


Фрисби
<час />
Фон
С момента их появления 40 лет назад было продано около 300 миллионов летающих тарелок, как для организованных занятий спортом, так и для развлекательных игр. По данным Mattel, 90% американцев когда-то играли в эту летающую игрушку, что означает, что каждый год этим спортом наслаждаются 15 миллионов человек. Теперь старые версии этой игрушки стали предметами коллекционирования на сотни и более долларов.
Истоки фрисби на самом деле восходят к пекарне под названием Frisbie Pie Company в Нью-Хейвене, штат Коннектикут, основанной Уильямом Расселом Фрисби после гражданской войны. Пекарня работала до 1958 года, и в течение этого периода, когда компания бросала формы для пирогов сначала водителями компании, а затем студентами колледжа Лиги плюща (некоторые говорят, что это были жестяные крышки для печенья), фрисби стал широко известным термином. описывая игру летающих дисков на Северо-востоке.
Через несколько лет после Второй мировой войны Уолтер Фредерик Моррисон - сын изобретателя автомобильных фар с запечатанным светом - и его партнер Уоррен Франсиони исследовали превращение формы для пирогов в коммерческий продукт. Сначала они сварили стальное кольцо внутри обода, чтобы улучшить стабильность пластины, но безуспешно. Затем они перешли на пластик, и на свет появилась фрисби, которую мы знаем сегодня.
Первоначальная конструкция, которая включала в себя шесть изогнутых спойлеров или лопастей наверху, была значительно улучшена в 1951 году и, таким образом, стала Pluto Platter, первым серийно выпускаемым летающим диском. Эта конструкция с наклоном на внешней трети диска и по сей день остается частью базовой конструкции. У Моррисона Плутон Блюдо был первый настоящий купол (кабина у крачек Моррисона) и он напоминал концепт летающих тарелок (НЛО), изображенных в тот период, вместе с иллюминаторами. В 1954 году Дартмутский университет провел первый турнир по фрисби, в котором участвовала игра под названием Guts.
Основатели Wham-O, калифорнийской компании по производству игрушек, заинтересовались этим летающим диском в 1955 году и примерно через год после приобретения прав у Моррисона начали производство. Название было изменено на фрисби после того, как компания узнала об игре в жестяные пироги на восточном побережье под названием Frisbie-ing. (Wham-O впервые представила на рынке тарелку Pluto Platter в январе 1957 года, но не добавляла слово «фрисби» до июля 1957 года). В 1959 году была произведена первая профессиональная модель фрисби.
Лишь в начале 1960-х годов фрисби стало модным явлением, и вскоре были созданы организации для продвижения спортивных мероприятий, в том числе Международная ассоциация фрисби и Олимпийская федерация фрисби. Первая игра в Ultimate Frisbee, похожую на футбол как дистанцию, так и точность, была сыграна в 1968 году в средней школе Нью-Джерси. Сейчас в нее играют почти 600 колледжей в 32 странах. В 1969 году армия США даже инвестировала 400000 долларов, чтобы посмотреть, будут ли ракеты, размещенные на летающих тарелках, оставаться в воздухе, но безуспешно.
В течение 1970-х годов было сформировано несколько организаций для продвижения конкретных мероприятий, включая диск-гольф, фристайл и Guts. Ассоциация профессионального диск-гольфа (PDGA) в настоящее время насчитывает более 14 000 членов из 20 стран, играющих на более чем 700 полях для игры в гольф. Сегодня в Ultimate Frisbee соревнуются 40 000 спортсменов из 35 стран. Формирование таких ассоциаций привело к чемпионату мира, проводившемуся в 1980-х годах.
Сегодня ежегодно по всему миру проводятся соревнования по девяти различным видам спорта (включая диск-гольф и фристайл) под эгидой Всемирной федерации летающих дисков (WFDF). Основанная в 1984 году, WFDF имеет членские ассоциации из 22 стран и временных членов еще в 28 странах. Во время операции «Щит пустыни» в 1991 году фрисби использовалась для поднятия боевого духа 20000 солдат США, несущих службу в Саудовской Аравии.
