


9 Урок 4. Токарная обработка
ЦЕЛЬ
После завершения этого раздела вы сможете:
• Опишите черновую и чистовую токарную обработку.
• Опишите поворотное плечо.
• Опишите разрез облицовки.
• Объясните, как настроить центровочное/центровое сверление.
• Объясните, как настроить расточку.
• Объясните, как настроить накатку.
• Правильно настроить заготовку для отрезки/нарезания канавок.
• Определите расчет конусности.
• Правильно установите заготовку в 4-х кулачковый патрон.
Заготовку обычно обрабатывают на токарном станке по двум причинам:чтобы обрезать ее по размеру и получить точный диаметр. Работа, которая должна быть нарезана по размеру и иметь одинаковый диаметр по всей длине заготовки, предполагает операцию параллельного точения. Многие факторы определяют количество материалов, которые можно удалить на токарном станке. Диаметр необходимо обрезать в два прохода:черновой проход и чистовой проход.
Чтобы получить одинаковый диаметр на каждом конце заготовки, центры токарного станка должны быть на одной линии.
Чтобы установить точную глубину резания
Процедура:
1. Установите составной упор на 30 градусов.
2. Присоедините инструмент для черновой или чистовой обработки. Используйте правый токарный инструмент при подаче седла в направлении передней бабки.
3. Переместите стойку инструмента к левой стороне составного упора и установите насадку инструмента в правый центр высоты.
4. Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
5. Запустите токарный станок и сделайте небольшой надрез длиной около 0,005 дюйма и 0,250 дюйма на правом конце заготовки.
6. Остановите токарный станок, но не двигайте рукоятку винта поперечной подачи.
7. Переместите режущий инструмент к концу заготовки (в правую сторону), повернув маховик каретки.
8. Измерьте работу и рассчитайте количество материала, которое необходимо удалить.
9. Поверните градуированное кольцо на половину количества удаляемого материала. Например, если необходимо удалить 0,060 дюйма, градуированное кольцо следует повернуть на 0,030 дюйма, поскольку разрез выполняется по окружности заготовки.
10. Помните , на каждую тысячную глубину резания диаметр заготовки уменьшается на две тысячные.
Грубый поворот
Операция черновой токарной обработки используется для удаления как можно большего количества металла в кратчайшие сроки. Точность и чистота поверхности не важны в этой операции. Поэтому рекомендуется максимальная глубина 0,030 дюйма и подача от 0,020 до 0,030 дюйма. Заготовка, как правило, подвергается черновой обработке с точностью до 0,030 дюйма от конечного размера за несколько проходов, насколько это возможно.
Процедура:
1. Установите токарный станок на правильную скорость и скорость подачи для типа и размера обрабатываемого материала.
2. Отрегулируйте быстросменный редуктор на подачу от 0,010 до 0,030 дюйма в зависимости от глубины резания и состояния станка.
3. Например:0,010
4. Переместите держатель инструмента к левой стороне составного упора и установите насадку инструмента на правую высоту по центру.
5. Надежно затяните стойку инструмента, чтобы предотвратить перемещение резцедержателя во время операции обработки.
6. Сделайте небольшой пробный пропил на правом конце заготовки длиной около 0,250 дюйма.
7. Измерьте заготовку и отрегулируйте резец на нужную глубину резания.
8. Отрежьте около 0,250 дюйма, остановите токарный станок и проверьте размер диаметра. Диаметр должен быть около 0,030 дюйма по краю.
9. При необходимости отрегулируйте глубину резания.
Завершить поворот
Чистовая токарная обработка на токарном станке, которая следует за черновой обточкой, производит гладкую поверхность и обрезает заготовку до точного размера. Такие факторы, как состояние режущего инструмента, жесткость станка и заготовки, а также скорость и подача токарного станка, могут повлиять на тип получаемой поверхности.
Процедура:
1. Проверьте, нет ли на режущей кромке режущей кромки зазубрин, прожогов и т. д. Перед чистовым пропилом рекомендуется установить режущую кромку в исходное положение.
