


Нагревательные печи и их виды.
Нагревательные печи и их типы
Нагревательные печи используются на станах горячей прокатки для нагрева стальной заготовки (заготовок, блюмов или слябов) до температуры прокатки около 1200°С, что подходит для пластической деформации стали и, следовательно, для прокатки на стане. Процесс нагрева в нагревательной печи представляет собой непрерывный процесс, при котором стальная масса загружается на входе в печь, нагревается в печи и выгружается на выходе из печи. Передача тепла стальной заготовке (рис. 1) при ее перемещении по печи происходит в основном за счет конвекции и излучения от горелочных газов и стен печи.
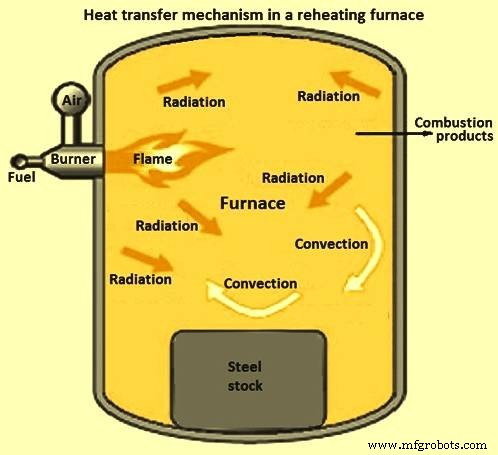
Рис. 1 Механизм теплопередачи в нагревательной печи
Температура загрузки стальной заготовки может варьироваться от температуры окружающей среды до 800°C. Целевая температура на выходе стальной заготовки определяется требованиями процесса прокатки, которые зависят от скорости прокатки, размеров заготовки и состава стали. Аспекты качества стали накладывают ограничения на температурный градиент и температуру поверхности. Топливо, используемое в этих печах, может быть твердым, жидким или газообразным. Принципиальная схема нагревательной печи толкательного типа представлена на рис. 2.
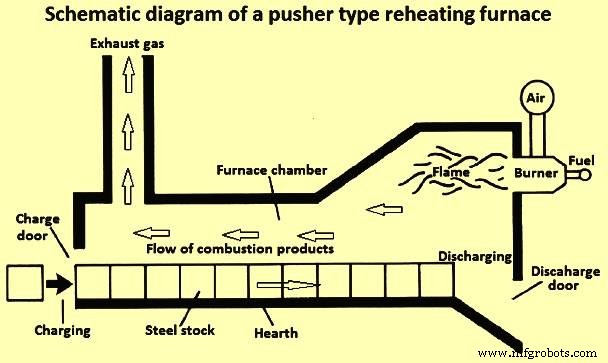
Рис. 2. Принципиальная схема нагревательной печи толкающего типа
Размер нагревательной печи обычно выражается как мощность подачи горячей стали на прокатный стан из холодной и выражается в тоннах в час. Энергоэффективность нагревательной печи обычно определяют как увеличение теплосодержания стальной массы при нагреве от 10°С до 1200°С, деленное на энергию топлива (скрытая теплота плюс явная теплота), использованную для этого. Типичный продольный разрез нагревательной печи показан на рис. 3.
