


Ender 3 (Pro, V2) лучшие настройки поддержки; Полное руководство
В 3D-печати каждый новый слой нуждается в чем-то внизу, к чему можно приклеиться, это может быть либо кровать, либо предыдущий слой. Как правило, было бы лучше спроектировать деталь с учетом этого ограничения, но есть поддержка, когда это невозможно.
Поддержек обычно избегают, потому что они требуют больше материала, увеличивают время печати и их трудно удалить. Но бывают ситуации, когда поддержки не избежать или они улучшают конечное качество печати. С хорошо настроенным профилем слайсера результаты могут быть ошеломляющими и с минимальными усилиями по постобработке.
Я буду вдаваться в подробности, но если вы спешите, ниже приведены настройки поддержки, которые помогут вам начать работу с Ender 3 Pro/v2:установите структуру поддержки на «Нормальный». ", размещение опоры "соприкасается с рабочей пластиной", угол свеса от 45º до 60º, плотность опоры до 20 %, расстояние по оси Z до 0,2 мм и расстояние по осям X/Y до 0,6 мм.
В следующих разделах я рассмотрю каждый из них и подробно обсужу, для чего они хороши, и эвристики, которые вы можете использовать для их изменения. Кроме того, я рассмотрю несколько дополнительных настроек, которые нельзя оставлять без изменений.
Если вы не хотите проходить через все пробы и ошибки, которые мы сделали, чтобы найти идеальные настройки для создания высококачественных отпечатков на вашем Ender 3, обязательно ознакомьтесь с нашими собственными профилями Cura, созданными специально для вас. для серии принтеров Ender 3 (вы можете получить их все всего за 7 долларов США).
Что такое опоры и почему мы их используем?
Опоры — это напечатанные конструкции, не являющиеся частью 3D-модели, созданные для предотвращения печати в воздухе. Опоры могут быть созданы слайсером автоматически или смоделированы заранее при проектировании детали. Затем эти структуры должны быть удалены из детали при постобработке. Принтеры с двумя экструдерами могут печатать на носителях, растворимых в воде или растворителе, но они имеют другой набор правил и настроек, которые не будут обсуждаться в этой статье.
Различные типы опор (Обычные или Древовидные)
Автоматически генерируемые опоры могут быть как простыми конструкциями из линий или сетки, так и более сложными конструкциями с древовидными ветвями. Решение о выборе одного над другим не всегда ясно, но для плоских или квадратных моделей обычные опоры должны работать хорошо, а для более органических фигур опоры деревьев оставят лучшую поверхность после удаления. Оба сильно зависят от того, как они сконфигурированы, но в основном обычные опорные конструкции обычно можно раздавить или вырвать, а опоры деревьев, как правило, более прочные. Поддержки деревьев значительно увеличат время нарезки, поэтому вам придется набраться терпения при работе с более крупными моделями.
Различные модели поддержки
У слайсеров есть много разных моделей поддержки для обычных опор, но они сводятся только к двум категориям:прочные и хлипкие. Чересстрочные структуры, такие как узор сетки, прочны и отрываются как одно целое после завершения печати, а иногда они вообще не отрываются, потому что они были установлены неправильно. С другой стороны, непрочные структуры, такие как линии, зигзаги или концентрические узоры, можно раздавить. Уборка более грязная, но они всегда выходят так или иначе. Ни один из них не подходит для каждой модели, и в основном это вопрос вкуса и доступных инструментов.
Самым разумным первым предположением было бы использование хрупких структур, потому что они печатаются быстрее и используют меньше материала. Тем не менее, если структура слишком хлипкая, она выйдет из строя и испортит ваш отпечаток. Есть и другие настройки, чтобы сделать вашу поддержку более надежной. Попробуйте включить опорную кромку или увеличить количество опорных стен до 1.
