


Шаблоны заполнения; Какой из них самый сильный для 3D-печати?
Шаблоны заполнения соответствуют внутренней структуре напечатанной на 3D-принтере детали и оказывают существенное влияние на время печати вашей детали, потребление нити, гибкость, прочность, вес и то, для чего ее можно использовать.
Большинство людей ошибаются, полагая, что эти факторы зависят только от количества оболочек/периметров и плотности заполнения, однако есть веская причина, по которой Cura предлагает 13 различных шаблонов заполнения, поскольку при выборе шаблона заполнения необходимо учитывать многое. для конкретной части.
Шаблоны заполнения имеют преимущества, но также и недостатки. Есть важные факторы, которые следует учитывать при выборе шаблона для ваших деталей, такие как прочность, продолжительность печати и гибкость готового продукта. Эти различные свойства могут сделать один шаблон более желательным, чем другой, в зависимости от того, что вы собираетесь делать с деталью впоследствии.
В этой статье я расскажу о различных доступных шаблонах заполнения, о том, когда их использовать (в зависимости от прочности, необходимой для печати), как сделать 3D-печать более прочной и многое другое!
Короче говоря; Сочетание прямолинейного рисунка со 100-процентным заполнением показывает самую высокую прочность на растяжение со значением 36,4 МПа. Однако это верно только в том случае, если прилагаемые силы следуют тому же направлению, что и слои заполнения. Для большинства отпечатков самый прочный рисунок — это соты с заполнением около 50 %. .
Источник этой информации можно найти в этом исследовании 2016 года здесь.
Теперь, без лишних слов, приступим!
Различные модели заполнения и их использование
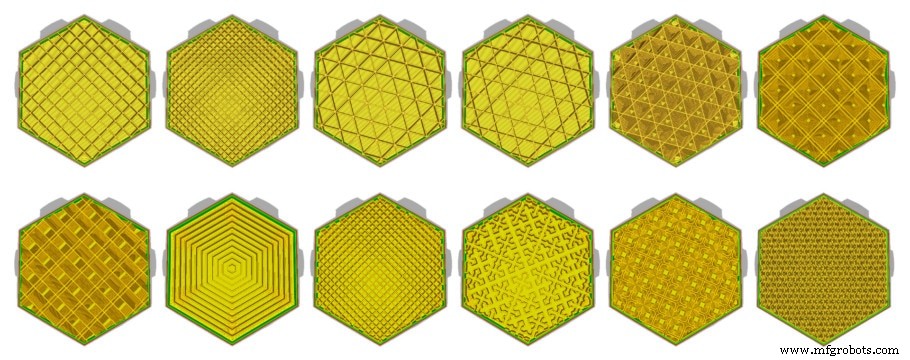
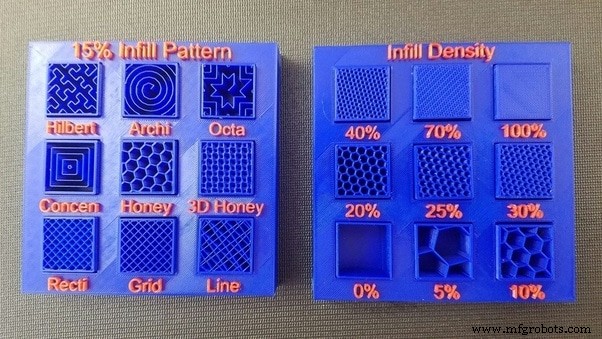
Какой шаблон вы выберете, должен зависеть от потребностей конкретной части. Итак, вот 13 шаблонов заполнения, которые в настоящее время предлагает Cura, и мы кратко обсудим их преимущества и недостатки, а также обоснование использования каждого из них.
Шаблоны заполнения низкой прочности (линии, зигзаги)
Типичная плотность заполнения: 0-15%
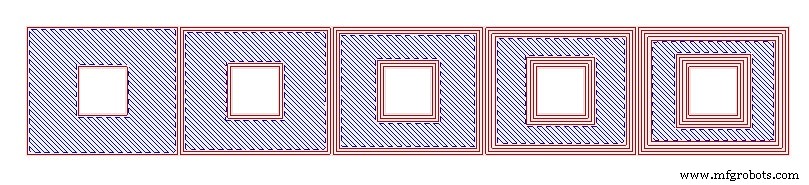
Строки: Шаблон заполнения линий представляет собой 2D-шаблон заполнения и, как следует из названия, состоит из слоев горизонтальных линий. Все линии в одном слое имеют одинаковое направление, но угол между линиями последовательных слоев составляет 90 градусов. Другими словами, эти горизонтальные линии печатаются вдоль осей X и Y 2D-плоскости.