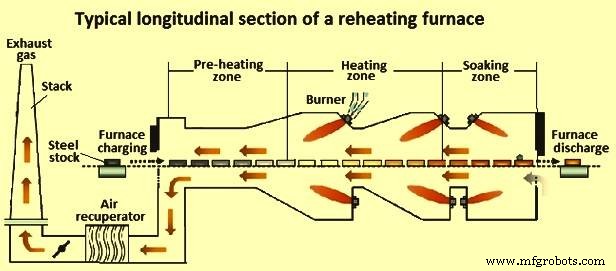
Рис. 3. Типичный продольный разрез нагревательной печи
Многие конструктивные особенности печи влияют на энергоэффективность. К ним относятся (i) тип горелок, (ii) размеры топки, (iii) количество зон топки, (iv) тип изоляции стен и крыши, (v) блочная конструкция и (vi) предварительный нагрев топлива и воздуха для горения в рекуператоров горячими дымовыми газами, выходящими из топки. Эффективная печь проектируется таким образом, чтобы за заданное время стальная масса по мощности печи нагревалась до однородной температуры с наименьшими затратами топлива и человеко-часов. Параметры, важные для конструкции печи, включают (i) количество тепла, которое должно быть сообщено шихте, (ii) выработка достаточного количества тепла, имеющегося в печи, для нагрева стальной массы, а также для компенсации всех потерь в стали, ( iii) передача генерируемого тепла на поверхность нагреваемой стальной заготовки, (iv) выравнивание температуры внутри стальной заготовки и (v) минимальные потери тепла из печи.
Практика эксплуатации также важна для энергоэффективности. Идеальной ситуацией является работа печи на номинальной мощности с одним типом стальной заготовки одинакового состава и одинаковых размеров. Но на практике этого не происходит, и факторы, влияющие на КПД печи, следующие:(i) в печи может одновременно находиться стальная масса разного размера, состава и начальной температуры, (ii) задержки прокатки могут замедляться или остановить перемещение стальной массы в печи, (iii) состав и доступность топлива могут меняться, и (iv) горелки и внутренние условия печи ухудшились.
Энергоэффективность печи обычно изображается диаграммой Санки. Типичная диаграмма Санки для нагревательной печи с холодной загрузкой показана на рис. 4.
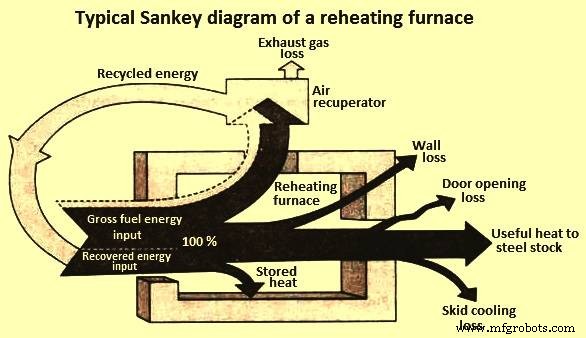
Рис. 4. Типичная диаграмма Санки нагревательной печи
Классификация нагревательных печей
Классификация нагревательных печей может быть выполнена четырьмя способами, а именно (i) на основе метода нагрева, (ii) на основе метода загрузки нагревательной печи, (iii) на основе движения стальной массы в нагревательной печи и ( iv) на основе методов рекуперации тепла.
В зависимости от способа нагрева нагревательная печь может быть пламенной или электрической. В топочной печи может использоваться твердое, жидкое или газообразное топливо.
По способу загрузки нагревательные печи можно разделить на периодические и непрерывные. В печах периодического действия загружаемый материал остается в фиксированном положении на поде до тех пор, пока он не нагреется до температуры прокатки/ковки, в то время как в печах непрерывного действия загружаемый материал перемещается через печь и нагревается до температуры прокатки по мере прохождения через печь.
В зависимости от движения стальной заготовки внутри печи, печи непрерывного действия могут быть дополнительно классифицированы как печи с толкателем, печи с вращающимся подом, печи с шагающим подом, печи с шагающим подом и печи с роликовым подом.
В зависимости от рекуперации тепла нагревательная печь может быть как регенеративного, так и рекуперативного типа. В нагревательной печи регенеративного типа используются регенеративные горелки, а в печи рекуперативного типа используются рекуператоры для рекуперации тепла от выхлопных газов.
Ниже описаны различные типы нагревательных печей.
