


Настройки для 3D-печати с опорами:полное руководство
Если у вас есть 3D-принтер и вы использовали его хотя бы раз в жизни, практически невозможно не знать о существовании опор. Хотя они являются обычным явлением в 3D-печати, в большинстве случаев они параметризованы неоптимальным образом. Эта статья покажет вам, как улучшить качество опор, а также уменьшить необходимость их добавления.
Чтобы добиться лучших результатов при 3D-печати, необходимо добавить опоры в тех случаях, когда угол свеса превышает 45° или когда расстояние между двумя конструкциями превышает 50 мм. Следует отметить, что эти значения занижены, чтобы гарантировать успешную печать, но незначительные улучшения могут быть достигнуты за счет снижения температуры экструзии до ее жизнеспособного минимума, улучшения охлаждения слоя и уменьшения скорости движения. Таким образом можно получить углы 60°-65° и перемычки до 150 мм.
Что такое поддержка и когда она нам нужна?
Когда мы печатаем на 3D-принтере, мы должны подробно знать процесс, которому следует машина, чтобы придать объекту форму. Поскольку объект сделан из расплавленного пластика, который накладывается слой за слоем, всегда следует задавать следующий вопрос:
Что делать, если экструдер помещает нить в эту конкретную точку, но под ней нет материала?
Поскольку 3D-принтер ограничивается только выполнением приказов, которые ему приказывает файл g-кода, он никак не может исправить подобную ситуацию. Если параметры неверны, машина будет продолжать печатать в воздухе, в результате чего (в большинстве случаев) печать будет испорчена, а мы потеряем время и материал.
Для решения этой проблемы используются опоры. Они представляют собой вертикальную конструкцию, которая поддерживает основную часть, чтобы предотвратить выдавливание нити в воздух. Эти опоры автоматически размещаются программным обеспечением слайсера с использованием различных параметров, которые вы можете изменить по своему вкусу. Кроме того, вы можете вручную выбрать местоположение для каждого из них.
Области объекта, которым нужны опоры, могут быть выступами или мостами. У них есть определенные настройки, которые можно выбрать и изменить, чтобы получить наилучший результат.
Когда нам нужна поддержка?
Когда вы начинаете изучать 3D-печать, вы всегда должны устанавливать самые консервативные параметры. Таким образом, вы можете быть уверены, что сможете напечатать объект без особых неудобств. Затем, когда вы станете более опытным и опытным, вы сможете уменьшить количество или плотность используемых опор.
Мы должны помнить, что все принтеры разные, и то, что работает для одних, может не работать для других. Как правило, ограничения для свесов измеряются углами (градусы) и расстоянием (миллиметры) для мостов.
Что такое выступы и мосты?
Выступ возникает в точках, где угол уклона конкретной детали слишком велик. В сочетании со скоростью печати, температурой нити и высотой слоя параметры печати могут буквально создать «обрыв», из-за которого расплавленная нить падает под нее.
С другой стороны, мосты (как следует из названия) — это соединения между двумя точками куска, отстоящими друг от друга на определенное расстояние. Экструдер перемещается в одном направлении в плоскости XY, подавая материал по мере движения.
На первый взгляд это кажется сценарием, способным создать проблемы с печатью, однако мы увидим, что можно установить некоторые параметры, которые позволяют выполнять мосты удовлетворительным образом, даже без использования опор.

Угловые ограничения выступов в 3D-печати и способы их улучшения
Если мы посмотрим на это с точки зрения структуры, то линия нити будет иметь достаточную опорную базу, если хотя бы половина ее ширины поддерживается предыдущим слоем. Это означает, что при стандартной ширине линии 0,4 мм нижний слой должен поддерживаться толщиной не менее 0,2 мм.
Единственный способ обеспечить это для любой используемой толщины слоя — установить максимальный угол выступа 45˚. Этот угол измеряется от воображаемой вертикальной линии до края объекта. Таким образом, 0 градусов — это вертикальная часть, а 90 градусов — горизонтальная (мост). Таким образом, слайсер будет размещать опоры там, где угол свеса больше 45 ˚.
Это очень консервативное правило, поэтому оно будет работать всегда, независимо от других параметров печати. Реальность такова, что мы можем улучшить этот угол, изменив несколько параметров.
Как увеличить угол свесов
Из-за времени, добавляемого к отпечатку только из-за необходимых опор, мы должны быть явно заинтересованы в увеличении максимально допустимого угла без ущерба для качества нашего отпечатка. Это также сэкономит много использованной нити.