Что такое «Размещение поддержки»
Параметр «Размещение поддержки» позволяет вам решить, будут ли опоры размещены везде или только те, которые касаются рабочей пластины. При выборе «везде» автоматические поддержки могут запускаться на печатаемой модели. Это означает, что при удалении опор у вас будет дополнительная поверхность для очистки.
Если вы не хотите, чтобы опоры начинались на модели, вы можете выбрать «касание рабочей пластины», и слайсер будет создавать опоры только там, где у него есть свободное место на рабочей пластине прямо под ней. Это лучше для очистки, но может оставить неподдерживаемые части, которые не будут правильно печататься. Последний вариант — переключиться на «поддержки деревьев», которые будут запускаться только на сборочной платформе, но будут расширять ветви везде, где это необходимо.
Плотность поддержки
Плотность поддержки относится к количеству строк, которые будут напечатаны, чтобы составить структуру поддержки, как и при заполнении. Слишком плотный, и опоры будет труднее удалить, используйте больше материала и печатайте дольше. Слишком разреженный, и объект может плохо поддерживаться или даже поддерживаться вообще. Хорошее место для начала — 20%. Необходимо проверить на «представление слоев », чтобы увидеть сгенерированные поддержки. С помощью этого представления вы сможете иметь четкое представление о том, какой получится отпечаток и насколько сложной будет последующая очистка.
Что такое выступы и мосты и как они ограничивают печать?
Когда принтер пытается печатать элементы с консолью, что происходит, пластик выдавливается в воздухе и имеет тенденцию скручиваться или провисать. Эти элементы называются выступами и могут быть напечатаны до точки с правильной скоростью экструзии и охлаждением.
Мост также является особенностью 3D-модели, и он также включает печать в воздухе. На этот раз есть еще одна опорная точка на прямой линии, где заканчивается движение печати. Если точки крепления расположены достаточно близко и имеется достаточное охлаждение, пластиковая нить остается почти горизонтальной. Всегда есть некоторое провисание, но во многих случаях это может быть нормально.
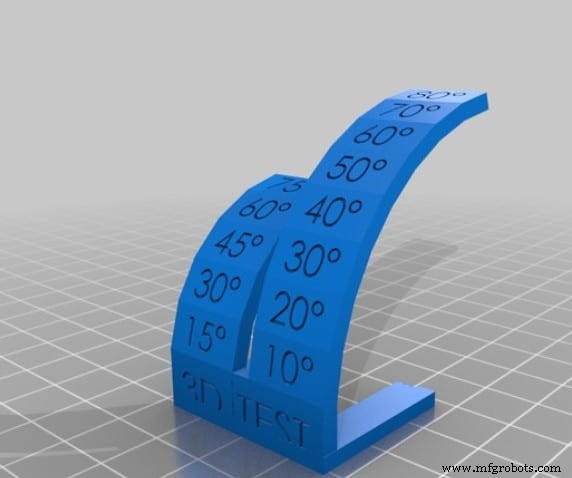
Распечатайте тест выступа и соединения
Для того, чтобы узнать о выступающих частях вашего принтера и возможностях перемычек, существуют модели, предназначенные для их проверки. Огромное сообщество провело множество тестов, но здесь вы найдете две простые модели, которые являются хорошим началом.
То, что вы узнаете с помощью тестов, обычно можно улучшить, настроив профиль среза.