2. Установите токарный станок на рекомендуемую скорость и скорость подачи. Используемая скорость подачи зависит от требуемой чистоты поверхности.
3. Сделайте небольшой пробный пропил длиной около 0,250 дюйма в правом конце изделия, чтобы получить точный диаметр, установите насадку режущего инструмента на нужный диаметр и установите градуированное кольцо на нужный диаметр.
4. Остановите токарный станок, измерьте диаметр.
5. Установите глубину резания на половину количества удаляемого материала.
6. Отрежьте 0,250 дюйма, остановите токарный станок и проверьте диаметр.
7. При необходимости отрегулируйте глубину резания и доведите до конца диаметр. Чтобы получить максимально точный диаметр, доведите заготовку до требуемого размера. Если необходимо завершить диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.
Повернуться к плечу
При точении более одного диаметра на заготовке. Изменение диаметра или шага называется уступом.
Три распространенных типа плеча:
1. Квадрат
2. Скругленный угол
3. Угловой или конусный
Процедура:
1. С заготовкой, установленной на токарном станке, разметьте положение плеча от готового конца заготовки. В случае со скругленными плечами вся длина должна быть достаточной, чтобы на готовом плече можно было сформировать надлежащий радиус.
2. Поместите острие инструмента на эту отметку и вырежьте небольшую канавку по окружности, чтобы отметить длину.
3. С помощью токарной насадки черновой и чистовой обработайте заготовку примерно на 0,063 дюйма необходимой длины.
4. Установите торцевой инструмент. Наметьте мелом небольшой диаметр заготовки и поднимите режущий инструмент до тех пор, пока он не удалит отметку мелом.
5. Обратите внимание на градуировку рукоятки поперечной подачи.
6. Выровняйте плечо, отрезая по линии с помощью ручной подачи.
7. Для последовательных разрезов верните рукоятку поперечной подачи в то же положение градуированного кольца.
Если требуется скругленный угол, для обработки уступа используется насадка с таким же радиусом. Угловые или скошенные кромки можно получить, установив режущую кромку насадки на нужный угол фаски и подав ее к уступу, или установив составной упор на нужный угол.
Лицом к лицу
Заготовки, подлежащие механической обработке, обычно обрезаются немного длиннее, чем требуется, и обтачиваются до нужной длины. Торцовка — это операция обработки торцов квадрата заготовки с ее осью. Чтобы получить плоскую квадратную поверхность при торцевании, может подойти токарный станок.
Цель облицовки:
• Чтобы обеспечить истинную плоскую поверхность, перпендикулярную оси заготовок.
• Обеспечить точную поверхность для проведения измерений.
• Отрезать заготовки до необходимой длины.

Рисунок 1. Операция лицом к лицу
Процедура:
1. Переместите стойку инструмента к левой стороне составного упора и установите правую фрезу на правую высоту от центральной точки токарного станка. Составной упор можно установить под углом 30 градусов для точной торцевой обработки.
2. Установите заготовку в патрон лицевой стороной. Используйте центр линии в хвостовой части или прямую линейку, если это необходимо для истинности.
3. Вставьте инструмент для облицовки.
4. Расположите инструмент немного в стороне от детали.
5. Установите насадку торцевого инструмента влево под углом 15-20 градусов. Острие режущей кромки должно быть ближе всего к заготовке, а сбоку должно быть свободное пространство.
6. Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
7. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
8. Запустите токарный станок и поднесите резец как можно ближе к центру станка.
9. Переместите каретку влево с помощью маховика, пока не начнется мелкий рез.
10. Подайте насадку режущего инструмента внутрь к центру, повернув рукоятку поперечной подачи. Если для подачи режущего инструмента используется поперечная подача с механической подачей, каретка должна быть зафиксирована в этом положении.
11. Повторяйте процедуры 6,7 и 8, пока заготовка не будет отрезана до нужной длины. 12. На заготовке после торцевания останется острый край, который следует сломать напильником.
Чтобы определить заготовку
Сверло Spotting Tool используется для проделывания неглубокого V-образного отверстия в центре заготовки. Предоставляет руководство для выполнения упражнения. Отверстие можно быстро и достаточно точно обнаружить с помощью центрирующего сверла. Для максимальной точности следует использовать насадку для определения местоположения.

