


Типы дефектов литья – полный обзор
В этой статье мы узнаем о дефектах литья. и каковы типы дефектов литья .
Что такое дефекты литья?
Дефекты литья :это нежелательная неровность, которая появляется в отливке в процессе литья металла. Дефекты в литейном металле могут возникать по разным причинам или из разных источников. В этой статье мы рассмотрим все основные формы ошибок литья. Некоторые недостатки можно игнорировать или допускать, в то время как другие неприемлемы и должны быть исправлены, чтобы детали работали должным образом.
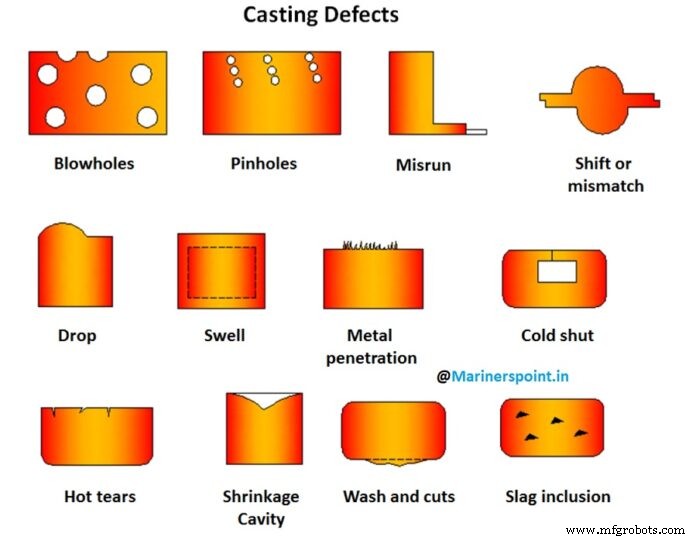
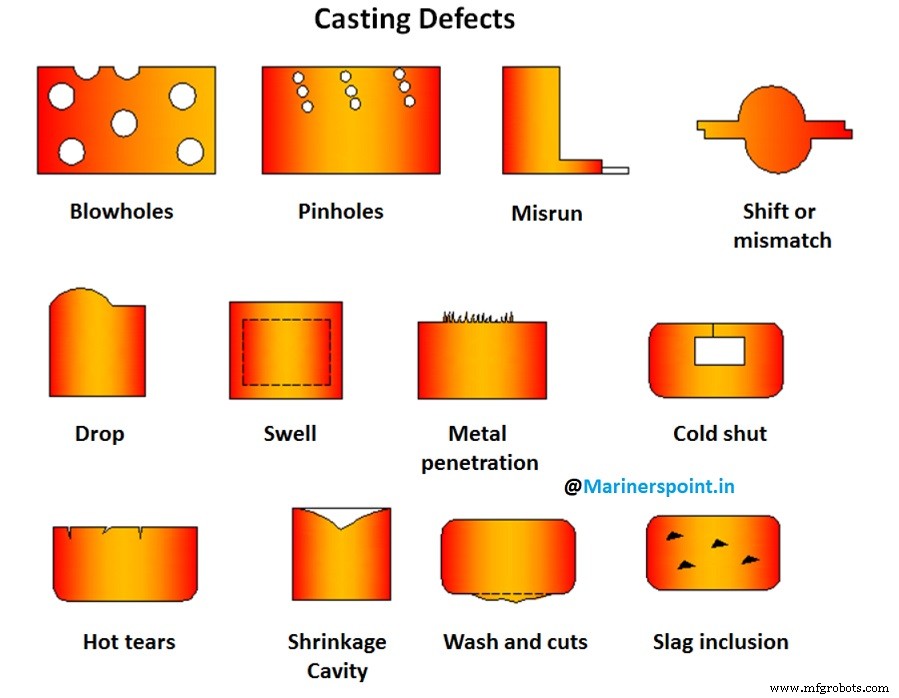
Типы дефектов литья
Литье в песчаные формы, в частности, подвержено определенным дефектам, которые в хорошо спроектированной отливке можно контролировать с помощью надлежащей технологии литья, но нельзя полностью предотвратить. Однако распространенные типы дефектов литья обнаружены, их причины и способы устранения объясняются ниже.
1. Смены
Это внешний дефект литья возникает из-за смещения сердечника или несоответствия верхней и нижней частей отливки, как правило, на линии разъема. Несоосность колб – еще одна вероятная причина смещения.
