


Как исправить подъем углов PETG за 9 простых шагов
Каждый энтузиаст 3D-печати мечтает о бесшовном процессе 3D-печати, обеспечивающем наибольшую ценность.
Никто не сталкивается с частыми проблемами, связанными с механическими проблемами 3D-принтеров, сбоями программного обеспечения и проблемами с нитью.
Например, деформация 3D-печати — это распространенная проблема, влияющая на качество печати, и энтузиастам 3D-печати необходимо устранить ее.
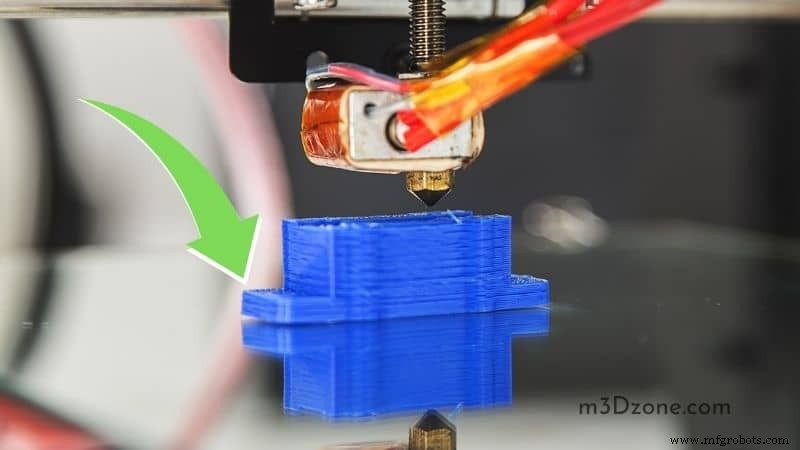
Проблема подъема углов PETG
Пластиковая нить PETG слегка расширяется при нагревании, но сжимается при охлаждении. Если материал сжимается слишком сильно, это приводит к тому, что углы печати отгибаются от поверхности печати.
В статье представлена достаточная и хорошо изученная информация о нити PETG. Более того, проблема подъема угла PETG и лучший способ исправить это.
Что такое нить PETG?
PETG — это сокращение от полиэтилентерефталатгликоля.
Он изготовлен из сополиэстера, что делает его прочным и гибким. В кругах 3D-печати PETG рассматривается как усовершенствование филамента PET. Буква «G», добавленная к PET, делает его PET-G.
«G» означает «модифицированный гликолем», что делает продукт блестящим и придает ему вид стекла.
Нить PETG является альтернативой более популярной нити PLA, поскольку она также может похвастаться свойствами нити ABS и относительно проста в использовании.
Кроме того, его низкая температура формования позволяет легко сгибать его в вакууме и при нагревании.
Характеристики нити PETG
Нить PETG отличается следующими качествами:
- Гибкость
- Сила
- Термостойкость и ударопрочность
Преимущества нити PETG
- Прочная нить
- Экономично
- Легко формировать
- Безопасно для пищевых продуктов.
- Легко окрашивается
- Подходит для вторичной переработки
- Эмиссия без запаха
- Нетоксичен
Недостатки нити PETG
- Доступно несколько брендов
- Проблемы с деформацией
- Прилепить
- Высокая температура печати
- Высокая температура кровати
- Не подходит для латунных форсунок.
- Менее устойчивы к царапинам.
Применение нитей PETG
Нить PETG выделяется как одна из наиболее часто используемых нитей в промышленности и медицине. Кроме того, он широко используется в вывесках и упаковке.
- Производство медицинских брекетов.
- Электронные устройства
- Используется для обложек.
- Производство бутылок
- Графические дисплеи
Что такое 3D-лифтинг нитей?
Результатом искажения является поднятие углов 3D-печати. Это происходит во время процесса закрепления или охлаждения печати.
Так что же вызывает скручивание или коробление печати?
Если 3D-печать имеет большие грани рядом с платформой для печати или более обширные слои поверхности над первым слоем, это увеличивает силу деформации. В результате получаются деформированные 3D-отпечатки низкого качества.