Дизайн
Производители летающих тарелок используют программное обеспечение для автоматизированного проектирования для создания модели. Затем создается прототип для проверки конструкции. Иногда для проверки летных характеристик используются аэродинамическая труба и другие сложные методы, в зависимости от типа фрисби. Производственные допуски в пределах нескольких тысячных дюйма теперь включены в конструкцию.
Дизайнеры всегда ищут новые способы управления физическими свойствами, определяющими летные характеристики, путем изменения конструкции или формы, чтобы улучшить подъемную силу, сопротивление, вращение, угловой момент, крутящий момент и другие силы, влияющие на полет объекта. Например, добавление к диску небольшой кромки и вогнутой кромки значительно увеличивает его устойчивость в полете.
Основное препятствие, которое необходимо преодолеть разработчикам дисков, - это нестабильность, вызванная гироскопической прецессией, тенденция вращающихся объектов катиться вправо или влево в полете, в зависимости от направления их вращения и места их аэродинамической подъемной силы. Чем ближе центр тяжести диска к центру подъемной силы, тем стабильнее и прямее полет.
Когда вращающийся диск летит, его центр подъема находится рядом с передней или передней кромкой диска и имеет тенденцию наклонять диск вверх. Из-за вращения большая часть подъемной силы в точке около края диска проявляется примерно через четверть оборота. Такая гироскопическая прецессия толкает диск вверх вбок, вызывая крен вбок. Вот почему фрисби, которые обычно бросают наотмашь, чтобы вращаться по часовой стрелке, если смотреть сверху, имеют тенденцию катиться влево с точки зрения метателя в полете.
Когда фрисби находится в воздухе, подъемная сила и угловой момент действуют на нее, придавая ей балетное исполнение. Подъемная сила создается за счет фигурных поверхностей фрисби при прохождении через воздух. При сохранении положительного угла атаки воздух, движущийся над фрисби, течет быстрее, чем воздух, движущийся под ней.
В соответствии с принципом Бемулли давление воздуха над фрисби ниже, чем под ней. Разница в давлении заставляет фрисби подниматься или подниматься. Это тот же принцип, который позволяет самолетам взлетать, летать и приземляться. Еще один важный фактор, влияющий на подъемную силу фрисби, - это Третий закон Ньютона. В нем говорится, что на каждое действие есть равная и противоположная реакция. Фрисби заставляет воздух опускаться (действие), а воздух толкает фрисби вверх (реакция). Воздух отклоняется вниз за счет наклона фрисби или угла атаки.
Вращение фрисби при броске или придание ему углового момента придает ему устойчивость. Угловой момент - это свойство любой вращающейся массы. Бросок фрисби без вращения позволяет ему упасть на землю. Импульс вращения также придает ему ориентационную стабильность, позволяя летающей тарелке получать устойчивый подъем от воздуха, когда она проходит через него. Чем быстрее вращается фрисби, тем выше его устойчивость.
Сырье
Фрисби изготавливают из термопластичного материала, называемого полиэтиленом, с начала 1950-х годов. Полиэтилен - это полимер с наибольшим объемом потребления в мире. Этот материал является производным этилена, бесцветного горючего газа. Этот газ подвергается воздействию повышенных температур и давлений в присутствии катализатора, который превращает газ в полимер. Другие ингредиенты, которые могут быть добавлены, включают красители, смазочные материалы и химические вещества для улучшения стабильности размеров и сопротивления растрескиванию.
