


Плазменно-дуговая сварка:принцип, работа, оборудование, типы, применение, преимущества и недостатки
Сегодня мы узнаем о принципе плазменной дуговой сварки, типах, работе, оборудовании, применении, преимуществах и недостатках с его схемой. Плазменная дуговая сварка представляет собой процесс сварки в жидком состоянии, при котором соединение металла с металлом образуется в расплавленном состоянии. Горячие ионизированные газы известны как плазма. Эти горячие ионизированные газы используются для нагрева рабочих пластин, а соединение создается за счет сплавления. Этот процесс сварки аналогичен процессу сварки TIG, за исключением того, что для сварки заготовок используется плазма вместо дуги. . Присадочный материал может использоваться или не использоваться в этом типе сварки . Одним из больших преимуществ плазменной дуговой сварки является то, что она потребляет меньший ток по сравнению с TIG или MIG. процессы для производит такое же тепло.
Плазменная дуговая сварка:
Принцип:
Горячие ионизированные газы известны как плазма. Когда любому инертному газу придается достаточное количество энергии, некоторые из его электронов отрываются от ядра, но путешествуют вместе с ним. После ухода электронов атомы переходят в горячее ионизированное состояние. Это наиболее распространенное состояние материи, известное как четвертое состояние материи. Эти ионизированные атомы имеют высокую теплоемкость, которая в дальнейшем используется для соединения двух пластин. Это основной принцип плазменно-дуговой сварки. Эта сварка является расширенной формой сварки ВИГ. в котором для получения дуги используется неплавящийся вольфрамовый электрод. Эта дуга нагревает инертные газы, поступающие из внутреннего отверстия вокруг вольфрамового электрода. Температура нагрева составляет около 30000 градусов по Цельсию, при которой газ переходит в ионизированную форму. Этот горячий ионизированный газ в дальнейшем используется для создания сварного соединения плавлением.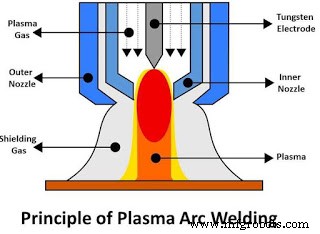
Оборудование:
Источник питания:
Для процесса PAW требовался источник постоянного тока высокой мощности для создания электрической искры между вольфрамовым электродом и сварочными пластинами (для процесса PAW с переносом) или между вольфрамовым электродом и выпускным соплом (для процесса PAW без переноса). Одной из основных особенностей плазменной дуговой сварки, которая отличает ее от TIG, является возможность сварки с низким амперным током. Эта сварка может выполнять сварку при малом токе около 2 ампер, а максимальный ток, который она может выдержать, составляет около 300 ампер. Для нормальной работы требуется около 80 вольт. Источник питания состоит из трансформатора, выпрямителя и пульта управления.
Плазменная дуговая горелка:
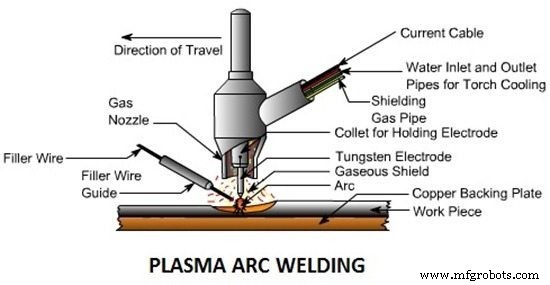
Это самая важная часть процесса PAW. Эта горелка очень похожа на ту, что используется для сварки TIG, но слишком сложна. Он состоит из четырех основных частей:вольфрамового электрода, цанг, внутреннего сопла и внешнего сопла. Вольфрамовый электрод удерживается цангой. Цанга доступна в различных диаметрах. Внутреннее газовое сопло подает инертные газы внутрь горелки для образования плазмы. Внешнее сопло подает защитные газы, которые защищают зону сварки от окисления. Эти форсунки быстро изнашиваются. Горелки PAW имеют водяное охлаждение, потому что внутри горелки содержится дуга, которая производит сильное тепло, поэтому снаружи горелки предусмотрена водяная рубашка.
Подача защитного и плазменного газа:
Как правило, плазменный газ аналогичен защитному газу, который подается из того же источника. В основном инертные газы, такие как аргон, гелий и т. д., используются как в качестве инертных, так и в качестве защитных газов. Этот газ подается как на инертное, так и на внешнее сопла.
Материал-наполнитель:
В этом процессе сварки в основном не используется присадочный материал. Если используется присадочный материал, он подается непосредственно в зону сварки.
Типы:
В основном плазменную дуговую сварку можно разделить на два типа.
Плазменная дуговая сварка без переноса:
В этом процессе сварки используется постоянный ток прямой полярности. В этом процессе вольфрамовый электрод подключается к отрицательному полюсу, а сопло подключается к положительному полюсу. Дуга возникает между вольфрамовым электродом и соплом внутри горелки. Это повысит ионизацию газа внутри горелки. Горелка передает этот ионизированный газ для дальнейшего процесса. Используется для сварки тонких листов.
Дуговая плазменная сварка с переносом:
В этом процессе также используется постоянный ток прямой полярности. В этом процессе вольфрамовый электрод подключается к отрицательной клемме, а обрабатываемая деталь подключается к положительной клемме. Дуга возникает между вольфрамовым электродом и заготовкой. В этом процессе и плазма, и дуга передаются на заготовку, что увеличивает теплоемкость процесса. Используется для сварки толстых листов.
Работает:
Эта сварка работает так же, как TIG, вместо этого для нагрева основного материала используется плазма. Его работу можно резюмировать следующим образом.
- Сначала заготовки должным образом очищаются. Источник питания подает питание, которое создает дугу между вольфрамовым электродом и соплом или вольфрамовым электродом и заготовкой.
- Вольфрамовый электрод дает высокоинтенсивную дугу, которая используется для ионизации частиц газа и преобразования газов отверстия в плазму. Этот горячий ионизированный газ подается на сварочные пластины из небольшого отверстия.
- Защитные газы, такие как аргон и т. д., подаются через клапан давления и регулирующий клапан к внешнему соплу сварочной горелки. Эти газы создают экран вокруг зоны сварки, который защищает ее от атмосферных газов, таких как кислород , азот и т. д.
- Плазма попадает на сварочные пластины и сплавляет их в одно целое. Затем сварочная горелка перемещается в направлении сварки.
- Если для сварки требуется присадочный материал, он подается сварщиком вручную.
Применение:
- Эта сварка используется в морской и аэрокосмической промышленности.
- Применяется для сварки труб и труб из нержавеющей стали или титана.
- В основном используется в электронной промышленности.
- Используется для ремонта инструментов, штампов и пресс-форм.
- Используется для сварки или нанесения покрытия на турбину лезвие.
Преимущества и недостатки:
Преимущества:
- Высокая скорость сварки.
- Для сварки доступна высокая энергия. Ее можно легко использовать для сварки твердых и толстых заготовок.
- Расстояние между инструментом и заготовкой не влияет на формирование дуги.
- Низкое энергопотребление при одинаковом размере сварного шва.
- Более стабильная дуга при использовании метода PAW.
- Высокая интенсивность дуги или высокая скорость проплавления.
- Может работать при низкой силе тока.
Недостатки:
- Более высокая стоимость оборудования.
- Шумная работа.
- Больше излучения.
- Требуется высококвалифицированный персонал.
- Высокие затраты на обслуживание.
Производственный процесс
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрохимическая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
- Принцип работы SMAW, его преимущества и недостатки
- Области применения, преимущества и недостатки плазменно-дуговой сварки