Шаблон заполнения линиями рекомендуется для печати тестовых объектов и прототипов, поскольку он потребляет меньше материала и имеет более быстрое время печати, чем большинство других шаблонов. Это означает, что детали легкие и могут плавать на воде. Он также подходит для печати декоративных предметов, таких как фигурки и модели.
Отпечатки умеренно прочные при боковом сжатии, но из-за отсутствия структурной поддержки по оси Z они не выдерживают большого усилия по вертикали. Это делает этот шаблон непригодным для деталей, которые должны подвергаться даже умеренным механическим нагрузкам.
Зигзаг: Зигзагообразный шаблон заполнения очень похож на шаблон заполнения линиями и имеет те же преимущества и недостатки, а также варианты использования.
Единственная разница заключается в способе печати слоя линий. В линейном заполнении слой состоит из более чем одной линии, и они не связаны друг с другом, в то время как в зигзагообразном заполнении слой состоит только из одной непрерывной линии. Разницу можно заметить, только взглянув на края обоих шаблонов заполнения.
Схемы заполнения средней прочности (сетка, треугольники, трехгранник)
Типичная плотность заполнения: 15–50 %
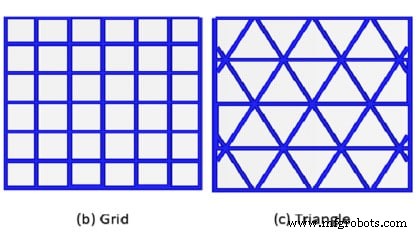
Регистрация: Шаблон заполнения сетки аналогичен шаблону заполнения линиями, однако каждый слой состоит из линий, напечатанных вдоль оси X и оси Y. Это означает, что линии на одном слое имеют угол 90 градусов между собой. Это делает слои похожими на сетку, и из-за этого, в отличие от шаблона заполнения из линий, один слой может иметь силу в двух измерениях.
Реечный рисунок заполнения прочнее, но требует больше материала и требует меньше времени для печати по сравнению с линиями и зигзагообразными рисунками заполнения.
Треугольники: Шаблон заполнения треугольников состоит из треугольников, которые сливаются вместе, образуя слои, которые затем укладываются друг на друга вертикально. В отличие от предыдущих трех шаблонов, где линии печатаются только в двух направлениях вдоль плоскости XY, шаблон треугольника содержит линии, напечатанные в трех направлениях. Это дает равномерную прочность во всех направлениях и более устойчиво к внешним силам.
Обратите внимание, что если вам нужна гладкая поверхность, вам придется увеличить количество внешних слоев или оболочек.
Трехшестиугольник: Шаблон заполнения в виде трех шестиугольников представляет собой сильный 2D-шаблон, похожий на шаблон треугольников. Линии в каждом слое также напечатаны в трех направлениях вдоль плоскости XY, но таким образом, что шесть треугольников кажутся слитыми вместе, образуя шестиугольники, которые соединяются, образуя слой.
Схемы заполнения высокой прочности (кубический, кубическое подразделение, октет, четверть куба, гироид)
Типичная плотность заполнения:>50%
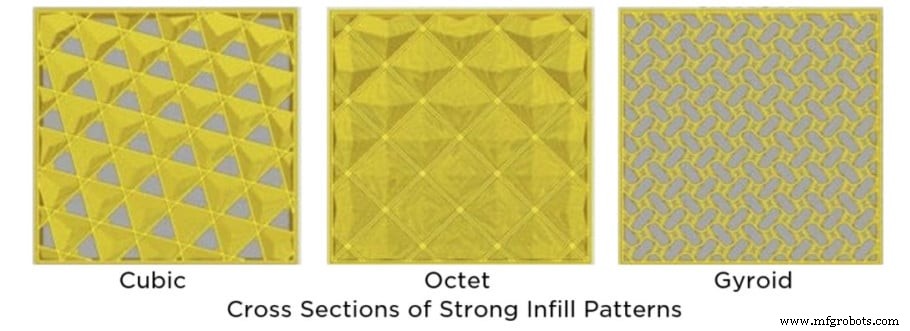
Кубический: Кубический шаблон заполнения представляет собой строгий трехмерный шаблон заполнения, состоящий из уложенных друг на друга кубов, наклоненных под углом 45 градусов вокруг оси X и оси Y. Это создает иллюзию того, что они выглядят как треугольники.
Кубический рисунок заполнения довольно прочный, поскольку он может выдерживать давление, прикладываемое к объекту со всех сторон, но требует больше материала и требует более медленного времени печати. Его можно использовать для печати функциональных механических деталей.
Кубический (подраздел): Шаблон Cubic Subdivision очень похож на шаблон Cubic и имеет ту же силу и варианты использования, но для его печати требуется меньше материала. Это достигается за счет создания более крупных кубов ближе к середине оттиска, и таким образом экономится материал, а заполнение не испытывает значительного внешнего давления.