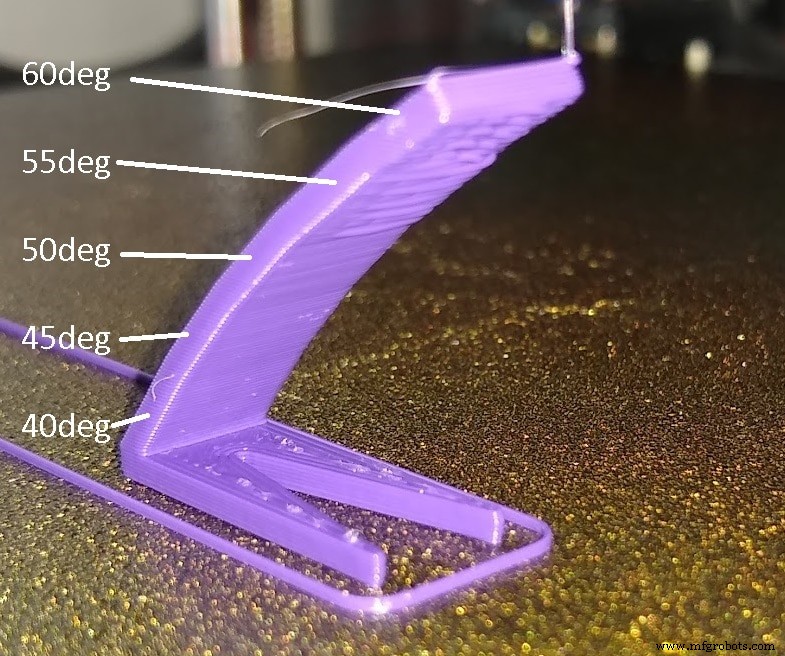
После изменения параметров, которые могут улучшить качество нависания ваших отпечатков, вы должны попытаться распечатать этот тест нависания. Внеся незначительные изменения и улучшения, вы сможете добиться успеха при печати под углом 60°-65°.
Давайте пройдемся по параметрам, которые мы можем изменить, чтобы оптимизировать наши свесы!
Уменьшить температуру экструдера
Нить течет, когда достигает рабочей температуры, которая обычно составляет от 190 до 220 градусов C° для PLA, в зависимости от производителя, пигментации или состава термопластика.
Как только экструдер поместит пластик в нужное место, нам нужно, чтобы он остыл, чтобы затвердеть. Таким образом, он не успел бы капнуть или упасть в «утес», не имеющий достаточной опоры. Когда материал слишком горячий, ему требуется много времени для охлаждения, поэтому увеличивается склонность к скольжению, и деталь в конечном итоге деформируется.
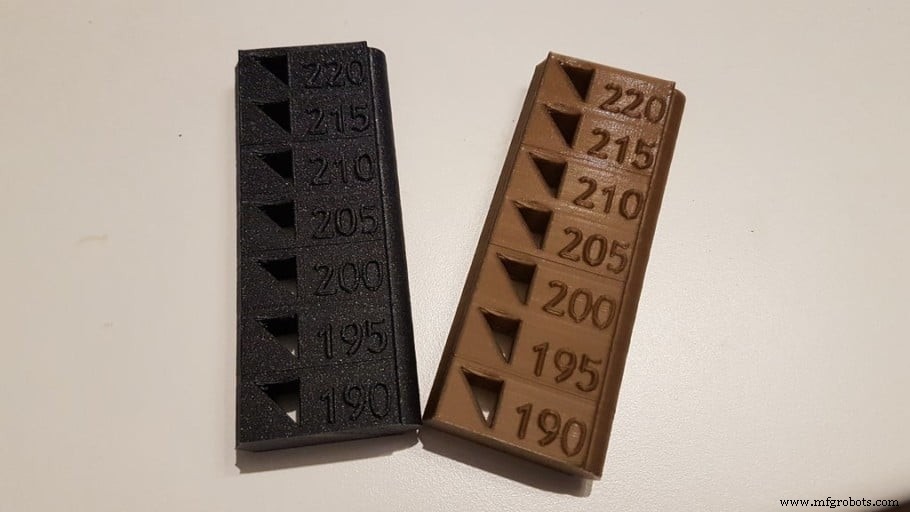
Один из способов улучшить это — понизить температуру печати до абсолютного минимума. Для этого существуют так называемые «температурные башни», которые позволяют узнать оптимальную температуру для работы с каждым материалом. Я всегда рекомендую печатать башню каждый раз, когда мы хотим попробовать новую нить.
Этот тест настоятельно рекомендуется, так как он имеет «готовый к печати» файл G-кода с разными температурами для разных секций слоя.
Уменьшить скорость потока
Если из сопла выходит слишком много материала, остывание займет еще больше времени, поэтому этот параметр необходимо установить правильно. Если вы видите, что края ваших кусочков слишком сильно капают, а не образуют ровную и сплошную линию, пришло время отрегулировать скорость потока или даже проверить правильность шагов экструдера.