Рисунок 2. Инструмент Center/Spot
Процедура:
1. Правильно установите заготовку в патрон.
2. Установите сверлильный патрон в заднюю бабку.
3. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
4. Переместите и зафиксируйте заднюю бабку в нужном положении.
5. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
6. Установите на токарном станке скорость, подходящую для типа материала, который будет точечным или центрирующим.
7. Просверлите отверстие центровым сверлом. 8. Отметьте отверстие с помощью зенковки или центрирующего сверла.
Сверление
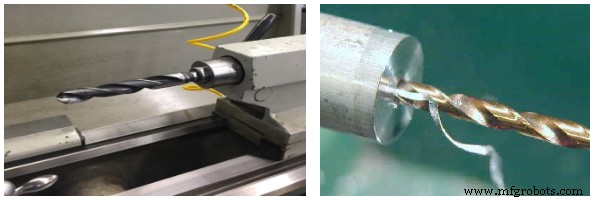
Рис. 3. Детализация
Процедура:
1. Установите сверлильный патрон в заднюю бабку.
2. Правильно установите заготовку в патрон.
3. Проверьте центр инструмента и убедитесь, что он находится на одной линии.
4. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
5. Переместите и зафиксируйте заднюю бабку в нужном положении.
6. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
7. Начните отверстие с помощью установочного или центрирующего сверла.
8. При использовании центрирующего сверла всегда используйте вместе с ним смазочно-охлаждающую жидкость.
9. Центровочное сверло режется не так легко, как сверло, поскольку оно имеет неглубокие канавки для дополнительной жесткости.
10. Просверлите весь конус, чтобы создать воронку для направления сверла.
11. Установите сверло в шпиндель задней бабки, в сверлильный патрон или в держатель сверла.
12. Установите токарный станок на скорость, соответствующую типу материала, который нужно просверлить.
13. Запустите токарный станок и просверлите требуемую глубину согласно чертежу чертежа, применяя смазочно-охлаждающую жидкость.
14. Чтобы измерить глубину отверстия, используйте градуировку на оси задней бабки или стальную линейку для измерения глубины.
15. С помощью сверла с просверленным отверстием удалите стружку и измерьте глубину отверстия.
16. При сверлении снимайте материал не более чем на один или два диаметра сверла, прежде чем отступать, очищать от стружки и повторно наносить смазочно-охлаждающую жидкость.
17. Если сверло скрипит о приклад, нанесите больше смазочно-охлаждающей жидкости.
18. Чтобы снять сверлильный патрон с задней бабки, потяните его назад примерно на четверть оборота больше, чем он может легко выдвинуться.
19. С помощью булавки выдавите патрон из цангового зажима.
Скучно
Растачивание — это операция по увеличению и точной чистовой обработке отверстий. Обработка отверстия путем удаления материала с внутренних поверхностей однолезвийной фрезой. Отверстия особого диаметра, для которых нет сверл, могут быть выполнены расточкой.
Растачивание использует одноточечный режущий инструмент для увеличения отверстия. Эта операция обеспечивает более точное и концентрическое отверстие, в отличие от сверления.
Поскольку фреза выходит из станка из расточной оправки, инструмент не так хорошо поддерживается, что может привести к вибрации. Чем глубже скучная операция, тем хуже болтовня. Чтобы исправить это:
1. Уменьшите скорость вращения шпинделя.
2. Увеличьте подачу.
3. Нанесите больше смазочно-охлаждающей жидкости.
4. Уменьшите выступ расточной оправки.
5. Отшлифуйте меньший радиус на кончике инструмента.
Процедура:
1. Установите заготовку в патрон.
2. Расположите, отметьте и просверлите отверстие в заготовке.
3. Проверьте, достаточно ли зазора у расточной оправки.
- Если отверстие слишком маленькое для расточной оправки, стружка застрянет во время обработки и сместит оправку от центра.
4. Убедитесь, что острие сверлильного инструмента является единственной частью фрезы, которая соприкасается с внутренней поверхностью заготовки.