Производственный
процесс
Для изготовления фрисби используется высокоскоростной процесс, называемый литьем под давлением, который основан на впрыске жидкого пластического материала в закрытую форму, обычно многогнездную. Попав в форму, пластик охлаждается до формы, отражающей 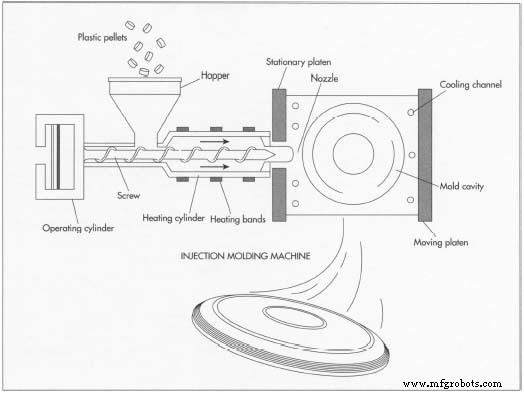 Фрисби производятся с помощью высокоскоростного процесса, называемого литьем под давлением, который основан на впрыске жидкого пластика. материал в закрытую форму, обычно многогнездную. Попав в форму, пластик охлаждается до формы, отражающей полость. полость. Поскольку с помощью этого процесса можно изготавливать изделия сложной формы, требуется лишь небольшая обрезка после извлечения из формы. Благодаря этим преимуществам этот процесс используется для производства широкого спектра товаров, от различных игрушек до автомобильных бамперов.
Фрисби производятся с помощью высокоскоростного процесса, называемого литьем под давлением, который основан на впрыске жидкого пластика. материал в закрытую форму, обычно многогнездную. Попав в форму, пластик охлаждается до формы, отражающей полость. полость. Поскольку с помощью этого процесса можно изготавливать изделия сложной формы, требуется лишь небольшая обрезка после извлечения из формы. Благодаря этим преимуществам этот процесс используется для производства широкого спектра товаров, от различных игрушек до автомобильных бамперов.
Обычно используется формовочная машина, оснащенная бункером, нагретым цилиндром экструдера, поршневым шнеком, соплом и зажимом формы. Эта машина нагревает пластик до тех пор, пока он не станет легко течь под давлением, сжимает этот расплав для впрыскивания его в закрытую форму, удерживает форму закрытой как во время впрыска, так и во время затвердевания материала, и открывает форму для удаления твердой части. .
Подготовка сырья
- 1 Для преобразования формы смолы, а также введения каких-либо добавок, используется отдельная операция компаундирования в форму, пригодную для литья под давлением. Для термопластов это обычно означает формование материала в виде сухих, сыпучих гранул путем сочетания стадий экструзии и сушки, которые обычно имеют место у производителя пластика. После завершения стадии компаундирования материал проверяется на содержание влаги и средний молекулярный вес.
- 2 Пластиковые гранулы затем отправляются производителю фрисби в мешках по 50–100 фунтов (22,7–45,4 кг) или в ящиках по 500–1000 фунтов (227–454 кг). Пластиковые гранулы помещаются в большой барабан, в который добавляются пигменты и добавки для увеличения веса. Связующий агент, такой как масло, используется для прикрепления пигмента к гранулам. Барабан вибрирует, чтобы смешать материалы.
Подача материала
- 3 Нерасплавленные гранулы помещаются в бункер, через который материал загружается в бочку. Бункер может быть оборудован системой сушки для удаления лишней влаги и магнитом для удаления любых примесей железа. Иногда на этом этапе выполняется вся или часть операций сложения.
Транспортировка и плавка
- 4 На этом этапе формовочная масса перемещается из секции подачи в нагретый цилиндр экструдера, в котором находится возвратно-поступательный шнек. Здесь материал постепенно плавится по мере его продвижения по стволу вперед. Конические винты обеспечивают перекачивание, сжатие, декомпрессию и перемешивание, в результате чего возникает градиент давления, который дегазирует материал с помощью вентиляционных отверстий в шнеке. Для термопластичных материалов требуются более длинные винты со степенью сжатия (открытый объем в зоне подачи, деленный на объем на конце шнека) в диапазоне от двух до трех или более. Подходящая степень сжатия шнека для литья под давлением будет немного больше, чем объемная плотность формовочной смеси в состоянии поставки, деленная на плотность расплава.
- 5 В конце процесса транспортировки определенное объемное количество компаунда накапливается где-то перед шнеком по мере того, как шнек выскальзывает из цилиндра. Это называется выстрелом, он выталкивается вперед, когда ход винта меняется на противоположное. Чтобы формовочная смесь не стекала обратно по шнеку во время впрыска, на кончике шнека размещен механический клапан.