Увеличить охлаждение
Этот параметр необходим для достижения хороших заделок в очень выраженных выступах. Использование хорошего веера слоев является приоритетом при печати сложных деталей. Он состоит из турбины (бесщеточного вентилятора), которая нагнетает большой поток холодного воздуха прямо на выходное отверстие сопла. Это способствует охлаждению нити и придает ей жесткость. При этом внешние стенки объекта сохранят форму, которую он должен иметь.
Вы также можете заметить, что на одной стороне отпечатка детали выше и лучше, чем на другой части. Это вполне может быть связано с тем, что одна сторона напрямую получает воздух от вентилятора слоя, а другая блокируется самим объектом. В таких случаях ориентируйте объект таким образом, чтобы наиболее важные детали отпечатка имели прямой контакт с воздушным потоком вентилятора слоя.
Ограничения по расстоянию для соединения в 3D-печати и способы их улучшения
Поскольку нить выдавливается соплом во время движений, указанных в G-коде, пластиковая нить может сжиматься под собственным весом при попытке напечатать большой мост между двумя структурами.
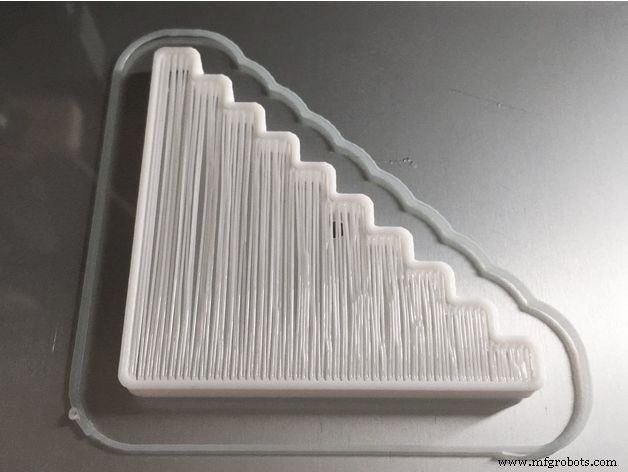
Это сформирует нисходящую кривую, если расстояние между двумя точками поддержки превысит определенное значение. Чтобы узнать возможности и ограничения 3D-принтера, проводятся специальные тесты, которые создают все более длинные мосты в одном и том же файле STL. Вы можете начать с распечатки этого промежуточного теста из Thingiverse (изображение выше).
Эти тесты позволяют не только узнать мощность нашего принтера, но и позволяют нам изменять параметры печати, чтобы улучшить качество наших мостов. Для этого вы должны изменять один параметр за раз и перепечатывать тест, чтобы изолировать эффект незначительного изменения.
Основным параметром при печати мостов опять же является температура экструзии. Скорость, с которой материал остывает на воздухе, напрямую связана с качеством моста.
Если на вашем принтере не установлен многослойный вентилятор, я рекомендую вам установить его и добавить в хот-энд. Наилучшие результаты достигаются при использовании вентилятора слоя типа Blower, установленного на 100% мощности. Сопло должно пропускать воздух и не быть препятствием.
Он также должен быть ориентирован на нить накала, а не на сопло, так как это приведет к его охлаждению и проблемам с температурой. Мой любимый вентилятор — 5015. Он очень дешевый и невероятно эффективный.
Если вы впервые используете вентилятор слоев, рекомендуется настроить систему PID-управления вашего экструдера. На YouTube есть множество видеоуроков, объясняющих, как это сделать.
После того, как вам удастся настроить 3D-принтер для удовлетворительной печати перемычек и выступов, вы все равно можете столкнуться с перемычками, которые слишком велики. В этих случаях поддержка становится удобным последним средством, которое автоматически решит нашу проблему. Мы собираемся научиться настраивать опоры в Cura Slicer, но другие слайсеры имеют аналогичные параметры для установки.
Лучшие настройки для 3D-печати с опорами
Для того, чтобы начать работу, мы должны выбрать места, в которых мы хотим сделать опоры. «Везде ” также может размещать опоры внутри объекта, что может быть излишним в некоторых случаях или совершенно необходимым в других. Это будет зависеть от дизайна объекта.
Тип опорной конструкции
Эта опция позволяет нам определить структуру опор. «Сетка «, например, создаст более прочные опоры, которые не рискуют упасть, даже если они очень длинные. С другой стороны, их гораздо труднее удалить, что значительно увеличивает время печати (и расход нити).