5. Если угол не обеспечивает достаточную торцевую зачистку, замените фрезу на другую с более острым углом.
6. Расположите оправку так, чтобы острие фрезы совпадало с центральной линией заготовки.
7. Инструмент, расположенный не на одной линии с центром заготовки, будет волочиться по поверхности заготовки, даже если имеется достаточный задний задний угол.
8. Выберите расточной оправку как можно большего размера и выдвигайте ее за пределы держателя ровно настолько, чтобы просверлить отверстие на всю глубину.
9. Установите держатель и расточной инструмент с резцом на левой стороне резцедержателя и вращайте заготовку.
10. Установите сверло бурового инструмента в центр.
- Примечание. В зависимости от жесткости установки сверло бурильного инструмента будет иметь тенденцию пружинить вниз при приложении давления к режущей кромке. Установив сверло немного выше центра, была сделана компенсация направленной вниз пружины, и резец фактически будет располагаться точно по центру заготовки во время операций обработки.
11. Установите токарный станок на правильную скорость резания и подачу. а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
12. Нанесите смазку на отверстие перед включением машины.
13. Включите станок и переместите инструмент в предварительно просверленное отверстие.
14. Запустите токарный станок и медленно перемещайте расточный инструмент, пока он не коснется внутреннего диаметра отверстия.
15. Сделайте небольшой разрез (около 0,003 дюйма) и длиной около -375.
16. Остановите токарный станок и измерьте диаметр отверстия, используя телескопический калибр или микрометр.
17. После измерения отверстия определите количество материала, которое необходимо удалить из отверстия. Оставьте около 0,020 на чистовой рез.
18. Запустите токарный станок и выполните черновую обработку.
19. Подайте борштангу в заготовку, снимая примерно 0,020 за каждый проход.
20. Вытащите борштангу, как только будет достигнута нужная глубина.
21. Повторяйте шаги 19 и 20, пока не будет достигнут нужный диаметр внутреннего отверстия.
22. После завершения черновой обработки остановите токарный станок и вытащите сверло из отверстия, не перемещая рукоятку поперечной подачи.
23. Установите глубину чистового пропила и рассверлите отверстие по размеру. Для хорошего качества поверхности рекомендуется мелкая подача.
24. На последнем проходе остановитесь на нужной глубине и верните фрезу к центру заготовки. Это будет обращено к задней части отверстия.
25. Выньте борштангу из станка и остановите станок.

Рис. 4. Растачивание на токарном станке
Накатка
1. Накатка — это выпуклость на поверхности заготовки, создаваемая двумя закаленными валками.
2. Накатка обычно представляет собой один из двух узоров:ромбовидный или прямой.
3. Обычные узоры накатки:мелкая, средняя или грубая.
4. Ромбовидный узор образован правой и левой спиралью, установленными в самоцентрирующейся головке.
5. Используется для улучшения внешнего вида детали и обеспечения удобной поверхности для захвата рычагов и рукояток инструментов.
6. Обычные узоры накатки:мелкая, средняя или грубая.
7. Прямой профиль, образованный двумя прямыми роликами, используется для увеличения размера детали для прессовой посадки в легких условиях эксплуатации.
8. Используются три основных типа державок для накатки:державка с шарнирным соединением, державка с вращающейся головкой и державка с двух сторон.
9. Накатка лучше всего работает на заготовках, установленных между центрами.
10. Накатки не режут, а смещают металл под высоким давлением.
11. Смазка важнее охлаждения, поэтому подойдет масло для резки или смазочное масло.
12. Для накатки используются низкие скорости (примерно такие же, как при нарезании резьбы) и подача от 0,010 до 0,020 дюйма.
13. Накатка должна быть отцентрована на заготовке вертикально, а оправка с накаткой должна располагаться вровень с заготовкой.
14. В мягком металле следует сделать накатку примерно на половину глубины и проверить шаблон.
15. На тонкой заготовке может потребоваться несколько проходов, чтобы выполнить накатку, поскольку инструмент имеет тенденцию отталкивать ее от накатки.
