


рекомендации по проектированию HP Multi Jet Fusion

Multi Jet Fusion позволяет эффективно производить конечные нейлоновые детали с использованием аддитивных технологий. Вот контрольный список для проектных групп.
Введение
Что такое Multi Jet Fusion?
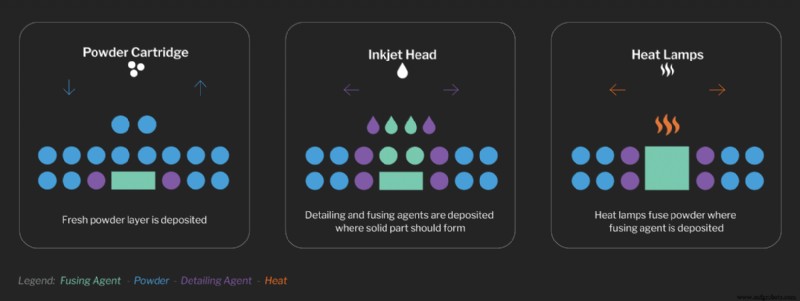
Multi Jet Fusion (MJF) — это промышленная форма 3D-печати, которую можно использовать для производства функциональных нейлоновых прототипов для крупносерийных производственных деталей с исключительной свободой дизайна и механическими свойствами. В процессе MJF используются струйные сопла для выборочного распределения фьюзера и агентов для детализации по слою, покрытому нейлоновым порошком. В отличие от селективного лазерного спекания, при котором используются лазеры для плавления порошка в твердый материал, принтер MJF использует непрерывное размашистое движение для распределения агентов и нанесения тепла по печатному столу слой за слоем, пока деталь не будет готова. MJF может производить высококачественные детали. на высоких скоростях.
Этот производственный процесс также не требует опорных конструкций для производства деталей, что позволяет создавать сложные геометрические формы, такие как внутренние каналы или сборочные узлы, напечатанные совместно. Детали MJF имеют механические свойства, сравнимые с деталями, полученными литьем под давлением, но не требуют дорогостоящих инструментов.
Проектирование с учетом технологичности будет иметь большое значение для обеспечения оптимального качества деталей и выхода продукции, сведения к минимуму потребностей в постобработке и снижения затрат. Вот краткий контрольный список, который поможет вашей команде убедиться, что вы следуете передовым методам проектирования MJF.
1. Подходит ли процесс MJF для моего проекта?
Прежде чем вносить изменения в дизайн, важно убедиться, что процесс MJF соответствует всем требованиям к продукту. Вот несколько вопросов, которые следует задать себе:
Отвечают ли какие-либо из предлагаемых материалов требованиям моего продукта?
Хотя у MJF много сильных сторон, у него ограниченный список одобренных материалов. PA12 и его аналог из стеклянных шариков довольно универсальны для применения в жестком пластике. TPA, гибкий полиамид, может найти применение там, где требуется эластомерный материал. Если доступные материалы не соответствуют определенным требованиям, вам может потребоваться рассмотреть другой процесс.
Вписывается ли моя деталь в объем сборки?
Одним из ключевых ограничивающих факторов является объем сборки машины, который для Jet Fusion 4200 составляет 380 x 380 x 284 мм. В некоторых случаях крупные детали могут быть напечатаны как более мелкие подкомпоненты и собраны с помощью клея или механических соединений. В этом случае конструктивные особенности, такие как соединение типа «ласточкин хвост», могут облегчить выравнивание и склеивание.
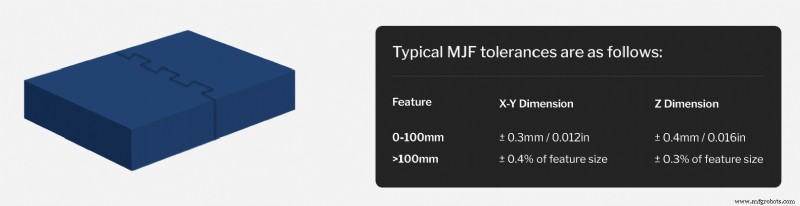
Есть ли у меня жесткие допуски, которые мне нужно соблюдать?