Печь периодического действия
Это старый тип печей, которые способны нагревать все марки и размеры стали. Стальная заготовка, подлежащая нагреву в печи этого типа, загружается и вытягивается через передние двери с помощью загрузочной машины. Эти печи различаются по размеру:от очагов площадью менее квадратного метра с одной дверкой для доступа до топок глубиной около 6 метров (м) и длиной около 15 м и с 5-6 дверцами для доступа. Печи периодического действия могут работать для нагрева материалов до температуры около 1320°С более удовлетворительно, чем печи непрерывного действия. Их также можно использовать в качестве резервуара для хранения горячего материала непосредственно с первичной клети для последующей прокатки в чистовой клети.
Недостатками печей периодического действия являются (i) высокие капиталовложения на единицу продукции, (ii) низкая эффективность площади пода, (iii) большое количество человеко-часов, требуемых на тонну нагретого продукта, (iv) практически отсутствие гибкости и (v) ограничения. от длины нагреваемых деталей.
Печь толкательного типа
В печи толкательного типа холодная заготовка выдвигается вперед с помощью толкателей со стороны загрузки. Раньше эти печи предназначались для нагрева заготовок или небольших секций блюмов. Горн более ранних печей был коротким по длине и наклонен вниз в продольном направлении к разгрузочному концу, чтобы обеспечить легкое прохождение стальной массы через печь. В настоящее время толкательные печи имеют длину пода от 25 до 30 м. Эти печи оборудованы либо верхним обжигом, либо верхним и нижним обжигом. Эти печи обычно имеют три зоны, а именно (i) зону предварительного нагрева, (ii) зону нагрева и (iii) зону выдержки. Также были спроектированы и эксплуатируются многозонные печи, такие как пятизонная печь для подогрева слябов.
Загрузку холодного проката в такую печь можно производить как с торца, так и через боковую дверцу. В любом случае стальной приклад перемещается вперед, толкая последнюю заряженную деталь толкателем на загрузочном конце. При каждом прижатии заготовки из холодной стали к непрерывной линии материала нагретый кусок выгружается на разгрузочном конце либо под действием силы тяжести через торцевую дверцу на рольганге, питающем прокатный стан, либо проталкивается через боковую дверцу на валок прокатного стана. стол с помощью подходящих ручных или механических средств или выдвигается через торцевую дверь с помощью механического экстрактора.
К преимуществам печей толкательного типа относятся (i) высокая производительность на единицу капитальных вложений, (ii) высокая эффективность площади пода, (iii) более высокая удельная производительность на единицу используемой площади, (iv) низкие затраты на техническое обслуживание, (v) простота загрузки и разгрузка материала, (vi) меньшая разница температур между двумя толкаемыми кусками материала, (vii) больший контроль скорости нагрева на всех уровнях температуры, (viii) постепенное повышение температуры позволяет загружать все сорта холодных материалов, и (ix) может быть построен для большей длины нагреваемой детали, чтобы иметь более высокую производительность прокатного стана.
Недостатки печей толкательного типа включают (i) ограничение поперечного сечения стальной заготовки, поскольку контактирующая поверхность должна быть квадратной, чтобы предотвратить нагромождение стальной заготовки в печи, (ii) практически не имеет гибкости для эффективного нагрева небольшого количества или толщины заготовок. стальной лист, (iii) техническое обслуживание салазок с водяным охлаждением затруднено, (iv) салазки с водяным охлаждением приводят к образованию более холодных полос на нагретом стальном складе, (v) ограничивает толщину стального материала максимум от 300 до 350 мм при водяном охлаждении используются салазки, (vi) образование накипи на поде вызывает проблемы, а опорожнение печи в конце графика обходится дорого, (vii) нежелательно проталкивать стальную заготовку разного размера через печь.