16. Между проходами накатки следует очищать проволочной щеткой.

Рис. 5. Накатка
Процедура:
1. Установите накатной инструмент в держатель инструмента и отрегулируйте его точно по центральной линии шпинделя токарного станка.
2. Расположите и закрепите инструмент для накатки под углом 90 градусов к поверхности с накаткой.
3. Переместите каретку токарного станка вручную и найдите область на заготовке, которую нужно накатать.
4. Поверните накатную головку, чтобы указать правильный набор накаток.
5. Расположите накатку у правого края заготовки так, чтобы половина накатки соприкасалась с правым краем заготовки.
6. Нанесите на заготовку масло для резки.
7. Поверните шпиндель примерно на 100 об/мин и используйте маховик поперечной подачи, чтобы включить накатной инструмент в работу. Это должно быть примерно 0,030 дюйма или до тех пор, пока накатки не сформируют хороший рисунок.
8. Включите силовую подачу станка, чтобы переместить каретку к передней бабке со скоростью подачи от 0,010 до 0,020 дюйма за оборот.
9. При необходимости нанесите масло и почистите поверхность с накаткой жесткой щеткой, чтобы удалить стружку с накатки.
10. Когда накатка достигнет конца области с накаткой, измените направление подачи каретки и вставьте накатку в работу еще на 0,005–0,010 дюйма.
11. Продолжайте накатывать взад-вперед, пока не получится острый ромб.
Отрезка и обработка канавок на токарном станке
Цель отрезки и проточки:
Бывают случаи, когда вам может понадобиться отрезать кусок от конца заготовки или вырезать канавку в заготовке.
Нарезка канавок, обычно называемая проточкой, подрезкой или сужением, часто выполняется на конце резьбы, чтобы обеспечить полный ход гайки до заплечика или на краю заплечика, чтобы обеспечить правильную посадку сопрягаемых деталей. Существует три типа канавок:квадратные, круглые и U-образные.
Закругленные канавки обычно используются там, где есть нагрузка на деталь, а прямоугольный угол может привести к разрушению металла.
Вырезать канавку
Процедура:
1. Выберите насадку нужного размера и формы требуемой канавки.
2. Наметьте расположение паза.
3. Установите токарный станок на половину скорости токарной обработки.
4. Установите заготовку на токарный станок.
5. Установите насадку на центральную высоту.
6. Медленно вставьте насадку в заготовку с помощью рукоятки поперечной подачи.
7. Нанесите большое количество смазочно-охлаждающей жидкости на острие режущего инструмента. Для того, чтобы рез не слепил канавку. Если возникает вибрация, уменьшите скорость вращения шпинделя.
8. Остановите токарный станок и проверьте глубину паза.
9. Повторяйте процедуры 6–7, пока заготовка не будет прорезана на нужную глубину.
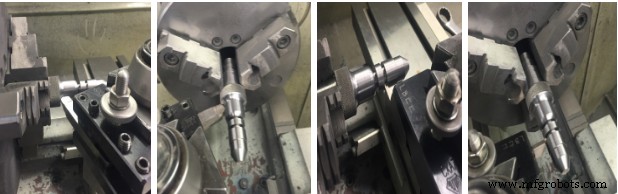
Рис. 6. Вырезание канавки
Расставание
Отрезные инструменты, часто называемые отрезными инструментами, используются для резки заготовки. Существует три типа разделительных инструментов. Инструмент для разделения состоит из прямого держателя, чаще всего используются вставные лезвия со смещением влево и вправо.
При расставании возникают две распространенные проблемы:стук и сжатие. Стук возникает, когда инструмент удерживается недостаточно прочно, любой люфт в инструменте, держателе или любой части самого токарного станка делает резку трудной, неравномерной и часто невозможной. . Втягивание означает, что инструмент стремится врезаться в заготовку, а также перелезать через верхнюю часть режущей кромки. Это обычно ломает бит инструмента или разрушает заготовку. Сжатие обычно возникает, когда инструмент разделения установлен слишком высоко или слишком низко.
• Отрезные инструменты уже, но глубже, чем токарные инструменты. Отрезные инструменты используются для создания узких канавок и отрезания частей заготовки.