Хотя разрыв между допусками присадок и литья под давлением сокращается, важно убедиться, что допуски MJF достаточны в контексте вашей сборки.
2. Есть ли области, где я могу использовать меньше материала?
В большинстве случаев дефекты MJF вызваны температурными градиентами, возникающими во время сборки. Если материал охлаждается неравномерно, деталь может деформироваться или образоваться раковины. Детали, которые являются длинными и тонкими, имеют резкие изменения поперечного сечения или тонкие изогнутые поверхности, особенно подвержены деформации, вызванной усадкой.
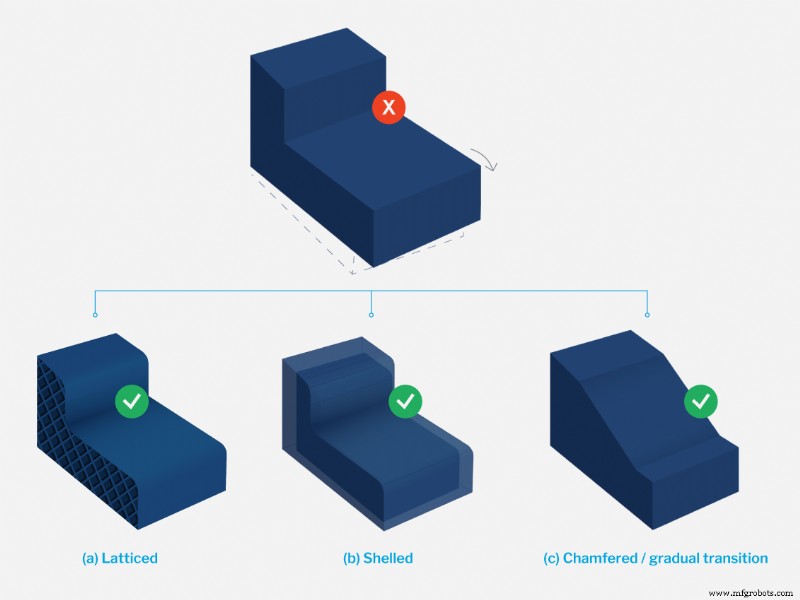
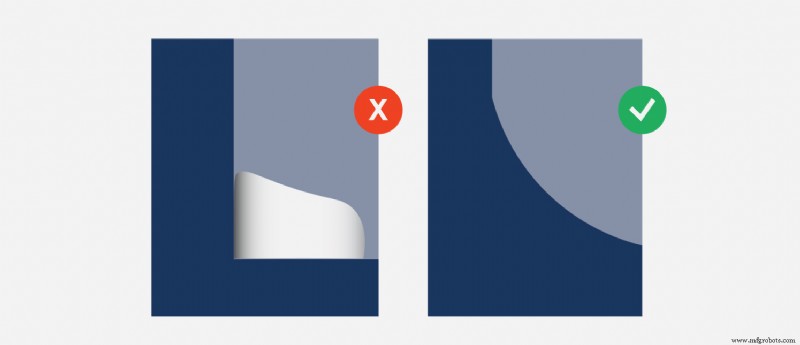
Удаление материала из конструкции деталей, где это возможно, за счет использования карманов, оболочек, решеток и оптимизации топологии является ключом к уменьшению и предотвращению этих дефектов. Избегание больших изменений в поперечных сечениях - еще один способ ограничить деформацию. Убедитесь, что фаски и скругления включены в конструкцию детали там, где это необходимо, чтобы сделать переходы между различными элементами более плавными.
3. Превышают ли мои функции минимальный пороговый размер?
