполнить механическую обработку, такую как точение или шлифование.
Поскольку механическая обработка удаляет некоторое количество металла из отливки, количество металла, называемое припуском на механическую обработку должны быть смещены. Припуск на механическую обработку зависит от метода отливки, размера отливки, материала отливки и возможности чистовой обработки отливки.
| Металл | Размер (дюймы) | Припуск (дюйм) |
| Чугун | До 12 от 12 до 20 от 20 до 40 | 0,12 0,20 0,25 |
| Стальное литье | До 6 от 6 до 20 от 20 до 40 | 0,12 0,25 0,30 |
| Цветные металлы | До 8 от 8 до 12 от 12 до 40 | 0,09 0,12 0,16 |
Допуск на искривление или изгиб
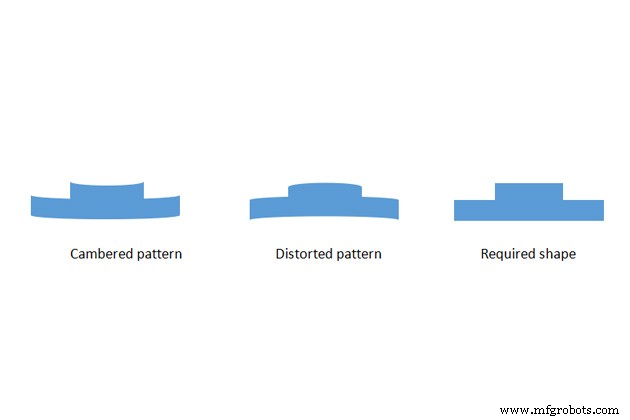
Во время затвердевания, если отливка имеет форму L, U, V, T, … или тоньше длины, она будет склонна деформироваться в вертикальных плоскостях .
Причина, вызывающая эту проблему, заключается в том, что в твердом металле развиваются внутренние напряжения. Эти внутренние напряжения вызваны неравномерным охлаждением разных частей отливки, что вызывает конфликты при конденсации. , это называется допуском искажения. или развал .
Выходом из этой ситуации является изменение конструкции отливки в сторону первоначального искажения рисунка в противоположном направлении. Степень искажения, которую необходимо исправить, оценивается на основе опыта создателя шаблона.
Разрешается постукивание или тряска
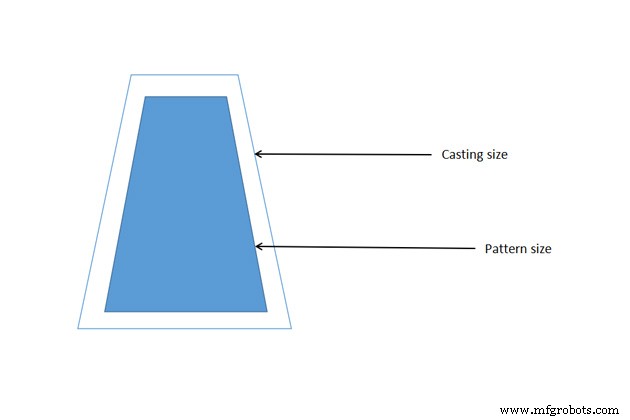
В процессе извлечения модели из песчаной формы, при больших моделях или высокоточном литье, необходимо постучать по вертикальной поверхности модели, чтобы расширить полость формы, и затем легче подобрать модель. Он применяется только к тем размерам, которые параллельны плоскости разъема .
Чтобы компенсировать это, нам нужно уменьшить исходный размер шаблона. Стандартной формулы для расчета этой надбавки не существует, поскольку она во многом зависит от работника.
Основной и основной отпечаток
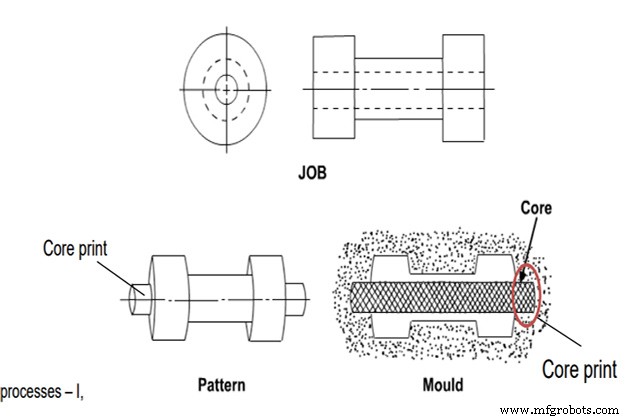
Стержень используется для создания отверстий или углублений в отливке. . Ядро обычно состоит из зеленого или сухого песка.
Отпечаток сердечника предусмотрен в форме для обнаружения, позиционирования и поддержки сердечника. . Песчаная сердцевина останется в этом положении, когда расплавленный металл будет залит в форму.
