


Деформация 3D-печати. Простые решения и способы предотвратить это!
Если вы использовали 3D-принтер, скорее всего, вы столкнулись с деформацией 3D-печати.
Искажение лжи — одна из наиболее распространенных проблем, с которыми вы можете столкнуться при 3D-печати, и это очень неприятно. К счастью, некоторые меры помогут решить проблему или обойти ее, что приведет к созданию более успешных моделей.
В 3D-печати неудачные отпечатки неизбежны, но, освоив правильные настройки для своего 3D-принтера, вы сможете устранить деформацию с помощью различных методов.
Настройки вашего 3D-принтера полностью зависят от материала, который вы используете в качестве материала для печати, и его состояния.
Наличие ноу-хау для манипулирования настройками с учетом всех факторов, которые могут привести к деформации 3D, несомненно, приведет к впечатляющим результатам печати и устранению деформации в процессе.
Что такое деформация 3D-печати?
Деформация может рассматриваться как незначительное изменение первоначального дизайна после печати. В некоторых случаях может случиться так, что весь отпечаток станет бесполезным и будет уничтожен. Для достижения наилучших результатов следует проверить отпечатки.
Поскольку деформация обнаруживается после процесса печати, многие материалы могут быть потеряны, что приведет к увеличению производственных затрат.
Невозможно вернуться к деформации после того, как она произошла; сбросить - единственный вариант. В этом руководстве мы поговорим о причинах искажения и различных способах его избежать.
Почему возникает деформация?
Материалы, используемые в процессе производства 3D-объектов, представляют собой термопласты, то есть они меняют свои свойства в определенных диапазонах температур.
Этот процесс включает в себя нагрев нитей выше точки их плавления, после чего они превращаются в жидкую форму, которую можно легко зафиксировать на рабочей пластине.
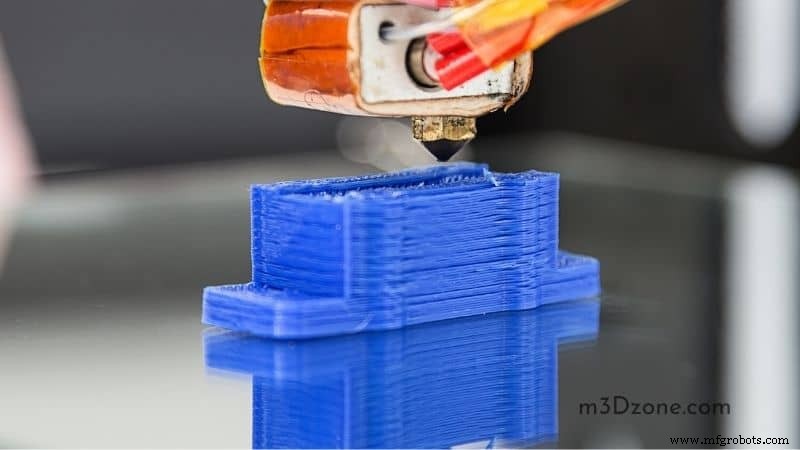
При нагревании термопласты расширяются, а затем при охлаждении сжимаются, образуя твердое тело.
Если это произойдет, когда нижние слои еще горячие, а верхние холодные, отпечаток потеряет сцепление с рабочей пластиной и, в свою очередь, свернется вверх; следовательно, происходит деформация.
К сожалению, завиток может даже проявиться после завершения того, что в остальном должно было быть превосходным мелким шрифтом. Если бы только температуру всего 3D-изображения можно было поддерживать в заданном диапазоне, деформации можно было бы полностью избежать. Однако это практически невозможно.
Вместо этого вы можете попытаться поддерживать точно такую же температуру, насколько это возможно, в определенном диапазоне. Это гарантирует, что печатная модель будет прилипать к поверхности сборки в течение всего производственного процесса.
Фиксация отпечатка вне печатной платформы с помощью температуры стеклования
В большинстве случаев деформированные отпечатки не могут быть установлены, и вся модель в конечном итоге разрушается. В качестве альтернативы, если печатная модель легкая и не слишком толстая, вы можете изменить ее.
Этого можно достичь путем умеренного нагрева отпечатка почти до температуры стеклования, достаточной для того, чтобы он стал достаточно мягким, чтобы его можно было реконструировать.
Вам нужно будет импровизировать для печатной платформы, используя большую металлическую поверхность, предпочтительно сковороду, достаточную, чтобы удерживать отпечаток в том же виде, в каком он был на печатной платформе.
Обычный фен отлично справится с процессом нагрева. Сушка должна работать на полную мощность и даже двигать ее, чтобы нагреть отпечаток.
После нагрева вы можете изменить отпечаток до нужной формы и согнуть. Перед охлаждением вам нужно будет придерживать его, чтобы снова избежать деформации.