#1Тест перекрытия с выступом
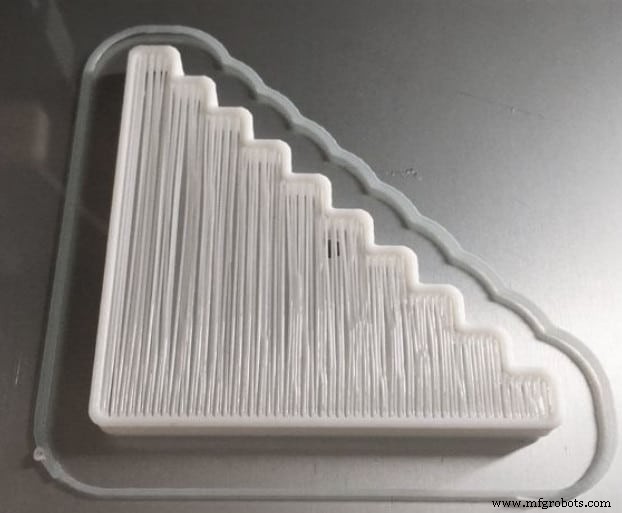
Испытание на нависание №2
Угол свеса, перемычки и способы их улучшения
Большинство принтеров могут работать с углом свеса 45º, Ender 3 может достигать 60º при правильных настройках. Успех моста зависит от того, насколько большой прогиб вы готовы принять. До 5 мм вы, вероятно, добьетесь успеха. Более того, вам следует подумать о том, чтобы уделить время настройке принтера или использованию поддержки. Из некоторых нитей можно сделать мосты 150 мм.
Лучшее охлаждение может привести к лучшим выступам и перемычкам. Убедитесь, что вы включили вентилятор на 100%, чтобы получить наилучшие результаты в PLA и PETG. Для других полимеров, таких как ABS, это может привести к расслаиванию, поэтому будьте осторожны.
Снижение температуры печати до 5 или 10 ºC также может помочь при выступах и перемычках, но это также повлияет на адгезию слоев. Если вам нужны прочные детали, старайтесь не слишком сильно снижать температуру экструзии.
Наконец, есть скорость экструзии. При небольшой недоэкструзии мосты и выступы будут иметь лучшее качество, но, как и при экструзии, температурная адгезия слоя также будет затронута, и вы можете начать видеть части, в которых отсутствует пластик. Вы можете поиграть со скоростью потока в слайсере, уменьшая ее каждый раз на 1-5% и увидеть результаты.
Что такое расстояние поддержки Z и расстояние X/Y?
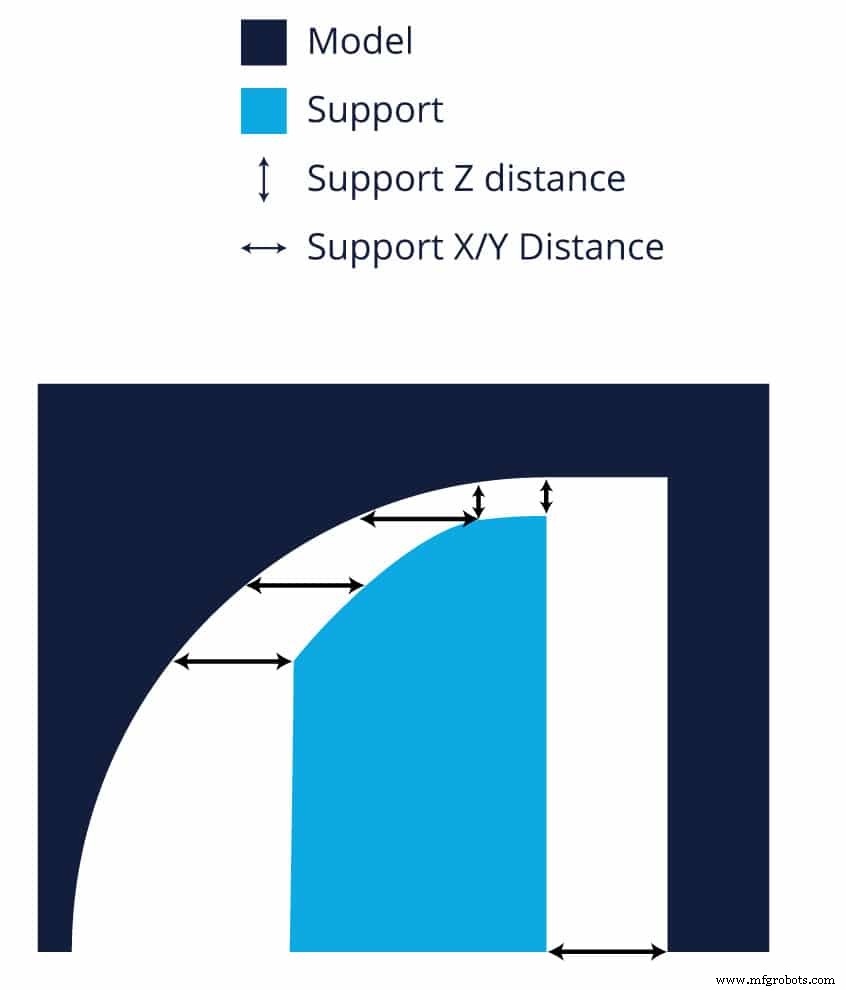