Кроме того, нити с более высоким уровнем заполнения обладают большей силой и большей концентрацией материала. Таким образом, это может легко вызвать деформацию.
Что вызывает подъем при 3D-печати?
Первый слой
Первый слой имеет решающее значение для любой 3D-печати FDM. В первую очередь он образует базовую основу, на которую укладываются последующие или верхние слои.
Было бы полезно добиться идеального прилегания платформы принтера.
В противном случае плохая адгезия первых нескольких слоев приведет к тому, что 3D-печать сместится с рабочей пластины, что приведет к деформации PETG.
Температура платформы с подогревом/печатной платформы
Если нагреваемый стол вашего 3D-принтера сильно нагревается, будьте осторожны, так как это может привести к деформации печати.
Раскаленный печатный стол заставляет тяжелые верхние слои сжимать нижние слои. При сжатии нижние слои имеют тенденцию провисать и вытекать наружу, что приводит к деформации.
Отрегулируйте температуру печатной платформы до оптимальных значений, чтобы получить наилучшее качество печати без подъема оттиска.
Примечательно, что температура перехода PETG в стеклянный слой составляет 70-80 градусов Цельсия. Таким образом, не нагревайте кровать с подогревом за пределами этого диапазона температур.
Температура сопла
Температура сопла играет жизненно важную роль в уменьшении коробления. Помните, что лучшая адгезия — это решение номер один для проблем с короблением.
Как вы думаете, почему пользователи часто забывают о калибровке температуры печати сопла?
Пользователи 3D-принтеров забывают откалибровать температуру печати сопла, потому что печать с перегретыми нитями более удобна. Повышает адгезию слоев, помогая предотвратить деформацию.
Примечательно, что датчик температуры экструдера работает аналогично охлаждающим вентиляторам. Настройки охлаждения заставляют сопло снизить температуру расплавленной нити PETG.
Что еще более важно, низкая температура экструдера снижает адгезию печатного стола. И наоборот, высокие температуры сопла делают пластик жидким и в процессе улучшают адгезию слоя.
Влажная нить PETG
Большинство нитей для 3D-печати гигроскопичны, то есть они впитывают влагу из-за температуры окружающей среды. Нити пьют воду на разных уровнях, а PETG остается в середине пачки.
Нить PETG не впитывает слишком много воды. Однако влага в нити отрицательно влияет на качество печати.
Что еще более важно, влажные области нити PETG вызывают многочисленные проблемы печати с деформацией, возглавляющей список.
Высокая скорость печати
Высокая скорость печати является основной причиной деформации 3D-печати. Примечательно, что более медленная печать дает принтеру время для выделения избыточного тепла. Это приводит к охлаждению объекта печати, даже если это устраняет искажения.
Напротив, быстрая печать не позволяет принтеру выделять тепло. Таким образом, объект печати остывает равномерно, вызывая деформацию.
Игнорирование использования корпуса
Если вы хотите, чтобы область печати оставалась теплой, используйте кожух. Это может быть простая картонная коробка, при условии, что она поможет вам поддерживать однородную температуру вокруг подогреваемой кровати.
Таким образом, он помогает печатным объектам охлаждаться равномерно, устраняя вероятность деформации печати PETG. Поэтому, если вы не используете корпус в некоторых 3D-принтерах, у вас возникнут проблемы с подъемом углов при печати.
Как остановить подъем PETG?
Используйте корпус принтера при 3D-печати
Если вы хотите добиться нулевой деформации в процессе 3D-печати, используйте корпус 3D-принтера. Камера с подогревом помогает 3D-принтеру избежать перепадов температуры вокруг платформы для печати.
Если вы поддерживаете температуру поверхности сборки неизменной, вы позволяете 3D-печати остывать равномерно. Важно, что он не деформируется.
Во время печати будет полезно использовать корпус, так как он обеспечивает безопасность, защиту от пыли, шума и токсичных паров.