• Держатель инструмента должен едва касаться заготовки, когда установлен отрезной инструмент.
• Убедитесь, что инструмент для разделения перпендикулярен оси вращения.
• Убедитесь, что кончик инструмента находится на той же высоте, что и центр заготовки. В этом может помочь удерживание инструмента напротив лицевой стороны детали.
• Установите высоту инструмента, приложите его к поверхности детали и зафиксируйте инструмент на месте. Не забывайте наносить смазочно-охлаждающую жидкость, особенно при выполнении глубоких надрезов.
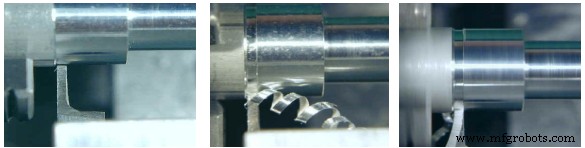
Рис. 7. Разделение
Процедура:
1. Установите заготовку в патрон так, чтобы отрезаемая часть находилась как можно ближе к патрону.
2. Установите отрезной инструмент с левой стороны составной опоры, установив режущую кромку по центру.
3. Поместите держатель как можно ближе к стойке инструмента, чтобы предотвратить вибрацию и дребезжание.
4. Отрегулируйте насадку инструмента. Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
5. Отметьте место разреза.
6. Переместите режущий инструмент на место.
7. Запустите токарный станок и рукой медленно подайте отрезной инструмент в заготовку. Возьмитесь за рукоятку поперечной подачи обеими руками, чтобы подавать устойчиво и равномерно. Нанесите большое количество смазочно-охлаждающей жидкости.
8. Когда заготовка составляет около ¼ дюйма, рекомендуется немного сдвинуть инструмент для разделения в сторону. Это боковое движение делает рез немного шире, чтобы предотвратить заедание инструмента.
9. Во избежание вибрации держите режущий инструмент и постоянно применяйте смазочно-охлаждающую жидкость во время работы. Медленно подавайте, когда деталь почти отрезана.
10. Продолжайте продвигать инструмент, пока он не достигнет центра заготовки. Когда вы приблизитесь, заготовка будет подвешена на тонком металлическом стержне.
11. Конец заготовки, которую вы отрежете, обычно будет иметь довольно шероховатую поверхность и небольшой выступ металла на конце. См. рисунок 19 ниже.
12. Последний шаг – установить эту деталь в патрон и сделать торцевой разрез, чтобы зачистить конец. Одна из проблем на этом этапе заключается в том, что кулачки патрона могут повредить готовую заготовку. Если вы внимательно посмотрите на рисунок 20 ниже, вы сможете увидеть отпечаток кулачков патрона. Чтобы избежать этого, перед зажимом заготовку можно обернуть тонкой полоской эмори или аналогичного защитного материала.
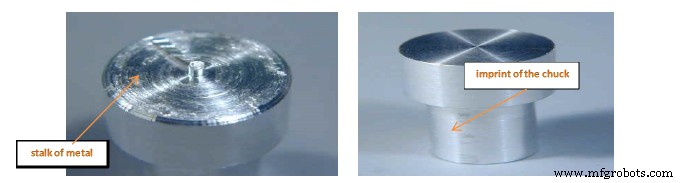
Рис. 8. Обрезка заготовки Рис. 9. Готовая заготовка
Выравнивание центров токарного станка
Чтобы получить параллельный диаметр при обработке между центрами, важно, чтобы два центра токарного станка находились на одной линии друг с другом и точно совпадали с осевой линией токарного станка. Если центр не выровнен, обрабатываемая деталь будет скошена.
Существует три метода выравнивания центров токарного станка:
1. Совместив осевые линии задней части задней бабки друг с другом. Это всего лишь визуальная проверка, поэтому она не является точной.
2. Метод пробного надреза, при котором с каждого конца изделия делается небольшой надрез, а диаметр измеряется микрометром.
3. Выровняйте центры с помощью циферблатного индикатора.
Способ 1. Выровнять центры, отрегулировав заднюю бабку.