После того, как структура поддержки напечатана, машина должна оставить зазор перед печатью следующего слоя, чтобы он не прилипал слишком хорошо. Это облегчает процесс удаления, но оставляет некоторую шероховатость на контактной поверхности. Этот зазор называется расстоянием по Z, и рекомендуется, чтобы он измерял как минимум один или два слоя. 0,2 мм обычно является стандартом, но если высота слоя намного меньше или больше, вам следует изменить это значение. Чем больше зазор, тем легче его удалить, но и хуже контактная поверхность.
С другой стороны, расстояние X/Y не так чувствительно. Это зазор, который оставляет слайсер в направлениях X и Y, чтобы опоры не касались модели. Значение 0,6 мм или 0,7 мм должно быть приемлемым. Если у вас возникли проблемы с отсоединением опор, вы можете сделать их больше.
Когда вам нужна поддержка? (правила 45° и 5 мм)
Существует два правила для выступов и перемычек, которые обычно используются при проектировании деталей для 3D-печати и при нарезке.
- Если угол свеса превышает 45º, возможно, потребуются опоры.
- Если мост больше 5 мм, вероятно, потребуется поддержка.
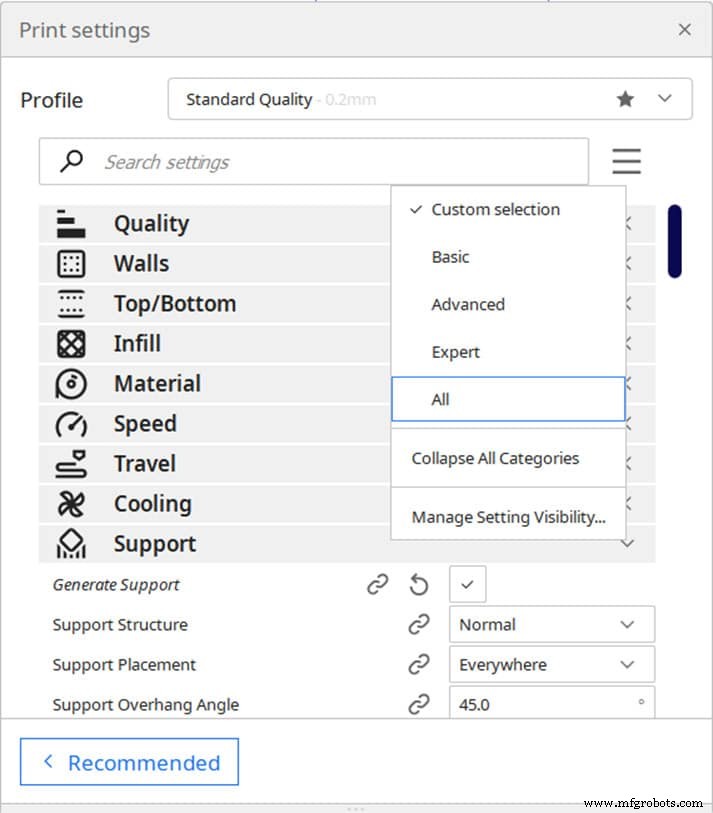
Как получить доступ к настройкам поддержки в Cura
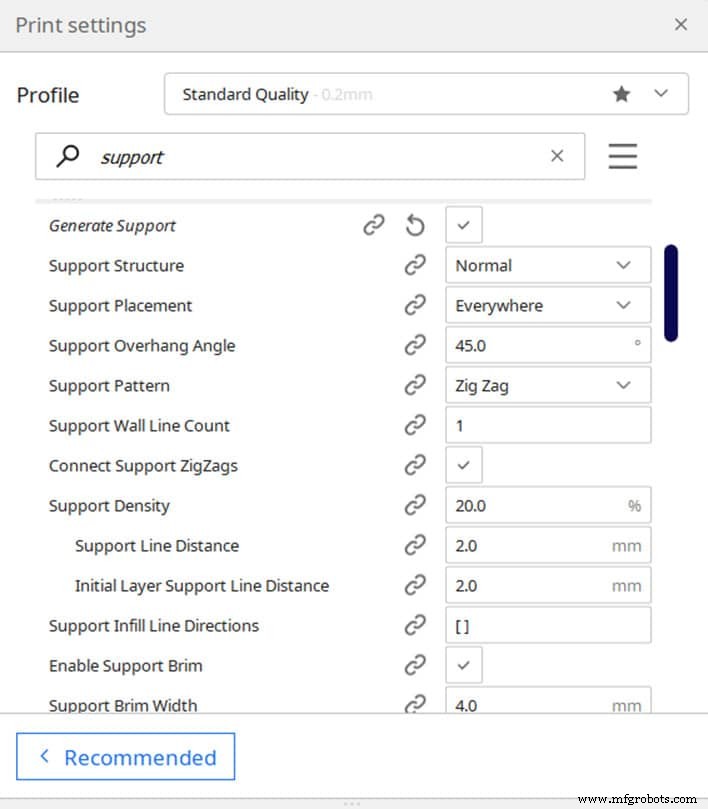
Чтобы получить доступ к настройкам поддержки, вы должны нажать на значок гамбургера. Все настройки из этой статьи должны быть доступны при выборе «Дополнительно» в раскрывающемся меню, за исключением опор деревьев, которые можно найти в разделе «Экспериментальные» с выбранным «Эксперт».