Печь с вращающимся подом
Печь с вращающимся подом используется для нагрева круглых заготовок на трубопрокатных заводах и для нагрева коротких блюмов или заготовок в кузнечных цехах. Печь с вращающимся подом состоит из печи и вспомогательного оборудования для загрузки и выгрузки. Печь имеет стационарную крышу печи, поддерживаемую неподвижной стенкой печи, и вращающийся круглый под, как показано на рис. 5. В печи поддерживается избыточное давление, чтобы предотвратить попадание внешнего холодного воздуха в печь. Печь имеет внутренний и внешний гидрозатвор для поддержания давления в топке.
Горелки монтируются на наружных и внутренних стенах или своде топки. Наружная стена печи имеет загрузочно-разгрузочные топочные дверки, а загрузку и разгрузку производят с помощью загрузочно-разгрузочных машин. Зарядка и разрядка происходят одновременно. Когда круглую заготовку помещают в печь, дно поворачивается на определенный угол. Круглые заготовки следуют внутри печи по радиальному пути и располагаются либо в один ряд, либо в несколько рядов. Вращающийся под печи разделен на зоны предварительного нагрева, нагрева и выдержки. Горелки в зоне предварительного нагрева отсутствуют. На боковой стенке у дверцы загрузочной печи устроен дымоход. Высокотемпературные отходящие газы проходят в противоположном направлении через вращающийся очаг, входят в дымоход и дымовую трубу за пределами печи и выходят в атмосферу. В процессе протекания высокотемпературных отходящих газов заготовки в зоне предварительного нагрева в основном нагреваются за счет конвекции. Длина зоны предварительного нагрева составляет примерно одну четвертую периферийной длины вращающейся печи. Длина зоны выдержки составляет около трех двадцатых периферийной длины печи с вращающимся подом. Кроме того, между дверями загрузочной и разгрузочной печи отсутствуют круглая заготовка и горелка. Посередине ставится перегородка. Расстояние между дверцами загрузочной и разгрузочной печи составляет около одной десятой периферийной длины вращающейся печи.
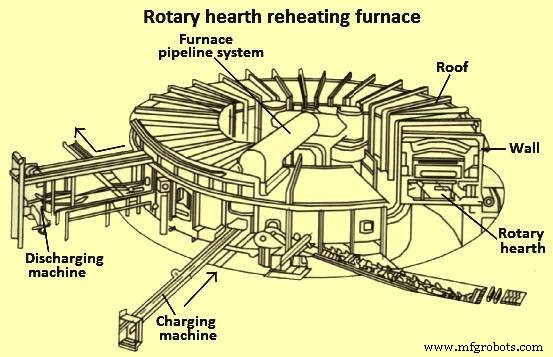 Рис. 5. Нагревательная печь с вращающимся подом
Рис. 5. Нагревательная печь с вращающимся подом
Стальная заготовка в печи с вращающимся подом подается либо по горизонтальному, либо с умеренным наклоном пода. Таким образом, она не имеет недостатка чрезмерно наклонного пода непрерывной толкательной печи. Эта печь имеет лучшие средства контроля скорости нагрева на всех уровнях температуры по сравнению с печью периодического действия. Недостаток этой печи включает (i) высокие капитальные затраты на единицу продукции, (ii) большое соотношение площади на единицу, (iii) низкую эффективность площади пода и (iv) стеновые огнеупоры и уплотнения на уровне пода требуют высокого уровня обслуживания. .
Печи с шагающими балками
Первоначально печи с шагающими балками были спроектированы с шагающими балками из легированной стали, которые подвергались непосредственному воздействию тепла печи и также подвергались тепловой коррозии. Следовательно, эти печи работали при максимальных температурах 1065°С. Эти печи не подходили для нагрева сталей, где температура повторного нагрева достигает 1320°С.
В настоящее время шагающая балка изготавливается из стальных элементов с водяным охлаждением, футерованных огнеупорами, так что только огнеупоры подвергаются воздействию тепла печи. В качестве альтернативы балки и опоры изготовлены из секций труб с водяным охлаждением с кнопками на верхних поверхностях, чтобы предотвратить прямой контакт горячего материала с трубами с водяным охлаждением. Печи с шагающими балками теперь используются для повторного нагрева заготовок, блюмов и слябов.