Процедура:
1. Ослабьте зажим задней бабки или рычаг.
2. Ослабьте один из регулировочных винтов с левой или правой стороны, в зависимости от направления, в котором должна двигаться задняя бабка. Затяните другой регулировочный винт, пока линия на верхней половине задней бабки точно не совпадет с линией на нижней половине.
3. Затяните ослабленный регулировочный винт, чтобы зафиксировать обе половины задней бабки на месте.
4. Заблокируйте зажимную гайку или рычаг задней бабки.
Способ 2. Выровнять по центру методом обрезки.
Процедура:
1. Сделайте небольшой надрез примерно 0,010 до истинного диаметра от секции А на конце задней бабки длиной 0,250 дюйма.
2. Остановите подачу и запишите показания на градуированном кольце рукоятки поперечной подачи.
3. Переместите режущий инструмент ближе к концу передней бабки.
4. Приблизьте режущий инструмент к той же настройке бурта, что и в шаге 1 (Раздел A).
5. Верните режущий инструмент к той же настройке буртика, что и в шаге 1. (Раздел A)
6. Отрежьте отрезок 0,250 в секции B и остановите токарный станок.
7. Измерьте оба диаметра микрометром.
8. Если оба диаметра не одного размера, отрегулируйте заднюю бабку по направлению к режущему инструменту или от него на половину разницы двух показаний.
9. Сделайте еще один легкий надрез в секциях A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку.
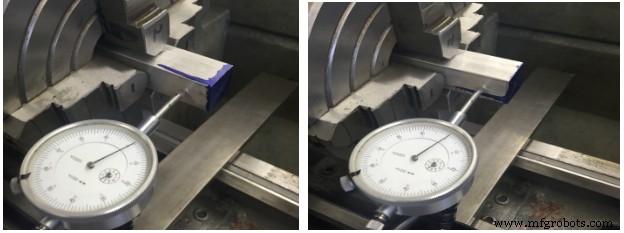
Способ 3. Выравнивание центров с помощью циферблатного индикатора.
Процедура:
1. Очистите токарный станок и рабочие центры и установите циферблатный индикатор.
2. Плотно отрегулируйте тестовый стержень между центрами и затяните зажим шпинделя задней бабки.
3. Установите циферблатный индикатор на стойку инструмента или каретку токарного станка. Убедитесь, что плунжер индикатора параллелен станине станка, а точка контакта находится в центре.
4. Отрегулируйте поперечный салазок так, чтобы индикатор совпадал примерно с 0,025 дюйма на конце задней бабки.
5. Переместите каретку вручную, чтобы контрольный индикатор совпал с диаметром на конце передней бабки, и запишите показания контрольного индикатора.
6. Если показания обоих тестовых индикаторов не совпадают. Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не зарегистрирует одинаковые показания на обоих концах.
Расчет конусности
Для расчета конусности на фут (tpf). Необходимо знать длину конуса, большой и малый диаметр.
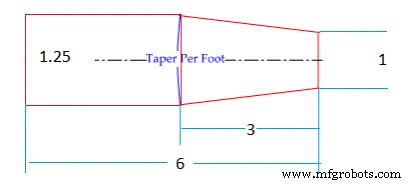
Рисунок 10. Основная часть дюймового конуса
Формула:
Tpf =((D-d) / длина конуса) x 12
Пример:
Tpf =((1,25 – 1) / 3) x 12 =(0,25 / 3) x 12 =1 дюйм
Расчет смещения задней бабки
При расчете смещения задней бабки необходимо знать конусность на фут и общую длину заготовки.
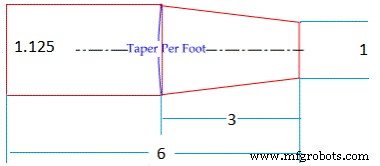
Рисунок 11. Размер заготовки с конусом
Формула:
Смещение задней бабки =(tpf x общая длина заготовки) / 24
Пример:
1. Найти tpf:
tpf =((1,125 – 1) x 12) / 3 =(0,125 x 12) / 3 =0,50 дюйма
2. НАЙТИ смещение задней бабки:
Смещение задней бабки =(0,5 x 6) / 24 =3 / 24 =0,125 дюйма.