Этих дефектов литья можно избежать, обеспечив правильное выравнивание модели или детали штампа, опоки, правильную установку моделей на шаблонных пластинах и проверку опоек, установочных штифтов и т. д. перед использованием.
2. Искривление
Коробление – это непреднамеренная и нежелательная деформация отливки, возникающая во время или после затвердевания. Из-за разной скорости затвердевания на разных участках отливки в прилегающих стенках возникают напряжения, приводящие к короблению в этих местах. Большой и плоский
секции или пересекающиеся секции, такие как ребра, особенно подвержены деформации.
Решение состоит в том, чтобы создать большие области с волнистой, гофрированной конструкцией или добавить достаточное количество ребер или реберных форм, чтобы обеспечить одинаковую скорость охлаждения во всех областях. Правильная конструкция отливки может иметь большое значение для уменьшения коробления отливки.
3. Плавник
Тонкий выступ металла, не являющийся частью отливки, называется плавником. Ребра обычно возникают на стыке литейной формы или секций стержня. Неправильно собранные формы и стержни приведут к образованию ребер. Недостаточный вес форм или неправильный зажим опоки могут снова привести к образованию ребра.
Решение заключается в использовании достаточного веса на верхней части формы, чтобы две части плотно прилегали друг к другу, а также в правильной сборке форм и стержней, используемых для литья.
4. Набухание
Вздутие – это расширение полости формы под давлением металла, что приводит к локальному или общему увеличению отливки. Это происходит из-за неправильной или неправильной трамбовки пресс-формы. Чтобы избежать вздутий, песок нужно утрамбовывать правильно и равномерно.
5. Отдушины
Дырки представляют собой гладкие круглые отверстия, возникающие в виде скопления большого количества мелких отверстий под поверхностью отливки. Это захваченные пузырьки газов с гладкими стенками. Прорывы вызваны чрезмерной влажностью песка или низкой проницаемостью песка, слишком мелкими песчинками, слишком плотным утрамбовыванием песка или недостаточной вентиляцией.
Чтобы предотвратить образование пузырей, содержание влаги в песке должно быть хорошо отрегулировано, должен использоваться песок правильной зернистости, трамбовка не должна быть слишком жесткой, а вентиляция должна быть адекватной.
6. Удалить
Капля происходит, когда верхняя поверхность формы трескается, и в расплавленный металл попадают кусочки песка. Это вызвано низкой прочностью и мягкостью трамбовки песка, недостаточным флюсованием расплавленного металла и недостаточным армированием песчаных выступов в своде. Вышеуказанные факторы устранены, чтобы избежать падения.
7. Грязь
В некоторых случаях частицы грязи и песка внедряются в поверхность отливки. Это вызвано разрушением формы из-за неправильного обращения, промывки песком и наличия частиц шлака в расплавленном металле.
Попадание грязи в полость пресс-формы можно предотвратить путем надлежащего флюсования и использования грязеуловителей.
8. Сотовый или губчатый
Это внешние дефекты литья, состоящие из ряда небольших полостей, расположенных в непосредственной близости друг от друга. Сотовый налет возникает из-за того, что грязь или «накипь» механически удерживаются во взвешенном состоянии в расплавленном металле, а также из-за несовершенного снятия пены в ковше.
Решение состоит в том, чтобы предотвратить вымывание песка и удалить частицы шлака, присутствующие в расплавленном металле, путем надлежащего снятия шлака в ковше.
9. Проникновение металла и шероховатая поверхность
Этот дефект отливки проявляется в виде неровной и шероховатой внешней поверхности отливки. Проникновение металла между зернами песка происходит за счет малой прочности, крупного размера зерен, высокой проницаемости и мягкого трамбования песка. Средства правовой защиты включают устранение причин, упомянутых выше.
10. Отверстия в песке
Отверстия от песка находятся на внешней поверхности или внутри отливки. Они вызваны вымыванием рыхлого песка в полость формы и вплавлением внутрь отливки или быстрым вытеканием расплавленного металла. Отверстия от песка предотвращаются правильной очисткой формы и осторожной заливкой расплавленного металла.
11. Отверстия для булавок
Проколы представляют собой многочисленные мелкие отверстия, обычно менее 2 мм, видимые на поверхности отливки, очищенной дробеструйной очисткой. Эти дефекты литья вызваны песком с высоким содержанием влаги, поглощением газообразного водорода или угарного газа или когда сталь разливается из мокрых ковшей или недостаточно газифицирована.