Печи с шагающими балками имеют два комплекта балок. Стальной приклад опирается на стационарные или неподвижные балки. Для продвижения вперед заготовка поднимается подвижными балками, которые перемещаются вперед на заданное расстояние и помещают заготовку на следующую ступеньку пода. После размещения заготовки на следующей ступеньке пода подвижные балки возвращаются в исходное положение. Это показано на рис. 6.
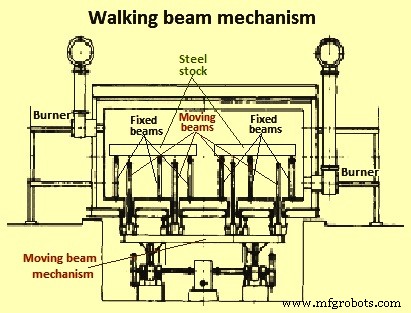
Рис. 6. Механизм шагающей балки
Печи с шагающими балками обычно проектируются с торцевой или боковой загрузкой и разгрузкой. Балки могут приводиться в действие либо гидравлически, либо механически. Используется поперечное сжигание с боковыми настенными горелками над и под нагреваемым материалом. В некоторых печах материал нагревается сводовыми горелками лучистого типа или горелками, расположенными в своде и под материалом.
Преимущества печей с шагающими балками:(i) нагреваемый материал можно отделить друг от друга во избежание слипания, (ii) скопления в печи и время пребывания в печи сокращаются, (iii) возможно опорожнение печи с любой стороны за счет включения балочных механизмов, (iv) отсутствуют следы от салазок, так как нет линейного контакта с полозьями с водяным охлаждением, (v) износ горна и повреждение материала практически отсутствуют, так как отсутствует трение между материалом и подом, (vi) лучшее использование пода может быть достигнуто при загрузке смешанных размеров за счет выбора надлежащего количества шагающих балок, и (vii) имеется потенциал для увеличения общей длины печи для улучшения использования топочные газы и снизить расход топлива.
Недостатками печей с шагающими балками являются (i) сложность системы, (ii) высокие капитальные затраты, (iii) необходимость в обслуживании уплотнений пода и огнеупоров пода и (iv) проблемы, вызванные окалиной, которая отпадает во время нагревания материала. .
Печи с шагающим подом
Она аналогична печи с шагающими балками в отношении прохождения стальной заготовки через нагревательную камеру. Разница заключается в способе транспортировки в этих двух печах. В печи с шагающим подом стальная заготовка опирается на неподвижные огнеупорные простенки. Эти опоры проходят через отверстия в поде, и их вершины находятся над поверхностью пода в то время, когда материал неподвижен в печи. Таким образом, топочные газы могут циркулировать между большей частью нижней поверхности изделия и очагом.
Для перемещения материала к разгрузочному концу печи горн поднимают вертикально, чтобы сначала коснуться материала, а затем поднимают еще на небольшое расстояние над опорами. Затем горн перемещается вперед на заданное расстояние, останавливается, опускает материал в новое положение на опорах, продолжает опускаться в самое нижнее положение, а затем перемещается назад в исходное положение к загрузочному концу печи в ожидании следующего Инсульт. Преимущества и недостатки печи с шагающим подом такие же, как у печи с шагающим подом. Механизм нагревательной печи с шагающим подом показан на рис. 7.
