


Чрезмерное выдавливание (скручивание) на углах:как легко это исправить!
И начинающие, и опытные энтузиасты 3D-печати должны регулярно сталкиваться с проблемами печати, чтобы наконец получить полезные и красивые отпечатки. Основное различие между обоими типами пользователей заключается в том, что опытные пользователи обычно могут посмотреть на отпечаток и быстро устранить неполадки и определить, что пошло не так и что следует изменить, чтобы решить эту проблему. Как мы узнаем из этой статьи, знание первопричины проблемы — самый сложный и важный шаг.
Давайте перейдем сразу к делу и узнаем, как мы можем решить проблему чрезмерного выдавливания (скручивания) на углах!
Чтобы устранить чрезмерную экструзию или скручивание в углах, рекомендуется снизить температуру экструзии, включить вентилятор слоев на максимальную мощность и увеличить минимальное время на слой примерно до 15 секунд, тем самым снизив скорость движения. на меньших слоях. Скручивание на углах обычно ошибочно принимают за чрезмерное выдавливание, но, в отличие от этой проблемы, проблема возникает только в углах объекта, а не во всей внешней оболочке.
Дифференцируя обе проблемы, можно изолировать проблему и определить, что причина скручивания на углах вызвана не чрезмерной экструзией, а медленным охлаждением нанесенного термопластика.
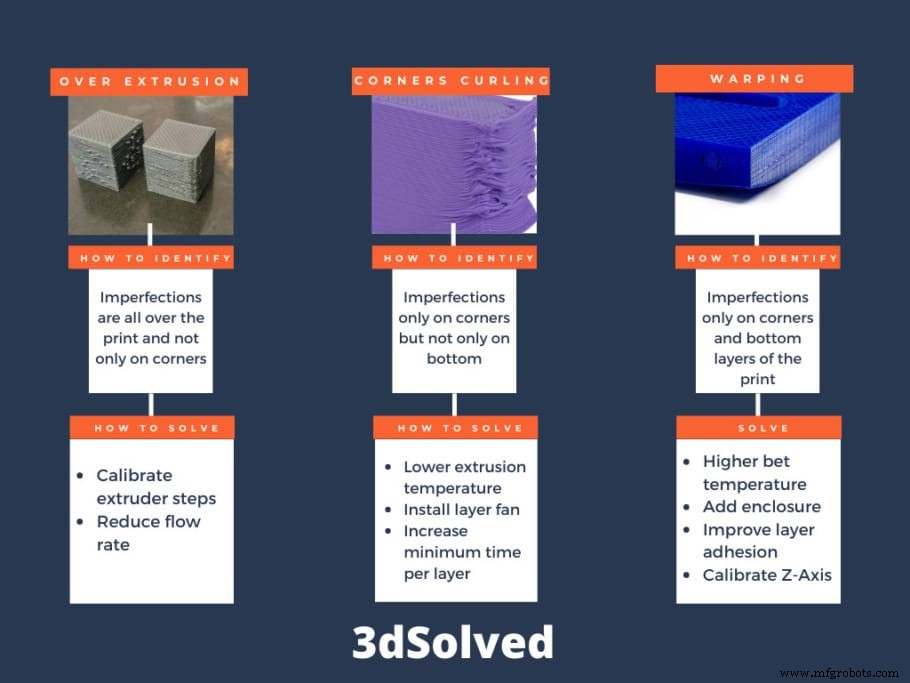
Из-за характера этой проблемы очень легко ошибочно определить причину проблемы. Вот почему я постараюсь помочь вам отличить скручивание на углах от общего чрезмерного выдавливания, а также от деформации на первых нескольких слоях. Начнем!
Скручивание только в углах вместо чрезмерного экструзии везде
Проблема скручивания в углах часто связана с чрезмерной экструзией, хотя это не всегда является причиной. Многие люди пытаются исправить это, изменяя параметры потока, заставляя принтер выдавливать меньше материала, но, хотя иногда это может помочь, это не устраняет скручивание полностью.