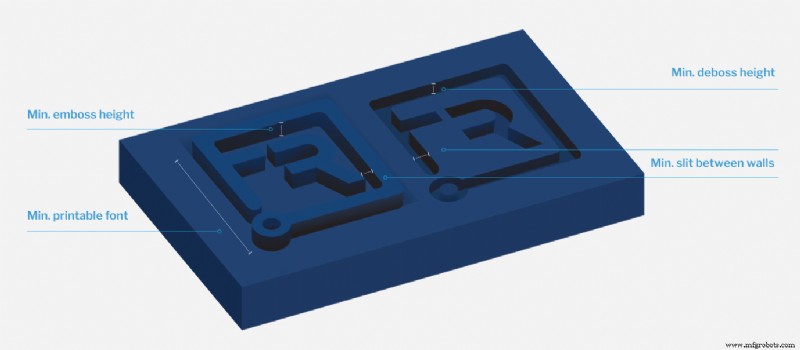
Как правило, толщина стенки деталей, напечатанных методом MJF, должна быть не менее 1,5 мм. Мелкие элементы дизайна также не должны быть меньше 1,5 мм, хотя некоторые элементы, такие как прорези, тиснение, гравировка или диаметры отверстий и стержней, могут быть всего 0,5 мм. Для тисненого или рельефного текста размер шрифта должен быть не менее 6 pt (приблизительно 2 мм) и глубина не менее 0,3 мм.
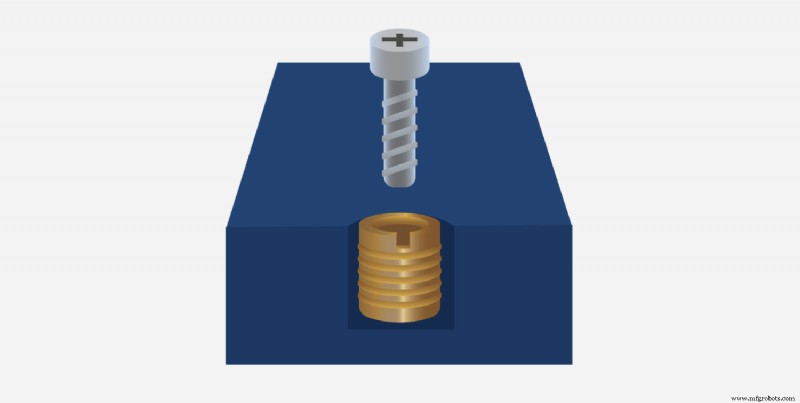
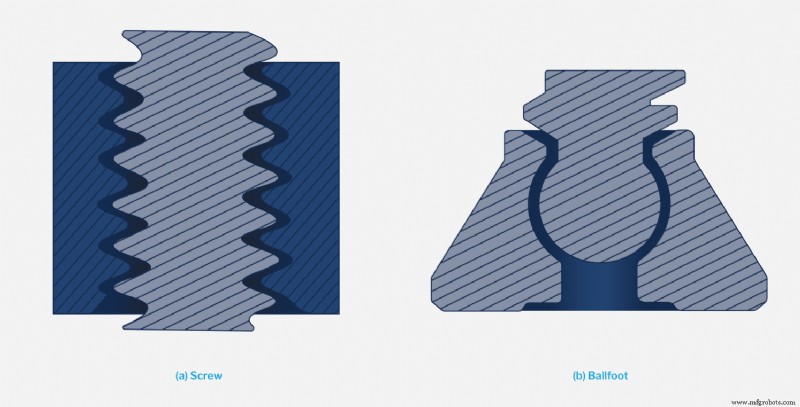
Если деталь имеет резьбу, она должна быть M6 или больше. Там, где требуется меньшая, более точная или более прочная резьба, рассмотрите возможность использования резьбовых вставок. Помимо разрешения элементов, вы также должны учитывать, насколько маленькие, тонкие элементы могут сломаться при постобработке.
4. Учел ли я допуски сборки?
Даже с большей геометрической гибкостью, обеспечиваемой процессом MJF, в некоторых приложениях может потребоваться сборка детали из нескольких компонентов. Как правило, сопрягаемые поверхности должны иметь зазор 0,4–0,6 мм, чтобы обеспечить правильную посадку компонентов.
Если ваш проект включает в себя совместную печать узлов, компоненты, напечатанные вместе, должны иметь зазор не менее 0,5 мм, но может потребоваться и больше, особенно при наличии толстых поперечных сечений или значительной площади контактной поверхности.
5. Оптимизирован ли дизайн моей детали для постобработки?
Если ваша часть требует постобработки, есть несколько моментов, которые нужно перепроверить в вашем дизайне, чтобы сделать вторичные операции более эффективными.