Однако для нарезки этого шаблона заполнения требуется больше времени, чем для других шаблонов заполнения.
Октет: Шаблон заполнения октетов аналогичен кубическому шаблону, за исключением того, что он выглядит не как треугольники с увеличивающимся наклоном, а как квадраты. Объекты с октетом заполнения достаточно прочны, могут выдерживать давление со всех сторон и способны выполнять механические функции.
Четверть кубическая: Четвертькубический шаблон заполнения похож на другие трехмерные шаблоны, такие как кубический и октетный, и имеет аналогичную силу и варианты использования. Вы можете использовать его на 3D-моделях, даже если периметр очень тонкий.
Гироид: Рисунок заполнения гироида выглядит совершенно фантастически, а также имеет самое высокое соотношение прочности и веса. Его перфорированная структура делает его проницаемым твердым телом (может пропускать жидкости или газ). Его время печати и расход материала являются оптимальными, но обязательно проведите некоторое тестирование, если вы когда-нибудь захотите печатать с низкой плотностью заполнения, потому что структура Gyroid нуждается в поддержке и должна быть напечатана с относительно высокой плотностью заполнения.
Гибкие шаблоны заполнения (концентрические, перекрестные, перекрестные 3D)

Типичная плотность заполнения: 0–100 % (в зависимости от того, насколько мягкой должна быть печать).
Концентрический: Концентрический рисунок заполнения содержит концентрические линии, которые аналогичны форме объекта (контуру). Объекты гибкие и могут быть скручены без каких-либо значительных повреждений или деформации общей формы. Этот шаблон потребляет относительно небольшое количество нити и имеет быстрое время печати.
Однако он подходит только для печати гибких объектов и не обладает горизонтальной прочностью.
Крест: Шаблон с перекрестным заполнением напечатан таким образом, что он выглядит как сделанный из причудливых крестов и имеет пустые места, которые позволяют отпечаткам выдерживать значительные скручивания и изгибы.
Недостатком является отсутствие структурной поддержки для противодействия силам, воздействующим на объект горизонтально.
Кросс 3D: Перекрестный 3D-шаблон заполнения аналогичен шаблону Cross, но печатается таким образом, что по мере увеличения отпечатка линии перемещаются под наклоном. Его легче печатать, и он идеально подходит для печати мягких и гибких объектов. Недостатком является то, что он слабый и требует больше времени для нарезки.
Какой рисунок заполнения самый прочный?
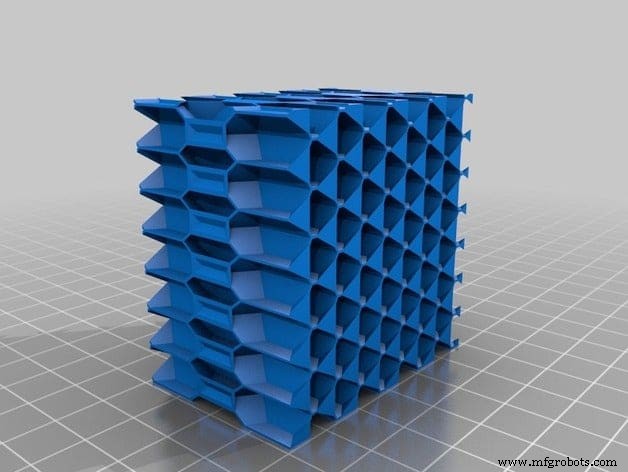
Многие люди, которые использовали 3D-принтеры, склонны рекомендовать Сотовый (кубический) шаблон заполнения в качестве самого прочного шаблона заполнения, поскольку, хотя он и слабее в направлении приложенных сил, на самом деле он прочнее других шаблонов, поскольку он одинаково прочен во всех направлениях. так как каждая маленькая ячейка сот так же прочна, как и вся конструкция.
Шестиугольные механизмы в сотовых ячейках устроены таким образом, чтобы рассеивать и распределять силу, и вместо того, чтобы концентрировать силу только в одной или двух точках, структура сот распределяет эту силу по большей площади. Перераспределяя нагрузку на все части конструкции, соты лучше справляются с общими механическими нагрузками, чем любой другой узор.
Сотовый (кубический) рисунок заполнения делает оттиски прочными и жесткими, даже при больших однотонных отпечатках. Повышенная прочность позволяет создавать детали с большой структурой, обладающие многими преимуществами механических свойств по сравнению с другими моделями заполнения.
С теоретической точки зрения прямолинейное заполнение — самый сильный узор. , если приложенная сила направлена в направлении линий слоев заполнения, т.е. В остальном это относительно слабый шаблон, но он также очень эффективен с точки зрения использования пластика и, следовательно, печатается примерно на 30 % быстрее, чем соты.