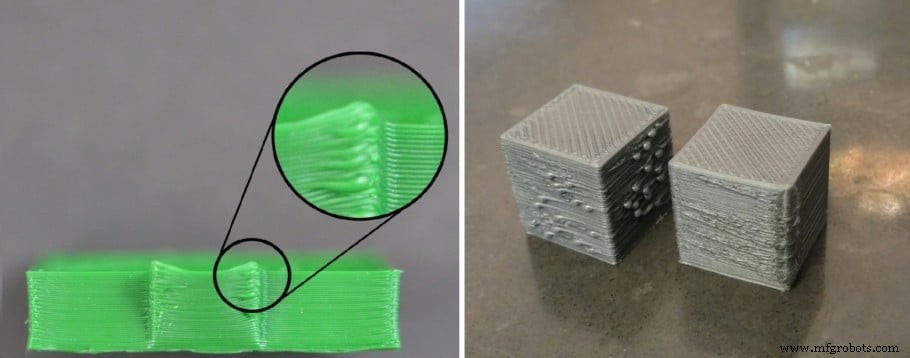
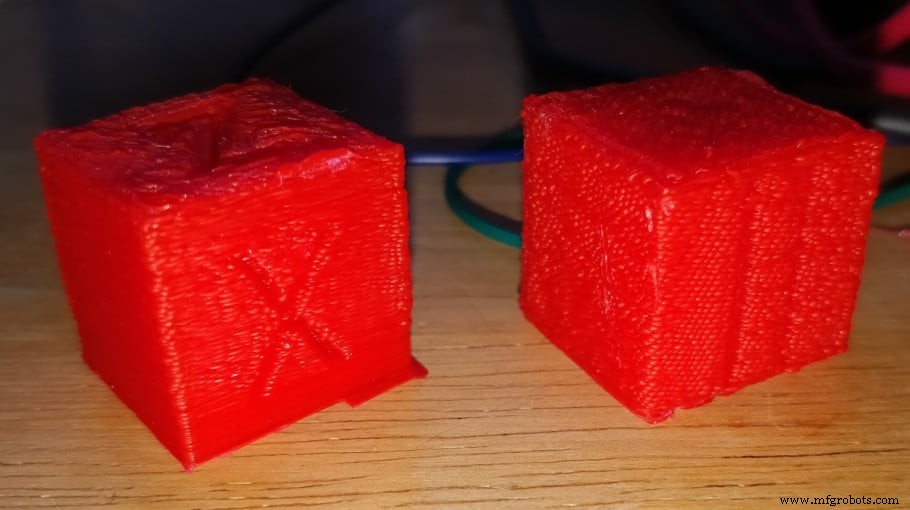
Один из способов определить, в каких случаях скручивание возникает из-за чрезмерной экструзии, - это проверить размер и форму вертикальных стенок объекта. Когда экструдер подает больше материала, чем необходимо, этот дефект можно наблюдать по всей детали, а не только в углах.
Теперь, когда мы знаем, как различать обе проблемы, давайте сосредоточимся на керлинге. Самая большая разница заключается в том, что чрезмерное выдавливание происходит по всему изделию, а скручивание происходит в тех областях, где объекту требуется больший запас материала, например, в острых углах.
Завивка состоит из подъема последнего печатного слоя, который происходит в определенных острых местах. Это происходит из-за того, что материал сжимается при остывании, а области, где материала больше, затягивают углы, заставляя их подниматься.
Проблема постепенно увеличивается на каждом слое, когда экструдер снова проходит через приподнятую область, так как контакт хотенда с загнутым углом вызывает нежелательные деформации по периметру детали.
Хуже всего то, что если пластик свернулся и остыл перед следующим слоем, насадка могла удариться об этот угол и отклеить всю деталь. Также шаговый двигатель мог сбивать шаги и смещать следующие слои отпечатка. Решить эту проблему невозможно, поскольку в 3D-принтерах нет замкнутой системы управления.
Скручивание в углах и деформация
Скручивание легко спутать с искривлением, и хотя у них есть общие черты, их причины и способы их устранения различаются.
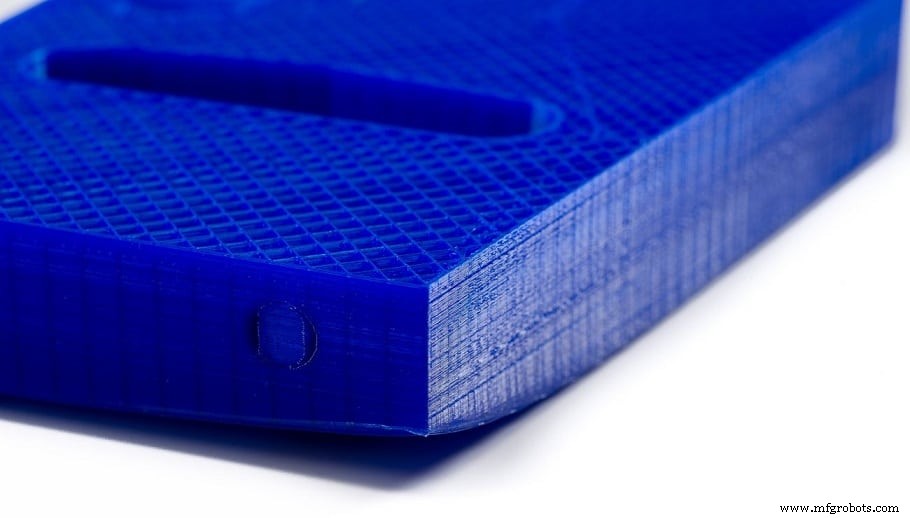
Коробление происходит только у основания детали, потому что это проблема сцепления с нагретой станиной. Это похоже на закручивание, потому что и то, и другое происходит в углах, и чем они острее, тем заметнее будет этот дефект.