Этот дефект литья можно свести к минимуму, используя надлежащие методы плавления и флюсования, уменьшая содержание влаги в формовочной смеси и уменьшая ее проницаемость, а также способствуя быстрой скорости затвердевания.
12. Корочки
Корочки — это своего рода выступы на отливке, которые возникают, когда часть поверхности литейной формы или стержня приподнимается, а металл под ним — тонким слоем. Другими словами, жидкий металл проникает за поверхностный слой песка. Струпья можно определить как шероховатые выступы неправильной формы на поверхности, содержащие вкрапленный песок.
Эти дефекты литья вызваны использованием слишком мелкого песка, песка с низкой водопроницаемостью и влажностью, а также неравномерным трамбованием формы или прерывистым или медленным стеканием расплавленного металла по поверхности песка, что вызывает интенсивный локальный нагрев.
Добавление в песок таких добавок, как древесная мука, морской уголь или декстрин, является одним из шагов, позволяющих устранить такие дефекты литья.
13. Усадочная полость
Усадочная полость – это пустота или углубление в отливке, вызванное в основном неконтролируемым и бессистемным затвердеванием металла. Это также может быть вызвано слишком высокой температурой заливки.
Эти дефекты литья можно устранить, применяя принцип направленного затвердевания в конструкции формы и разумно используя кокили, прокладки и т. д.
14. Горячие слезы (тянет)
Это внутренние или внешние трещины с неровными краями, возникающие сразу после затвердевания металла. Горячие разрывы могут образовываться, если отливка плохо спроектирована и имеют место резкие изменения сечения, не предусмотрены надлежащие скругления и радиусы углов, а кокили размещены неправильно. Неправильная температура заливки и неправильное размещение литников и стояков, а также жесткая трамбовка также могут вызвать горячие разрывы.
Усовершенствованная конструкция, правильное направление затвердевания, равномерная скорость охлаждения, правильная температура заливки и контроль твердости формы устраняют горячие разрывы.
15. Холодное закрытие и ошибочный запуск
Холодный затвор – это наружные дефекты отливки, образовавшиеся из-за неполного сплавления двух паров металла в полости формы или неравных участков модели, собранных вместе. Эти дефекты литья могут выглядеть как трещина или шов с закругленными краями. Неудачная отливка — это отливка, которой не хватает полноты из-за того, что металл не заполнил полость формы.
Причинами холодного затвора или неправильной работы могут быть слишком тонкие секции и толщина стенок, неправильная литниковая система, поврежденные модели, медленная и прерывистая заливка, плохая текучесть металла из-за низкой температуры заливки, неправильный состав сплава и т. д. Использование более горячего металла, частая проверка и замена шаблонов и стержневых ящиков, а также надлежащее проектирование отливки с учетом основных принципов литникового затвора — вот некоторые из шагов, которые можно использовать для устранения дефектов холодного закрытия и неправильной отливки.
16. Полный короткий
Когда металлическая полость не заполняется полностью за одну заливку, дефект называют залитым. Достаточное количество металла в ковше при правильной температуре устранит эти дефекты литья.
17. Внутренний воздушный карман
Это проявляется в виде небольших отверстий внутри отливки и вызвано заливкой кипящего металла или быстрой заливкой расплавленного металла в форму. Некачественный и некачественный металл, чрезмерно влажный песок также могут создавать воздушные карманы. Правильная температура заливки расплавленного металла, правильное качество металла и сухого песка в значительной степени сводят к минимуму этот дефект.
Заключение
Мы обсудили нежелательную неравномерность, которая появляется в отливке в процессе литья металла, известную как дефекты литья. Дефекты литья можно свести к минимуму, если соблюдать надлежащий уход и меры предосторожности. Дефекты литья оказывают негативное влияние на общее производство, поэтому необходимо иметь надлежащие знания о типах дефектов литья, чтобы свести их к минимуму.
Промышленные технологии
- Формовочный песок:типы и состав | Кастинг | Металлургия
- Типы дефектов литья | Металлы | Отрасли | Металлургия
- Что такое кастинг? - Определение| Виды литья
- 10 различных типов узоров в литье
- Дефекты литья:виды, причины и способы устранения
- Быстрый прототип для литья в песчаные формы
- Зеленый песок и литье смолы в песчаные формы
- Литье в песчаные формы против центробежного литья
- Литье в песчаные формы и ковка
- Что такое литье в песчаные формы?