


3D-принтер пропускает слои! Руководство о том, как это исправить!
Независимо от марки принтера, все пользователи 3D-принтеров в какой-то момент сталкивались с этой конкретной проблемой. В этой статье анализируются различные факторы, которые могут вызвать указанную проблему, и решения в каждом случае.
Как пользователи могут решить проблему пропуска слоев? Как правило, это механическая проблема, и ее можно решить и даже предотвратить с помощью нескольких простых настроек и хорошего обслуживания.
Как узнать, пропускает ли 3D-принтер слои?
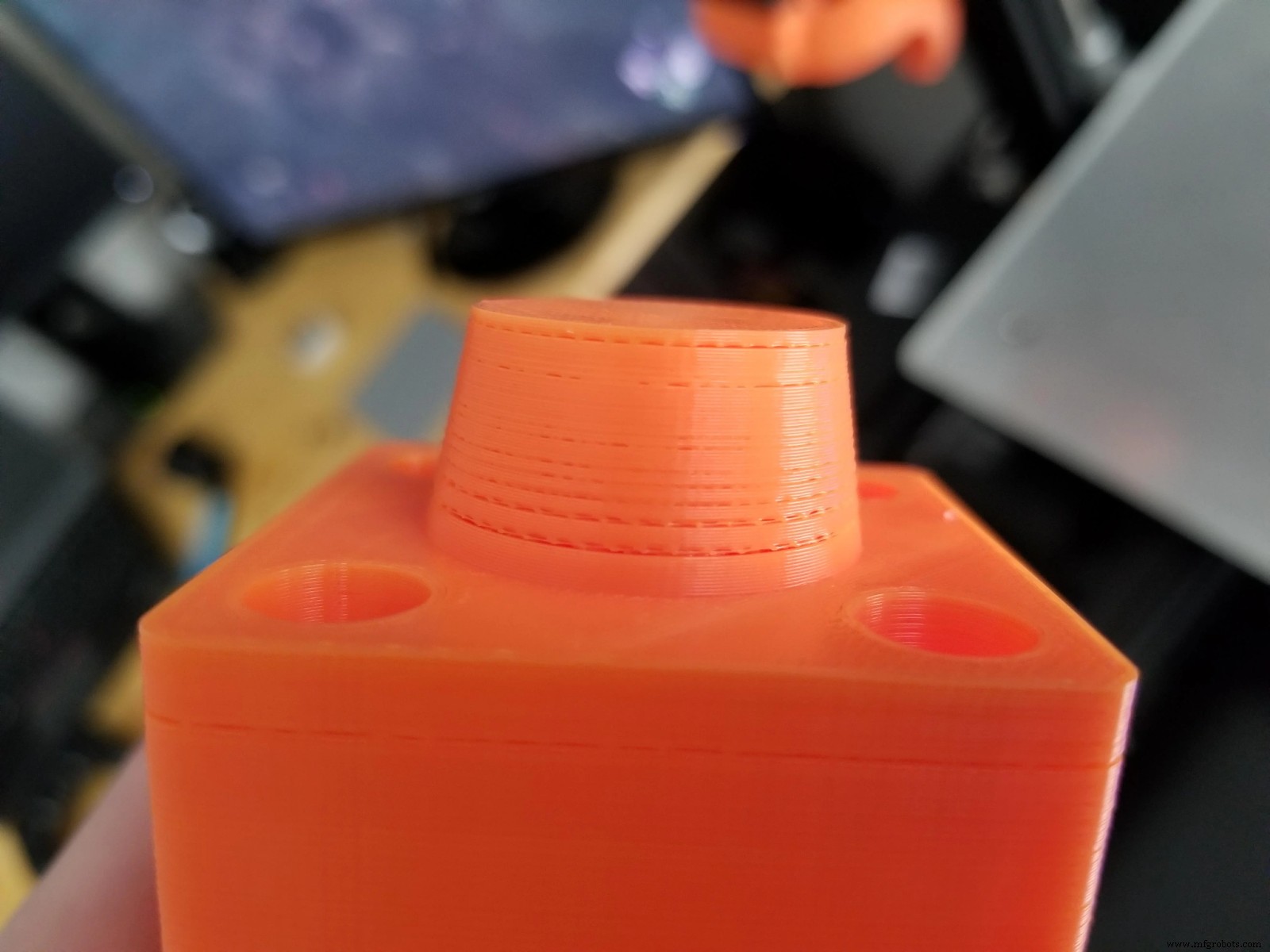
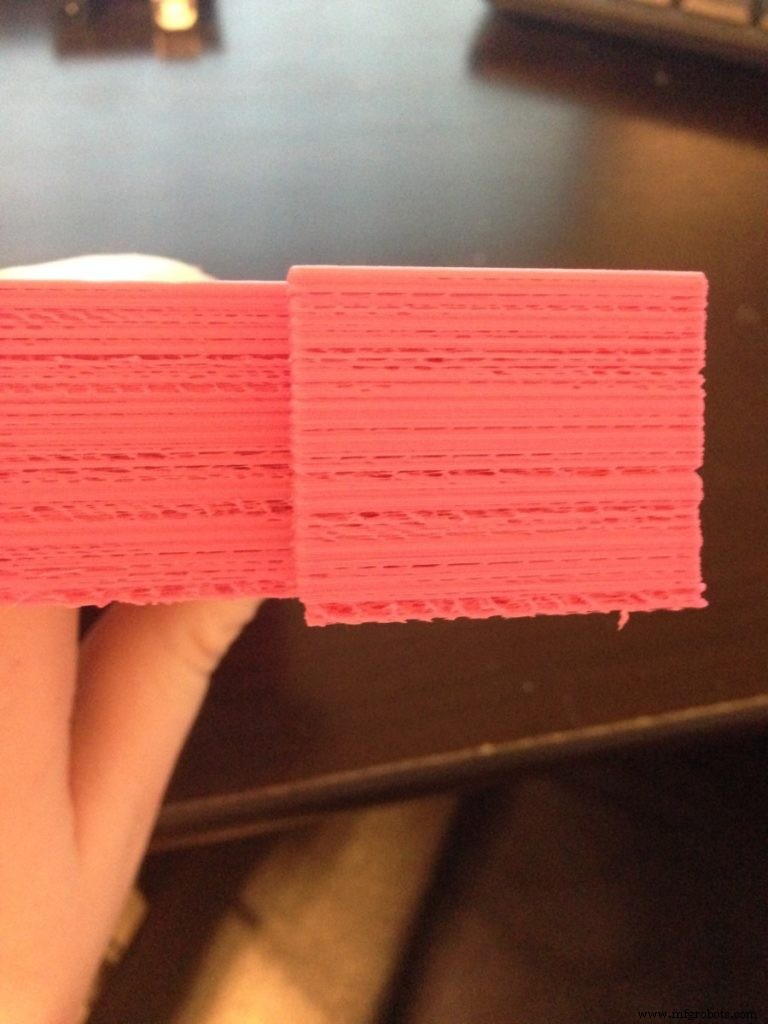
Когда возникают проблемы с пропуском слоев, некоторые слои с недостатком материала или неравномерным и скудным потоком можно наблюдать в деталях, как показано на изображениях ниже. Таким образом, куски имеют плохой и даже хрупкий вид.
Каковы причины и как решить проблему?
Есть много факторов, которые могут вызвать такие проблемы. Как правило, отсутствие слоя или пропуск слоя обычно происходит из-за механической проблемы. Решения от самых общих до некоторых более конкретных для устранения указанной проблемы описаны ниже.
Начните с технического обслуживания
Важно научиться выполнять механическое обслуживание принтера, чтобы предотвратить неудобства в будущем и, таким образом, продлить срок службы его элементов. Как это происходит с любой машиной, детали изнашиваются из-за частого использования, некоторые винты ослабевают, смазанные детали высыхают и т. д.
Выполните техническое обслуживание, выполнив несколько простых шагов:
Затяните все гайки и винты
Вибрации из-за постоянного движения являются причиной ослабления винтов и гаек. Если винты принтера не затянуты должным образом, могут наблюдаться небольшие перекосы по некоторым осям, а также по ремням, в том числе перекосы.
Как это сделать
Для этой задачи потребуются шестигранные ключи и плоскогубцы или гаечные ключи размером с гайку.
Просто проверьте и затяните все винты с помощью соответствующего шестигранного ключа. Если винт сквозной, а гайка находится за ним, придерживайте гайку плоскогубцами или гаечным ключом, чтобы она не проворачивалась ложно при затягивании винта.