Отрегулируйте температуру кровати с подогревом
Если вы повысите температуру кровати, вы предотвратите деформацию PETG. Как это происходит? Повышение температуры печатной платформы контролирует быстрое изменение температуры. При этом он помогает равномерно распределять тепло по модели.
Не забывайте соблюдать требования производителей пластика PETG к температуре нагреваемого слоя в пределах 70–80 градусов Цельсия.
Используйте клей на рабочей пластине
Движения объектов 3D-печати вызывают усадку материала, что приводит к деформации. Поэтому, чтобы избежать деформации, нанесите на печатную платформу подходящий клей, чтобы приклеить на нее объект печати.
Кроме того, на рынке имеется множество подходящих клеев, которые можно использовать на поверхности печатной платформы.
- Клей-карандаш
- Синяя малярная лента
- Поверхность кровати из полиэтилена
Отключить охлаждение для первых нескольких слоев
Если вы не хотите, чтобы в процессе печати возникали проблемы с короблением, обязательно отключите систему охлаждения для первых нескольких слоев.
Снизьте настройки охлаждения, чтобы замедлить процесс охлаждения. Кроме того, вы можете изменить высоту слоя принтера, чтобы вентилятор принтера работал с обычной скоростью непосредственно в настройках Cura.
Важно отложить запуск вентиляторов, если вы заметите скручивание печати на раннем этапе.
Выровняйте свою платформу сборки
Давление, вызванное быстрым охлаждением и усадкой материала, приводит к деформации краев печати. Лучший способ устранить деформацию — использовать плоскую и выровненную платформу для печати при 3D-печати.
Хорошо выровненная рабочая платформа улучшает сцепление материала с рабочей пластиной. Добавьте клеи, такие как клей-карандаш, на плоскую печатную платформу, и вы готовы к 3D-печати, не беспокоясь о скручивании отпечатков.
Какие проблемы возникают при подъеме в 3D-печати?
Подъем 3D-печати вызывает серьезные проблемы с качеством из-за мгновенных или быстрых изменений температуры на платформе сборки.
Он изменяет размер объекта печати, так что вещь может не служить предполагаемой цели.
Кроме того, это негативно влияет на общее качество печати, поскольку вы получаете низкокачественную печать.
Решение для подъема углов PETG за 9 простых шагов
- Выровняйте печатную платформу, отрегулировав смещение по оси Z.
- Нанесите слой клея ПВА на рабочий стол, чтобы распечатать объект и приклеить его.
- Используйте полоски малярного скотча, чтобы упростить очистку.
- Увеличьте площадь поверхности, добавив поля. Это также улучшает сцепление печати с рабочей пластиной.
- Прикрепите мышиные уши к уголкам печати.
- Предотвратите колебания температуры в помещении, закрыв двери и окна.
- Если вы заметили скручивание отпечатков, выключите охлаждающие вентиляторы для первых нескольких слоев.
- Уменьшите скорость печати и температуру сопла.
- Используйте нагретую печатную платформу, чтобы выровнять температуру.
Заключение
Деформация или подъем 3D-печати по углам происходит из-за мгновенных и быстрых изменений температуры вокруг платформы для 3D-печати. Кроме того, усадка материала вызывает деформацию .
Чтобы избежать коробления печатной детали, лучше всего избегать резких перепадов температуры в зонах вокруг печатной платформы и избегать усадки материала.
3D печать
- Как сварить магний TIG:6 простых шагов
- Проблемы с выравниванием кровати Ender 3; Как их исправить!
- Ender 3:как печатать через USB (без SD-карты)
- На сколько хватит 1 кг нити для 3D-принтера?
- Протекает сопло 3D-принтера:как это исправить!
- Чрезмерное выдавливание (скручивание) на углах:как легко это исправить!
- Как предотвратить и устранить прилипание нити 3D к соплу
- Как сделать 3D-модель из изображения за 5 простых шагов
- Как починить автомобильный кондиционер за несколько шагов
- Как застраховать машину за пять простых шагов