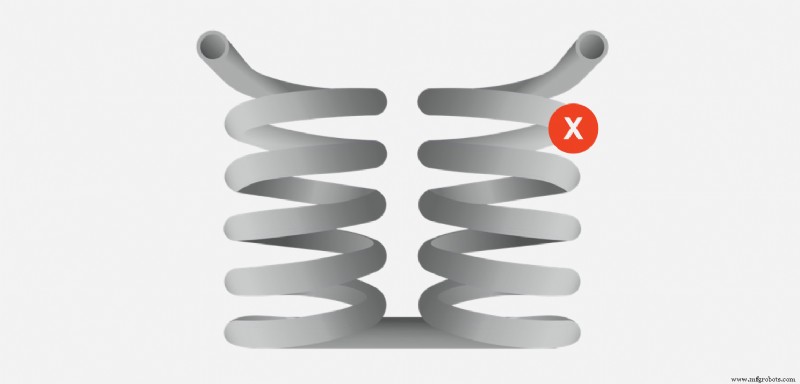
- Убедитесь, что в проекте нет невентилируемых или заблокированных томов.
- По возможности избегайте глухих отверстий — их трудно очистить, что может быстро увеличить расходы.
- Добавьте закругления в углы, где порошок может затвердеть и его будет трудно удалить с помощью стандартной галтовки и дробеструйной обработки.

6. Пользовался ли я каждой возможностью снизить стоимость деталей?
Помимо улучшения качества деталей, интеллектуальные изменения DFM могут способствовать снижению затрат. Например, облегчение вашей детали снижает риск дефектов и снижает стоимость материала в расчете на одну деталь. Другим важным соображением при проектировании для MJF и стоимости является оптимизация вложенности в сборку. Добавление черновика или изменение положения печатных сборок может увеличить количество деталей, которые могут поместиться в одну сборку, и распределить фиксированные затраты на большее количество деталей, снизив общую стоимость деталей.
Помимо оптимизации конструкции для обеспечения технологичности, необходимо учитывать дополнительные факторы, в том числе внешний вид детали, качество обработки поверхности и удобство хранения и транспортировки. Детали MJF естественно серого цвета, но их можно легко покрасить в черный цвет. Если покраска, грунтовка или другие процессы не являются необходимыми для функционирования детали, от них можно отказаться, чтобы сократить расходы. Большинство деталей, напечатанных методом MJF, имеют шероховатость 125–250 микродюймов по оси восхождения. Если требуется более гладкая поверхность, деталь может подвергаться различным видам обработки поверхности, включая шлифование, галтовку или сглаживание паром. Текстурирование может быть эффективным методом проектирования для улучшения эстетики детали без дополнительной постобработки.
Начало работы с экспертом DFM
Соблюдение принципов DFM является ключом к успеху производственных процессов по ряду причин. Это помогает максимально снизить ваши эксплуатационные расходы, позволяет обнаруживать и устранять проблемы проектирования на ранней стадии, а также повышает общее качество деталей. Этот контрольный список является ценным ресурсом, позволяющим убедиться, что ваши детали MJF оптимизированы и усовершенствованы до начала производства.
Дополнительным преимуществом партнерства с Fast Radius является то, что ваша команда получает доступ к новейшим технологиям цифрового дизайна и советам экспертов. Наша команда всегда готова помочь в реализации каждого проекта, от проектирования и прототипирования до реализации, гарантируя, что вы получите высококачественные детали вовремя и по правильной цене.
Свяжитесь с нами сегодня, чтобы узнать больше и приступить к работе.
Для получения дополнительной информации о MJF и наших возможностях аддитивного производства посетите учебный центр Fast Radius.
Загрузите руководство по проектированию HP Multi Jet Fusion.
Готовы создавать детали с помощью Fast Radius?
Начать цитатуПромышленные технологии
- Руководство по 3D-печати с помощью HP Multi Jet Fusion
- HP Jet Fusion 380 Color
- Цвет HP Jet Fusion 580
- HP Jet Fusion 4200
- HP Jet Fusion 3200
- Руководство по проектированию для обеспечения технологичности – Часть 2
- Абразивно-струйная обработка – детали, принцип работы, применение
- Рекомендации по проектированию ВЧ и СВЧ
- Что такое многоструйный синтез (MJF)? Разъяснено Хабами
- Руководство HP MJF по проектированию 3D-печати