В некоторых случаях целесообразно заменить обычные гайки самотормозящимися гайками. Внутри они сделаны из материала, который работает как тормоз, поэтому они не расшатываются при вибрациях.

Также важно правильно натянуть ремень каретки. Как правило, принтеры имеют ручную систему затяжки. Для этого ослабьте винты, ослабив натяжение ремня. Затем, удерживая конец ремешка рукой, натяните его, чтобы получить хорошее натяжение, и снова затяните винты.

Для принтеров Ender или аналогичных принтеров также важно затянуть эксцентриковые гайки подшипников с помощью гаечного ключа, как показано ниже.

Проверить, не выровнены ли стержни и опоры
Как это сделать
В некоторых принтерах движение по оси Z осуществляется двумя двигателями, работающими одновременно с резьбовыми шпильками. Важно, чтобы оба конца были на одной высоте. Это можно сделать, измерив каждый конец линейкой и увеличив высоты до тех пор, пока они не станут одинаковыми.
В таких принтерах, как Enders, такой тип смещения менее вероятен, поскольку конструкции на концах каретки образуют квадрат.
Убедитесь, что сопло не засорено (это создает низкий поток при экструзии)
Когда сопло частично забито, экструзионный поток неравномерен. Это приводит к недостатку материала в слое. Это может произойти из-за разных факторов:
- Частицы, попавшие в сопло из-за инородных тел внутри нити накала;
- Засорение из-за неправильной настройки отвода;
- Частицы, оставшиеся от других менее распространенных материалов (углеродное волокно, нити, смешанные с древесиной и т. д.), от которых новая нить не избавится полностью;
- Сгоревшие остатки нити.
Все эти отходы налипают на стенки сопла и уменьшают расход. Это известно как недоэкструзия.
Нити хорошего качества подходят для предотвращения попадания инородных тел в материал и, таким образом, предотвращения засорения. Некачественно изготовленные нити также имеют несоответствие диаметра, что приводит к засорению, если диаметр больше, или плохому потоку, если диаметр меньше стандартного.
Как почистить сопло
Наиболее часто используемый метод описан ниже. Требуется игла диаметром сопла (Этот комплект обычно идет в комплекте с принтером).
- Нагрейте хотэнд до температуры нити накала. Например, для PLA при температуре от 410°F до 446°F.
- Введите иглу через клюв, совершая движения внутрь и наружу.
- Выньте иглу и вручную протолкните нить.
Если с помощью вышеуказанного метода не удалось разблокировать сопло, следующий метод очистки, который называется «Атомный метод или метод холодного вытягивания», состоит из:
- Нагрев хотэнда до рабочей температуры материала и удаление используемой нити.
- Вставляем PLA и немного выдавливаем его.
- Охлаждение хотэнда примерно до 194 °F.
- Вытягивание нити сильным движением.
При извлечении материала можно наблюдать отходы, прилипшие к наконечнику. Эти шаги необходимо повторять столько раз, сколько необходимо, пока наконечник не выйдет чистым. На изображении ниже видно, как уменьшается извлечение отходов при последовательном повторении этих шагов.

Еще одним важным фактором, который необходимо проверить, является состояние трубки из ПТФЭ внутри хотэнда. Это нормально, что трубка сгорает или изнашивается по мере использования, что также приводит к засорению, как показано на следующем рисунке. Просто замените тефлон на новый, убедившись, что он хорошо сидит в сопле.

Убедитесь, что на зубчатом колесе нет отходов из-за износа нити. Если на материале есть пыль, удалите ее щеткой.

Важным фактором является то, как вращается катушка с нитью. Форма катушки зависит от производителя нити, и в некоторых случаях центральное отверстие катушки намного больше, чем опора на принтере. При печати двигатель экструдера в конечном итоге тянет за нить, что может привести к неправильной подаче материала в хотэнд. Чтобы катушка располагалась точно по центру, пользователи могут напечатать такой адаптер:


Посмотрите следующее видео, в котором показаны вышеупомянутые процедуры:
При необходимости смажьте все детали
Как это сделать
Если в принтере используются гладкие стержни и линейные подшипники, важно правильно смазать стержни, предварительно удалив старую смазку изопропиловым спиртом. Не используйте WD-40 в качестве смазки, так как она очень быстро высыхает, вызывает сильное трение и повреждает подшипники. Подходящие смазочные материалы имеют тефлоновую (ПТФЭ) основу. Также важно смазывать подшипники и резьбовые стержни оси Z.
Выровняйте кровать
Хорошее выравнивание платформы необходимо для правильного начала печати. Калибровку кровати можно выполнить вручную, затянув пружинные винты на концах кровати, или автоматически с помощью датчиков. Эти датчики могут скорректировать небольшие неровности, которые невозможно исправить вручную, особенно если поверхность станины большая (более 9,84 × 9,84 дюйма) или если станина имеет заводские дефекты.
Как это сделать
Если в принтере нет датчика автовыравнивания, необходимо выполнить следующие простые действия с помощью листа бумаги:
- Привести все оси к началу координат
- Отключите двигатели для перемещения по осям X и Y вручную.
- Отведите печатающую головку в угол и поместите лист бумаги между соплом и станиной.
- Двигайте винт в этом углу, затягивая или ослабляя его, и одновременно перемещайте бумагу, чтобы почувствовать легкое трение.
- Повторите этот шаг во всех углах.
- Наконец, проверьте в разных точках кровати, хорошо ли она выровнена.
Чтобы убедиться, что он правильно откалиброван, сделайте быструю печать, разместив круги или квадраты в разных точках платформы, например:
Ender 3 Level Test – Thingiverse
Прочтите следующую статью, где эти шаги объясняются более подробно при использовании бумаги и листов особой толщины.
Настройки слайсера
Программное обеспечение для нарезки состоит из разделения 3D-модели для печати на срезы или слои с использованием параметров настройки, установленных пользователями. Таким образом они создают файл с командами (gcode), который читает принтер. Это указывает движения, которые должна выполнять каждая ось, а также температуры, скорости и т. д.
Вот некоторые настройки, которые могут решить эту проблему пропуска слоев.
Настроить скорость потока
Поскольку не все нити имеют одинаковый диаметр или материал, необходимо отрегулировать параметр потока. По умолчанию поток в слайсерах установлен на 100 %, но в целом скорость потока составляет от 90 % до 110 %.
Как это сделать
Для калибровки требуется линейка или штангенциркуль и маркер.
- Подогрейте хотэнд до рабочей температуры.
- С помощью линейки отмерьте 4,33 дюйма на нити вверх от места введения печатающей головки и сделайте отметку маркером.
- Медленно выдавите из дисплея 3,93 дюйма.
- Снова измерьте линейкой и запишите расстояние между началом головы и отметкой. Если мера:
- a) Равен 0,39 дюйма:расход правильно откалиброван!
- b) Менее 0,39 дюйма:поток больше, чем должен быть. Это называется чрезмерной экструзией.
- c) Больше 0,39 дюйма:расход меньше, чем должен быть. Это называется субэкструзией.
Если указанное измерение не равно 0,39 дюйма, его можно легко исправить путем суммирования. Необходимо знать величину шагов двигателя экструдера; обычно это получается из дисплея («Управление> Движение> Экструдер»).
Новый расход [%] =(Количество шагов [шагов/дюйм] x 3,93 дюйма) / (4,33 дюйма – измерение)
Это новое значение, установленное в слайсере.
Другой способ калибровки скорости потока — распечатать тестовый образец и измерить определенные углы штангенциркулем, как показано в следующем руководстве:Лучший метод калибровки скорости потока! от petrzmax – Thingiverse
Настройка разрешения (толщина линии)
Максимальная высота слоя ограничена диаметром сопла. Как правило, его принимают на 20 % меньше диаметра сопла. Например, для сопла диаметром 0,015 дюйма максимальная высота слоя составляет 0,012 дюйма. Таким образом обеспечивается хорошее сцепление между слоями без зазоров между ними.
В некоторых принтерах есть так называемые «магические числа», которые представляют собой высоту слоя, при которой этот конкретный принтер работает лучше всего. На самом деле эти цифры не такие уж и магические, а определяются шагом резьбовых стержней, расположенных по оси Z.
Для принтеров Ender рекомендуемый шаг между слоями составляет 0,0015 дюйма. Например:0,0031, 0,0047, 0,0062, 0,0078, 0,0094 дюйма.
Как это сделать
Для установки этого параметра необходимо настроить параметр «Высота слоя».
Другие не очень распространенные причины
Деформированная кровать
Среди пользователей Ender было зарегистрировано несколько случаев коробления кроватей. Сколько бы пользователи ни калибровали его вручную, они всегда найдут части станины, где нить не прилегает должным образом к станине.
Как это исправить
В этих случаях лучше всего установить датчик автоматического нивелирования и задать точки калибровки в прошивке.
Найдите пошаговые инструкции в следующем видео о том, как выполнить эту настройку.
Нить накала оборвана или перебита зубьями шестерни экструдера
Когда сопло забито, материал не течет должным образом. Редуктор двигателя экструдера снижает его тягу. Таким образом, если материал не может быть протолкнут правильно, шестерня съедает нить, что приводит к потере сцепления.
В других случаях давление, оказываемое зубчатой системой на нить, очень велико и деформирует ее.
Как это исправить
Чтобы решить первый случай, засорение сопла необходимо очистить, как описано выше.
Во втором случае достаточно лишь ослабить натяжение шестерен, что обычно происходит за счет винта и пружины. Давление должно быть достаточным, чтобы вытянуть нить, не деформируя ее. Простой способ определить, правильно ли он затянут, — выдавить материал и вытащить нить вручную. Если шестерня прыгает, значит, ее еще нужно немного подтянуть.
3D печать
- Как:изменение наконечника 3D-принтера на вашем Stratasys
- Как подключить Ender 3 к WiFi:полное руководство!
- Проблемы с выравниванием кровати Ender 3; Как их исправить!
- На сколько хватит 1 кг нити для 3D-принтера?
- Протекает сопло 3D-принтера:как это исправить!
- Двойной экструзионный заполнитель с перекрытием и просачиванием; Как исправить!
- Чрезмерное выдавливание (скручивание) на углах:как легко это исправить!
- 3D-принтер не подает нить:как решить эту проблему!
- Не работает шаговый двигатель 3D-принтера:починим!
- Как предотвратить и устранить прилипание нити 3D к соплу