Инъекция
- 6 Когда материала достаточно для заполнения формы, вращение шнека прекращается, и машина готова к литью. Расплавленный пластик впрыскивается в форму через сопло под высоким давлением (обычно 10 000–30 000 фунтов на квадратный дюйм) с использованием системы направляющих, ведущих к воротам формы. Обычно для подачи материала в форму используется более одного затвора, при этом каждый затвор питается каналом или бегунком. Для правильного впрыска воздух внутри формы также должен иметь соответствующую вентиляцию.
Охлаждение и снятие
- 7 Чтобы ускорить процесс затвердевания, в пресс-форму встроен метод охлаждения. Обычно это включает просверливание отверстий в форме, через которые может циркулировать охлаждающая жидкость, например вода. После затвердевания зажим формы, который удерживает половинки формы закрытыми против давления впрыска расплава, открывает форму, позволяя выдвижным рычагам снимать детали. На этом этапе винт начинает вращаться и плавит новый материал для следующего выстрела.
Украшение
- 8 После того, как фрисби извлечен из формы, на него наносится оттиск или украшение с названием фрисби, производителем и другой информацией или рисунками. Используются три метода, наиболее распространенный из которых - горячее тиснение. Другие методы включают нанесение чернил с помощью трафаретной печати или печатной машины. В печатной машине для каждого цвета используются разные чернильные подушечки.
Упаковка
- 9 После декорирования фрисби готовы к упаковке. Один из методов заключается в помещении каждой фрисби в пластиковый пакет, к которому автоматически скрепляется картонный заголовок. Другой метод помещает фрисби на картонную основу, которую затем оборачивают в термоусадочную пленку. Иногда фрисби упаковывают в коробки.
Контроль качества
Вес является одним из наиболее важных свойств и автоматически регулируется в процессе литья под давлением винтом на машине, который проталкивает необходимое количество материала в форму. Еще одно важное свойство фрисби для гольфа - гибкость, которая проверяется путем приложения груза к краю диска и измерения степени его изгиба. PDGA необходимо проверить только один образец нового диска для гольфа на предмет гибкости.
Побочные продукты / отходы
Обычно в процессе производства образуется мало отходов. Иногда после того, как фрисби извлекается из формы, по краю появляется излишек материала, называемый вспышкой. Его обрезают, отправляют на шлифовальную машину, а затем смешивают с первичным материалом. Другие фрисби могут быть отклонены, если они не соответствующего веса или имеют дефекты декорирования. После удаления украшения путем резки или использования растворителя, в зависимости от метода нанесения, отходы также перерабатываются аналогичным образом.
Будущее
Ожидается, что фрисби будет доминировать в двадцать первом веке как один из великих видов спорта и развлечений. Фрисби-спорт должен продолжать расти, равно как и группы коллекционеров, заинтересованных в сохранении его истории. Хотя на рынке появились и другие летающие игрушки, такие как бумеранги, цилиндры и кольца, летающий диск будет по-прежнему доставлять людям во всем мире больше развлечений, чем, вероятно, что-либо еще из когда-либо изобретенных.
Диск-гольф особенно переживает рекордный рост. За последние три года количество курсов только в США увеличивалось на 10%. Такой рост должен продолжаться, поскольку многие районы страны еще не знают о диск-гольфе и преимуществах, которые он предлагает.
Кроме того, фрисби однажды может стать олимпийским видом спорта. Чтобы спорт имел право на участие в Олимпийских играх, в него необходимо играть в течение двух лет как минимум в 50 странах. В Ultimate Frisbee уже играют в 35 странах, и его популярность растет вместе с другими видами фрисби.
Производственный процесс
- Создайте свой первый IOT с помощью Raspberry Pi, датчика DHT11 и Thingspeak.
- Улучшение:что идет первым?
- Сначала улучшите базовую рабочую систему
- Контроль качества - первый шаг к надежности двигателя
- Представляем первый в мире смартфон из углеродного волокна
- Evonik завершает первый завод нового комплекса нейлона 12
- Первые выводимые на рынок наушники из экологически чистых материалов
- Sepro представляет своего первого робота «Сделано в Америке»
- Заказы роботов резко выросли в первом квартале
- Первые трехмерные изображения микроскопических трещин в сплавах