Вероятность отрыва детали от станины намного выше, когда происходит коробление и начинает подниматься один из углов объекта. Решение проблемы коробления довольно простое:поднимите температуру нагретого стола или закройте свой 3D-принтер. Потоки холодного воздуха также очень вредны и приводят к деформациям.
Скручивание, с другой стороны, также происходит в верхних слоях, поэтому температура нагретого слоя практически не влияет на эту проблему. Чтобы исправить это, вам придется подумать о других вещах, таких как снижение температуры сопла, установка вентилятора слоя или снижение скорости печати.
Как исправить скручивание на углах
Можно сказать, что скручивание в основном вызвано чрезмерными температурами экструзии нити. Поскольку материал выходит из сопла очень горячим, он остается вялым в течение более длительного времени. Это чрезмерное время в сочетании с усадкой материала приводит к тому, что углы приподнимаются.
По этой причине мы сосредоточимся на температурных параметрах хотэнда, чтобы решить эту проблему окончательно. Чтобы предотвратить скручивание, мы собираемся изменить следующие параметры нашего программного обеспечения для слайсера:
Температура сопла
Много раз, когда у нас возникают проблемы с застреванием или недоэкструзией, некоторые люди рекомендуют повысить температуру печати. Это действие иногда улучшает наши отпечатки, но не решает исходную проблему. Хотя нить течет лучше, у экструдера может быть другая проблема, и мы просто прячем проблему под ковриком, повышая температуру.
В долгосрочной перспективе слишком сильное повышение температуры печати приводит к другим дефектам, таким как скручивание или обгорание внутренней трубки из ПТФЭ. Чтобы этого избежать, мы постараемся использовать как можно более низкую температуру, и таким образом дать меньше времени для усадки материала. Этот тест поможет нам определить оптимальную температуру нашего принтера для определенного типа нити.
Еще один способ узнать, устанавливаете ли вы слишком высокую температуру при печати из PLA, — обратить внимание на яркость ваших отпечатков. Объект становится ярче по мере повышения температуры. Уменьшите его, если изделие выглядит слишком блестящим.
Охлаждение
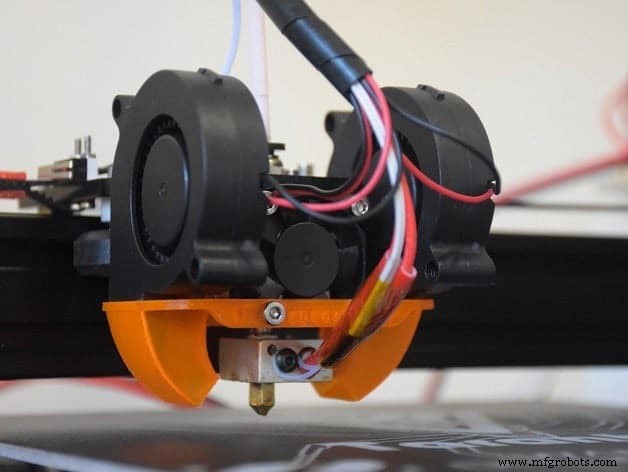
Если на вашем принтере не установлен многослойный вентилятор, пришло время его установить. Этот вентилятор значительно сокращает время охлаждения материала, не позволяя углам изгибаться. Вам просто нужно быть осторожным, чтобы не активировать его во время первых слоев, так как это может привести к деформации.
Эти вентиляторы могут изменять свою скорость во время печати, так как они управляются PWM (импульсным с модуляцией). Эта функция позволяет включать их в любое время и с определенной скоростью.
Одна из вещей, о которой следует помнить при использовании веера слоев, — это его ориентация. Он может быть неправильно расположен, что приведет к охлаждению сопла, что приведет к температурным ошибкам и остановке печати.