Вы можете повторять процесс до тех пор, пока отпечаток не примет желаемую форму. Сушилка пригодится, потому что если вернуть отпечаток на платформу для печати или нагреть поддон, будет нагреваться только нижняя часть отпечатка. Это будет означать, что вы будете нагревать весь отпечаток снова и снова для получения результата.
Способы предотвращения деформации
a) Используйте нагретую рабочую пластину
До сборки с подогревом пластины встречались редко, а напечатанные 3D-отпечатки имели тенденцию быстро остывать даже до завершения производства. Из-за этого деформация и скручивание были почти стандартными для каждого отпечатка. На данный момент большинство машин уже оснащены подогревом кроватей.
Один из наиболее распространенных способов избежать коробления — использование нагретой рабочей пластины. Рабочая пластина стремится поддерживать температуру материала чуть ниже, чем когда он затвердевает. Это гарантирует, что ваша 3D-печать останется плоской и по-прежнему соединена с рабочей пластиной.
Поскольку 3D-печать остывает медленнее, вероятность деформации из-за напряжения, вызванного сокращениями, снижается.
Тем не менее, вы должны убедиться, что используемая температура является правильной в зависимости от используемого материала. Свойства разных материалов и нитей различаются, несмотря на то, что все они являются высокотемпературными материалами.
Кровати с подогревом не являются полной гарантией того, что коробление будет предотвращено, поэтому эту технику можно комбинировать с другими методами, чтобы снизить шансы.
Тем не менее, в этой заметке нагревающиеся части не составляют всю кровать, а это означает, что не вся кровать нагревается — края могут не получить достаточно тепла и могут в конечном итоге деформироваться. Стоит отметить, что отпечатки большего размера могут деформироваться, в отличие от отпечатков меньшего размера.
b) Использование клея на первом слое
Адгезия между нижним слоем вашего отпечатка и платформой для печати играет роль в предотвращении деформации. Обычно это достигается путем нанесения на платформу клея или липкого вещества перед началом фактической печати.
Перед использованием клея рекомендуется сделать пробную печать небольшой детали, чтобы убедиться, что она работает нормально. Если отпечаток застрял на платформе, это может привести к его повреждению при удалении.
Чтобы клеевой метод работал хорошо, вы должны убедиться, что отпечаток гладкий и чистый. Следы масла и смазки только ухудшат и ослабят силу сцепления.
Клей следует наносить на стеклянную пластину. Кроме того, методы склеивания различаются от материала к материалу, поэтому необходимо понимать используемый материал.
Есть много продуктов, которые помогут вашему отпечатку прилипнуть к печатной основе. Вот некоторые из них, вы можете сначала поэкспериментировать или даже комбинировать их для получения эффективных результатов:
1) 3DLac
3DLac — это формат спрея, состоящий из химического состава, специально предназначенного для 3D-печати для затвердевания деталей. Его применение довольно простое, так как вам нужно только распылить продукт на печатную основу перед процессом печати.
Кровать не нуждается в затоплении, но распыление с расстояния руки обеспечивает эффективное распределение химиката. Альтернативой 3DLac является лак для волос Nelly, так как их производит та же компания.
Разница лишь в том, что концентрация в 3DLac более улучшенная рецептура и отсутствует запах, как в лаках Nely.
2) Укус волка
Wolfbite — это коммерческое 3D-химическое вещество, специально предназначенное для склеивания и сцепления ваших 3D-печатных деталей. Вариант товара с официального сайта; поэтому необходимо протестировать предпочитаемый продукт и материал в процессе использования.
3) Листы PEI
Листы (проверьте на Amazon) поставляются уже заламинированными и легко размещаются на печатной платформе. Они бывают разных размеров и марок; следовательно, легче определить тот, который подойдет вам и подходит для вашего принтера. Даже самые толстые легко обрезать по своему усмотрению.
Некоторые поставляются в виде наклеек, и их легко установить, поместив их на печатную платформу. В отличие от лент, пузырьки здесь не проблема, поскольку они соединяются практически со всеми материалами.
4) Каптоновая лента
Каптоновая лента обычно используется в сварке и электронике, поскольку она может выдерживать экстремальные температуры.

Его можно использовать в 3D-печати для создания клеевой связи, необходимой для печати. Каптоновую ленту можно использовать с другими методами, такими как спреи 3DLac, чтобы усилить сцепление.
Лента Kapton подходит и для отпечатков большей ширины, и ее легче наносить на поверхность для печати.
Однако после производственного процесса может остаться некоторый осадок, но спирт, как правило, эффективно справляется с ним.
5) Малярная лента
В какой-то момент мы все использовали малярную ленту (проверьте на Amazon) для быстрого исправления и ремонта, будь то дома или в офисе. Она относительно дешева по сравнению с каптоновой лентой и обеспечивает хорошую адгезию.