«Линии ” — гораздо более быстрый вариант, так как он состоит из структуры, образованной тонкими линиями нитей, наложенными одна на другую. Основным недостатком этого типа опор является то, что, поскольку они по определению очень тонкие, они также имеют тенденцию к наклону или разрушению, когда конструкция становится выше.
В редких случаях вам следует печатать с сетчатой структурой, поскольку шаблона линий почти всегда будет более чем достаточно, и он сэкономит ваше время и нить.
Угол выступа для поддержки
Как мы уже упоминали ранее, объекты, содержащие выступы, состоящие из углов больших, чем установленный в этом параметре, будут армированы опорами. Это значение будет получено в результате теста нависания. Если вы еще этого не сделали, установите максимальный угол 45° в качестве временного и надежного значения.
Сумма заполнения
Этот параметр выражается в процентах и определяет плотность материала, из которого будет формироваться опора. В случае «линий» чем выше это значение, тем ближе будут линии друг к другу. Начните хотя бы с 25% в первые несколько раз. Если вы заметили, что качество вывода сохраняется, попробуйте немного уменьшить это значение. Как правило, оптимальное значение должно находиться в диапазоне от 25 % (максимум) до 10 % (минимум).
Расстояние X/Y
Устанавливает расстояние между деталью и опорой по горизонтальной оси (плоскость слоя). Чем меньше это значение, тем лучше будет работать держатель, но он также будет прилипать к объекту, что затрудняет его удаление. Рекомендуемое значение – 0,6 мм.
Расстояние Z
Указывает расстояние между опорой и деталью в вертикальном направлении. Хорошим значением является 0,2 мм, так как это позволяет легко удалить опору без ущерба для качества изделия.
Если мы не оставим зазора между деталью и подставкой, то и подставка, и модель станут единым целым. Это оставит неприятные следы на объекте при попытке снять опоры.
По мере накопления опыта вы сможете увеличивать расстояние между объектом и опорой, чтобы их можно было легко удалить после завершения печати.
Мультиэкструзия и опоры

Некоторые 3D-принтеры имеют два экструдера, которые можно настроить для печати двух деталей одновременно или для того, чтобы один из них изготавливал деталь, а второй экструдер печатал опоры. Самым важным преимуществом этого является то, что наличие второго экструдера позволяет нам печатать подложки материалом, растворимым в воде. Нитью с таким удобным свойством является ПВА.
ПВА позволяет нам просто окунуть изделие в воду и получить хорошую отделку, независимо от того, насколько близко к изделию ранее находились опоры. В качестве недостатка я должен отметить, что цена на ПВС довольно высока.
Еще одна нить, используемая для подложек, — это HIPS, растворимая в d-лимонене (производное цитрусовых, обычно используемое в качестве инсектицида). Он дешевле ПВА, но требует дополнительных затрат на растворитель.
3D-печать с опорами для деревьев

«Дерево поддерживает ” названы так из-за их формы. Они начинаются как ствол, который разветвляется по мере подъема по оси Z. Эти ответвления соприкасаются с деталью в очень маленькой точке, расположенной в лучшем месте для сохранения структуры объекта.
Некоторые слайсеры, такие как Cura, могут использовать эти опоры. Чтобы включить этот параметр, нажмите на шестеренку конфигурации и выберите «Экспериментальный». ” -> “Поддержка дерева “.
Программы моделирования, такие как Meshmixer, позволяют создавать опоры дерева в файле STL, поэтому вам нужно только разрезать объект, не заботясь о конфигурации опор.
Преимущества и недостатки опор для деревьев
Основное преимущество этих опор заключается в том, что они контактируют только с одной точкой модели, а не на линии, как в случае с традиционными опорами. Это делает поверхность объекта намного более гладкой после процесса удаления.
Еще одним преимуществом является то, что «дерево» остается в стороне от детали в местах, где опоры не нужны. Это особенно удобно при печати органических моделей, таких как люди или животные.
Основным недостатком опор для деревьев является то, что они не предназначены для мостов или больших выступов, поскольку они не могут должным образом поддерживать плоскости, такие как линейные или сетчатые опоры. Кроме того, они намного медленнее и требуют очень много времени для нарезки.
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Опорные конструкции для 3D-печати металлом - более простой подход
- Краткое руководство по 3D-печати с использованием струйной печати под переплет
- ULTEM &PEEK:полное руководство по высокопроизводительным материалам для 3D-печати
- Внутренняя 3D-печать и аутсорсинг:полное руководство
- Руководство по 3D-печати с использованием титана
- Печать предохранителя 1 с предохранителем 1
- Полное руководство покупателя по покупке цифровой режущей машины
- Полное руководство по 3D-печати
- Ultiboard — полное руководство для начинающих
- Протокол связи Bluetooth — Полное руководство по протоколу для учащихся