Идеальный вариант поддержки для Ender 3
- Вспомогательная структура:обычная
- Размещение поддержки:"Касание рабочей пластины"
- Угол выступа опоры:45 – 60 º
- Шаблон поддержки:зигзаг
- Плотность поддержки:20 %
- Расстояние по оси Z:0,2 мм
- Поддержка расстояния X/Y:0,6 мм
- Включить опорную крышу
- Включить опорную кромку
Если вы не хотите проходить через все пробы и ошибки, которые мы сделали, чтобы найти идеальные настройки для создания высококачественных отпечатков на вашем Ender 3, обязательно ознакомьтесь с нашими собственными профилями Cura, созданными специально для вас. для серии принтеров Ender 3 (все они доступны всего за 7 долларов США).
Заключение
Правильная настройка опор может значительно упростить процесс 3D-печати. С 45º и линейкой 5 мм и всего несколькими настройками все будет готово.
Не забудьте использовать режим слоя на слайсере, чтобы проверить опоры!
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Структуры поддержки 3D-печати:полное руководство
- Полное руководство по выбору взрывозащищенного двигателя
- Полное руководство по правильному хранению электродвигателей
- Механический цех с ЧПУ:полное руководство
- Полное руководство по 3D-печати
- Полное руководство по обработанным деталям
- Основы промышленных мокрых тормозов:полное руководство
- Ваш путеводитель по лучшим брендам кранов
- Полное руководство по управлению запасами
- 5-осевая обработка с ЧПУ:полное руководство