6) Клей-карандаш
Клей-карандаш (проверьте на Amazon) является излюбленной альтернативой, и некоторые типографии предлагают палку как часть своей покупной продукции. Приложение просто наносит клей на рабочую пластину, и все.
В качестве альтернативы допустимо разбавление водой, и используется кисть для более равномерного нанесения клея на печатную платформу. Это упрощает очистку стекла, так как используется лишь небольшая часть клея.
7) Решение ABS
Несколько небольших нарезанных кусочков АБС можно развести в ацетоне в контейнере, чтобы получить раствор АБС (сок АБС). Ацетон обеспечивает полное растворение ABS и образование пастообразного материала.
С помощью кисти (проверьте на Amazon) вы можете нанести сок ABS на печатную платформу. Печать на других материалах требует поиска подходящих химикатов и правильного нанесения на поверхность печати.
c) Регулировать температуру в процессе производства
Мониторинг температуры должен быть на печатной машине, а температура окружающего воздуха имеет важное значение при короблении. Этого можно достичь с помощью:
Отрегулируйте охлаждение:здесь следует соблюдать особую осторожность, так как нити должны остыть, чтобы расплавленный пластик затвердел для точного соединения.
Охлаждающие вентиляторы можно отключить или снизить скорость только для первых слоев, чтобы выровнять температуру.
Использование закрытой камеры печати. Работа с закрытым принтером помогает поддерживать постоянный процесс печати. Вы также можете построить свой корпус, если в принтере его нет.
d) Выберите правильные настройки для первых нескольких слоев
Калибровки необходимы для предотвращения деформации. Хорошее расстояние между соплом принтера и пластиной важно для первых слоев вашего отпечатка, что также, в свою очередь, влияет на всю модель.
Платформа должна располагаться как можно ближе к соплу, чтобы предотвратить охлаждение материала и потерю способности прилипать к платформе. Все последующие слои должны соблюдать правило прилегания друг к другу.
Деформация менее распространена в небольших отпечатках по сравнению с более крупными отпечатками, где она очевидна. При печати больших тиражей желательно использовать филамент с меньшей усадкой, желательно на основе PLA.
Печатная модель может быть дополнена материалами ABS (проверьте на Amazon) что стены тоньше, что уменьшает материал заполнения. Чем меньше материала наполнителя, тем ниже вероятность коробления после охлаждения материала.
e) Следите за координатами Z
Первые несколько слоев на рабочей пластине являются ключом к успешной печати модели. Печать идеального первого слоя печати может быть достигнута путем правильной проверки выходной координации координаты z перед началом печати.
Если ось Z начинается в более высокой точке, материалу придется перемещаться дольше, прежде чем он коснется печатной платформы. Материал больше охлаждается и плохо прилипает к стеклу.
При регулировке по оси Z сопло принтера не должно подходить слишком близко к модели, так как это может привести к дальнейшим осложнениям.
Если ваш отпечаток имеет маленькую печатную поверхность, прилипание будет затруднено, поэтому для дальнейшего приклеивания можно добавить поля и плоты.
Для правильной корректировки координат пригодятся датчики уровня. Вы по-прежнему можете вносить исправления вручную, но датчики окажут необходимую дополнительную помощь.
В некоторых принтерах уже есть датчики самонастройки, и вы можете приобрести их и установить в принтер, чтобы получить хороший начальный слой на вашей модели.
Заключение
Создание высококачественных печатных моделей — это не просто получение 3D-принтера, заполнение его нитью и печать желаемой модели. В процессе вы будете разочарованы, так как многое может пойти не так.
Для совершенствования печати желаемой 3D-модели требуется более глубокое понимание того, как используемый материал нити реагирует на изменения температуры и разницу температур нитей.
Навыки просты в освоении, но сложны в освоении, так как требуют усилий.
Решение проблем, которые могут возникнуть во время печати, требует экспериментов с настройками принтера.
Деформация — одна из распространенных проблем, с которыми вы столкнетесь при 3D-печати. С нитями PLA такое случается редко, но все же может произойти.
Если вы будете соблюдать шаги и меры, описанные выше, вы сможете получать идеальные отпечатки из основы и слоев. Уменьшение скорости начального слоя также помогает сдерживать деформацию.
3D печать
- 4 способа, которыми 3D-печать улучшает операции по обслуживанию и ремонту
- Ввод, вывод и импорт Python
- 5 преимуществ машин для печати и нанесения
- 3 способа предотвращения подделки продукции лазерными кодировщиками
- 8 способов предотвратить простои и при этом сэкономить деньги
- 6 простых способов оптимизировать программу ЧПУ
- 5 технологий для обнаружения и предотвращения кавитации в насосе
- 3 способа, с помощью которых ИИ и Интернет вещей улучшают производство
- Большой пусковой ток при переключении конденсаторов и способы его предотвращения.
- 7 способов предотвратить аварии с оборудованием