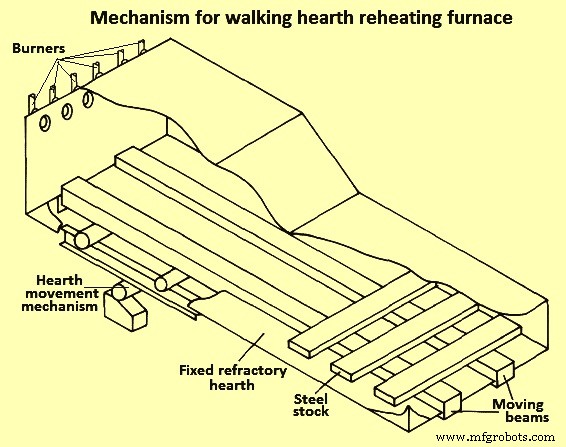
Рис. 7. Механизм нагревательной печи с шагающим подом
Нагревательная печь с роликовым подом
Печи с роликовым подом выгодно используются при нагреве очень длинных заготовок, блюмов или слябов в ситуации, когда нагрев в толкательных печах или печах с шагающими балками нецелесообразен. В печи с роликовым подом под состоит из набора приводных роликов с водяным охлаждением, по которым движется стальная заготовка. Поперечное сечение печи с роликовым подом показано на рис. 8.
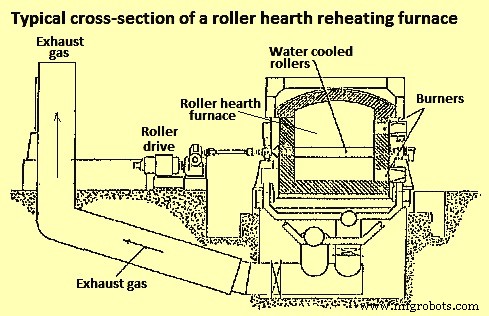
Рис. 8. Типичное поперечное сечение печи с роликовым подом
Преимущества нагревательных печей с роликовым подом заключаются в том, что (i) они могут работать с очень длинными заготовками, (ii) управление зонами в этой печи проще при использовании поперечного обжига, (iii) материал практически не подвергается механическим повреждениям, (iv) отсутствуют следы заноса, и (iv) печь с роликовым подом саморазгружается.
К недостаткам печи с роликовым подом относятся (i) высокие первоначальные затраты на единицу производительности, (ii) отсутствие надлежащей изоляции роликов приводит к увеличению потерь тепла из-за водяного охлаждения роликов и (iii) роликовый под печи уже и длиннее толкательных печей или печей с шагающими балками той же производительности.
Общие вопросы, связанные с нагревательными печами
Существуют некоторые общие вопросы, связанные с нагревательными печами непрерывного действия. Печи с однозонным обжигом связаны с более высокими потерями накипи. Печи с однозонным пламенем также имеют более высокую склонность к обезуглероживанию высокоуглеродистой стали, чем печи с верхним и нижним пламенем, поскольку сталь подвергается воздействию печных газов с комбинациями водорода и водяного пара в течение более длительного времени. Масштабирование стали иногда практикуется преднамеренно для удаления обезуглероженного поверхностного слоя. Печи с верхним нагревом имеют более длинный под для равной производительности по сравнению с печами с верхним и нижним нагревом. Печи с боковой разгрузкой имеют меньшую инфильтрацию воздуха на горячем конце, чем печи с торцевой разгрузкой. Выпуск через торцевую дверь обычного самотечного типа нагнетает холодный воздух в печь за счет эффекта дымохода на разгрузочном конце печи. Однако торцевая разгрузка механически проще для удаления нагретого материала. Ровный очаг устраняет дымоходный эффект очагов, наклоненных вверх к загрузочному концу. Этот эффект дымохода втягивает холодный воздух в топку на горячем конце и, следовательно, вызывает более высокий расход топлива и потери накипи.
Производственный процесс
- Различные типы литья под давлением и их применение
- Разновидности токарных станков и их классификация
- Типы строгальных станков и их спецификация
- Различные типы формовочных машин и их классификация
- Типы шлифовальных машин и их работа
- Типы слоттеров и их характеристики
- Различные виды металлов и их классификация
- Различные виды энергии и их примеры
- Различные типы ключей и их функции
- Различные виды перфораторов и их функции