Стержень должен располагаться горизонтально, вертикально или подвешиваться внутри полости формы. Однако сердечник не может самостоятельно висеть внутри полости формы без какой-либо поддержки. Основной отпечаток готовится с помощью проекций на выкройку. . Но проблема в том, что при снятии шаблона форма повреждается из-за наличия этих выступов. Поэтому для процесса литья, в котором используется сердечник, используется раздельная модель.
Отпечаток керна должен быть соответствующего размера и формы, чтобы выдерживать вес керна и плавучесть расплавленного металла вокруг него во время литья.
3. Выкройка
Проектирование системы ворот
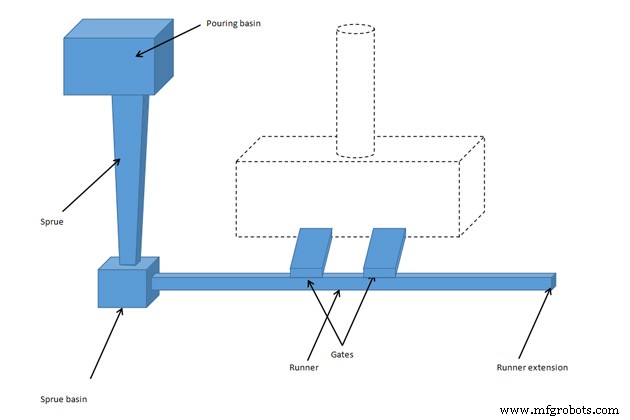
Каждая модель будет включать в себя литниковую систему для заливки жидкого металла в полость формы. . Система литников очень важна, потому что она регулирует скорость заливки металла в форму. Если скорость слишком высокая, это может вызвать коррозию формы, если слишком низкая, металл может остыть перед заполнением полости.
Эта литниковая система состоит из следующих соединенных частей:
- Кубок :конусообразный вход в форму. Помогает контролировать турбулентность потока металла и стабилизирует расход, а также отделяет шлак при заливке.
- Литки :воронка, выводящая расплавленный металл из разливочной воронки в конусообразный литник, затем по желобу, входя в ворота один за другим.
- Ворота :это конец пути, здесь начинается полость плесени.
Есть два типа ворот:большие ворота и маленькие ворота. Большие ворота используются для быстрого охлаждения металла, а маленькие ворота используются для медленного охлаждения. В зависимости от требований к скорости уплотнения отливки используется разумный вентиль.
- Подступенок :представляет собой полость расплавленного металла и является частью литейной формы, предназначенной для компенсации усадки металла, так как снижает температуру и помогает предотвратить образование отверстий. Райзер - это место, где жидкий металл медленно остывает. По стояку рабочий узнает, заполнена ли матрица или нет.
Если в конструкции отливки есть отверстия, стержень необходимо поместить в форму, чтобы определить положение, при котором металл не будет течь.
Иногда можно нанести холодок на поверхность узора. перед разливкой охлаждать локально, чтобы определить порядок охлаждения жидких металлов. Охлаждения можно легко восстановить и использовать повторно, так как они представляют собой просто куски металла, температура которых намного ниже и они не прилипают к отливке.
Системы литников можно проектировать вручную или с помощью автоматизированного программного обеспечения.
Подробная информация о проектировании системы Gating:https://vietnamcastiron.com/gating-system/
Создание выкройки
Как уже упоминалось, узоры изготавливаются из различных материалов, включая дерево, металл, пластик и воск. Для литья в песчаные формы обычно используются модели из дерева и металла. , а воск обычно используется для литья по выплавляемым моделям. .
Выкройки имеют разную сложность, в зависимости от размера, формы и необходимого количества.
При литье по выплавляемым моделям, когда каждая восковая модель разрушается во время литья, для каждой отливки требуется восковая модель, и эти восковые модели создаются в форме. В эти формы заливается воск, и после охлаждения форма отделяется и извлекается цельная восковая модель.
Для литья в песчаные формы обычно рисунок изготавливается из металла или дерева. Если требуется высокая точность, она будет обработана на станке с ЧПУ. .
Обзор
Таким образом, ВИК ответил на все вопросы о том, как сделать модель для литья в металлообрабатывающей промышленности и замечания в процессе изготовления модели.
Отделка и размер отливки во многом зависят от схемы отливки и, следовательно, определяют успешность качества отливки. Таким образом, выкройка — это профессия, требующая опыта, а также высокого уровня квалификации.
Пожалуйста, следите за серией блогов о кастинге с VIC, чтобы получать больше информации об индустрии кастинга. Кроме того, не стесняйтесь обращаться к нам по электронной почте, если вы ищете производителя OEM / ODM в литейной промышленности по адресу:[email protected].
Производственный процесс
- 6-этапный процесс литья в оболочку
- Что такое литье металлов? - определение, типы и процесс
- Процесс литья металла:экскурсия по литейному цеху
- Литье в песчаные формы и литье под давлением:в чем разница?
- Что такое литье в песчаные формы?
- Когда выбирать процесс литья смолы в песчаные формы
- Что такое Литейный завод?
- Что такое кастинг CI?
- Что такое формовочный песок?
- Понимание процесса литья в песчаные формы