В некоторых случаях, когда нет необходимости определять конусность на фут, можно использовать следующую упрощенную формулу.
Формула:
Смещение задней бабки =(OL / TL) x ((D-d) / 2)
OL =Общая длина заготовки
TL =длина конической части
D =конец большого диаметра
d =конец малого диаметра
Пример:
Смещение задней бабки =(6/3) x ((1,125-1)/2) =0,125
Поворот конуса
Использование составного остатка для создания коротких или крутых конусов. Инструмент необходимо подавать вручную, используя комбинированную рукоятку подачи.
Вырежьте производитель конуса с составным остатком
Процедура:
1. Обратитесь к чертежу чертежа, чтобы узнать величину требуемого конуса в градусах.
2. Ослабьте стопорные винты составной опоры.
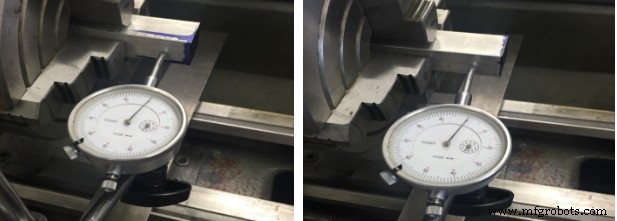
3. Поверните составной упор на нужный угол. (см. первое изображение)
4. Затяните стопорные винты составной опоры.
5. Отрегулируйте насадку инструмента по центру и подайте насадку режущего инструмента, используя винт подачи составного упора.
6. Проверьте конус на размер и посадку.
Рис. 12. Операция токарной обработки конуса
Настоящая заготовка в 4-х кулачковом патроне
1. Циферблат или тестовый индикатор следует использовать всякий раз, когда диаметр обрабатываемой детали должен быть выровнен с точностью до тысячных долей дюйма.
<сильный>2. Процедура:
3. Вставьте заготовку в 4-кулачковый патрон и приблизительно выровняйте ее, используя метод мела или рейсмуса.

4. Установите индикатор в резцедержатель токарного станка.

5. Установите шпиндель индикатора в горизонтальное положение, установив точку контакта на центральную высоту.

6. Поднесите точку индикатора к диаметру заготовки так, чтобы она находилась примерно на 0,020, и вручную поверните шпиндель токарного станка.
7. При вращении токарного станка отмечайте максимальное и минимальное показания циферблатного индикатора.
8. Slightly loosen the chuck jaw at the lowest reading, and tighten the jaw at the high reading until the work is moved half the difference between the two indicator readings.
Side 1. Left and Right Side
9. Continue to adjust only these two opposite jaws until the indicator registers the at both jaws. Disregard the indicator readings on the work between these two jaws.
10. Adjust the other set of opposite jaws in the same manner until the indicator register the same at any point on the workpiece circumference.
Side 2. Left and Right Side
11. Tighten all jaws evenly to secure the workpiece firmly.
12. Rotate the lathe spindle by hand and recheck the indicator reading.
UNIT TEST
1. The compound rest is set at what angle?
2. Explain the different between rough and finish turning.
3. Should the point of the tool be set above, or at the center of the spindle axis when taking a facing cut?
4. What is the purpose of facing?
5. Why do we spot drill a workpiece?
6. What is the purpose of boring?
7. Name three types of parting tools.
8. Name three methods to align lathe centers.
9. Calculate the offset for the taper if D=2, d=1, OL=6, and TL=3. The formula is:
Offset =(OL x (D-d)) / (2 x TL)
10. Please describe the producer for cut a taper.
Промышленные технологии
- Что такое токарная обработка?
- Двухосевое вертикальное точение деталей среднего размера
- Поворот необязателен
- Что такое рамочный вырез?
- 22 Модуль 5:Работа с ЧПУ
- 24 Модуль 7:Mastercam
- Что такое токарная обработка с ЧПУ?
- Фрезерование Токарная обработка
- Отличия токарно-фрезерных работ
- Токарно-фрезерная автоматика