Также может случиться так, что из-за ориентации объекта вентилятор слоя охлаждает только одну сторону объекта. Вы можете сказать, так ли это, когда скручивание всегда происходит на противоположной стороне веера слоев. Имеются радиальные воздуховоды, равномерно обдувающие воздух во всех направлениях. Если у вас есть GeeTech i3 Pro B, вам обязательно нужно распечатать и установить этот воздуховод. Вот еще один, который совместим с Tevo Tarantula
Скорость печати
На некоторых небольших кусочках новый слой может начать печатать поверх того, который еще горячий, поэтому он никогда полностью не затвердевает. Чтобы предотвратить это, слайсеры имеют возможность определять минимальное время, необходимое для создания каждого слоя. Таким образом, скорость печати снижается для меньших слоев. Типичное значение составляет около 15 секунд на слой.
Если у вас все еще есть проблемы, связанные со скручиванием, уменьшите скорость печати на 10 мм/с, пока не получите лучшие результаты.
Как исправить чрезмерное выдавливание
Если стены выглядят «забрызганными», как будто материал выпадает из объекта, то вам, скорее всего, придется правильно задать параметры выдавливания.
Эта конфигурация в основном включает калибровку стадий экструдера, чтобы обеспечить точное количество требуемого материала. Процедура очень проста, и в Интернете есть несколько руководств по ее выполнению.
Один простой тест, который вы можете сделать, состоит в том, чтобы нарисовать метки вдоль нити до того, как она будет экструдирована. Затем хотэнд нагревается, и 3D-принтер получает команду выдавить 10 см материала. Если шаги выполнены правильно, следующая отметка, нанесенная на филамент, должна располагаться точно на входе в экструдер (в той же точке, где располагалась предыдущая отметка).
Если эта отметка оказывается внутри экструдера, это означает, что принтер считает, что выдавливает 10 см, но на самом деле выдавливает больше материала (перевыдавливание). Когда это произойдет, излишки отложившегося материала будут сдавливать предыдущий слой и стекать по бокам внешней оболочки объекта, оставляя неприглядный вид.
Еще одним параметром, который необходимо проверить после калибровки шагов экструдера, является скорость потока. Это позволяет увеличить или уменьшить объем подаваемой нити. Это более прямой способ управления потоком, обеспечиваемым экструдером, в зависимости от различной плотности каждого материала. В отличие от ступенчатой калибровки, этот параметр является переменным. Использование в принтере ABS, PLA или TPU отличается, поэтому рекомендуется изменять скорость потока в зависимости от используемого материала. Вы можете использовать этот тест, чтобы быстро отрегулировать скорость потока.
Он содержит инструкции по проведению теста с помощью штангенциркуля или микрометра. Обязательно прочтите их перед началом теста.
Влияют ли эти проблемы на все типы филамента в равной степени?
Есть свойство, общее для всех материалов, используемых в 3D-печати:они расширяются при нагревании и сжимаются при охлаждении. Таким образом, технически любая нить может иметь проблемы с короблением или скручиванием. Разница в том, что не все материалы расширяются и сжимаются с одинаковой скоростью или с одинаковой скоростью.
PLA является наиболее широко используемым материалом в настоящее время, потому что, помимо того, что он дешев, его коэффициент усадки является одним из самых низких, что облегчает печать в более широких условиях, чем большинство нитей. PETG также имеет низкий коэффициент усадки, но для его печати требуется нагретый стол.
Другие пластмассы (такие как нейлон или АБС) дают большую усадку, поэтому использование закрытого принтера практически обязательно, если вы хотите получить приемлемые результаты.
Зачем ABS нужна кровать с подогревом?
ABS — это термопластик, который сильно сжимается при остывании. Без нагревательного слоя, чтобы первые слои оставались теплыми при температуре 90 °C, разница температур вдоль изделия приведет к усадке, которая приподнимет углы изделия.
Деформация ABS очень распространена и ее трудно устранить. Вы можете свести риск к минимуму, правильно выровняв кровать и закрыв принтер. Кроме того, когда ABS скручивается и остывает, он становится тверже, чем PLA, что увеличивает риск потери всего отпечатка, если сопло ударится о предмет.
Имейте в виду, что если нет технических аспектов, требующих, чтобы печать производилась из ABS, большинство ваших проблем могут автоматически исчезнуть при переходе на PLA!
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Наиболее распространенные узкие места в рабочем процессе 3D-печати - и как их исправить
- Как легко преобразовать строку в целое число в JAVA
- Взаимодействие с углами:как обрабатывать углы
- Как устранить утечку газа в машине?
- Как я могу устранить медленную течь в моей автомобильной шине?
- Как починить дверную ручку автомобиля
- Как починить сломанный ключ от машины?
- Как убрать глубокие царапины на кузове автомобиля
- Как обнаружить утечки и устранить их
- Как устранить течь в гидравлическом цилиндре