Короче говоря; Самая надежная схема заполнения для большинства ситуаций — это сотовая (кубическая) схема, поскольку она способна распределять силы, поступающие с любого направления, по всей конструкции. Прямолинейный узор является самым прочным, но только в том случае, если силы приложены в том же направлении, что и заполнение.
Как плотность наполнителя влияет на прочность и каков хороший диапазон плотности?
Еще одним фактором прочности является плотность заполнения, потому что чем выше процент заполнения, тем прочнее деталь.
Если вы рассматриваете прочность объекта, то она напрямую связана с его структурой:чем больше процент заполнения, тем больше материала в середине детали, с которым могут справиться внешние силы, и, следовательно, тем сильнее ее сопротивление разрушению.
Поскольку это обеспечивает наиболее прочную и надежную конструкцию, 100% заполнение является лучшим. Однако печать займет гораздо больше времени из-за количества используемого материала, а также будет стоить дороже, поскольку для нее требуется больше нити, чем для альтернатив с меньшим заполнением.
Многие люди в большинстве случаев удовлетворены плотностью заполнения 20-50%, что дает наилучшие результаты с большинством моделей заполнения, и вы будете удивлены, узнав, что процент нити 50% уже может дать вам ту же прочность, что и 100%. , а в некоторых случаях очень близко к этому.
Не ожидайте резкого увеличения прочности после увеличения плотности заполнения выше 50%, так как именно здесь вы начнете получать значительное уменьшение отдачи. Чем выше процент филамента, тем менее эффективным становится увеличение.
Вероятно, нет необходимости печатать ваши детали с плотностью заполнения выше 75%, так как это просто лишняя нить и делает детали тяжелее, если только вы не печатаете шестерни.
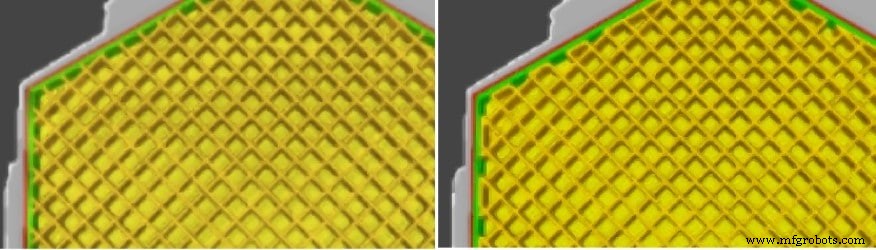
Профессиональный совет :Оптимизируйте ориентацию линий заполнения, чтобы сделать печать более стойкой:Ориентация линий заполнения по умолчанию составляет 45°, и вы можете значительно повысить прочность с тем же процентным соотношением и рисунком заполнения, просто отрегулировав ориентацию линий заполнения определенным образом. (в зависимости.
Как узор и плотность заполнения влияют на время печати?
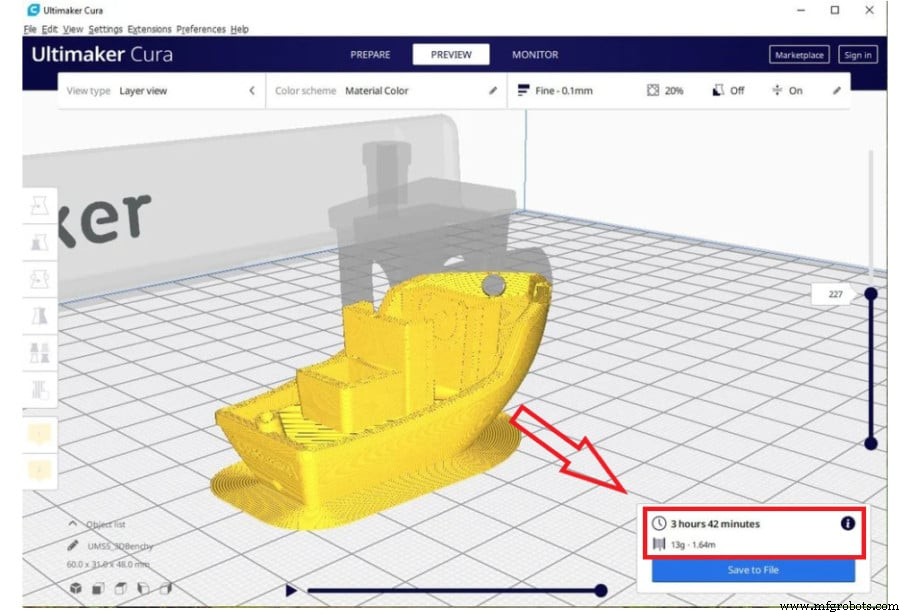
Изменение процента заполнения и шаблона может повлиять на прочность, использование материала, время печати и другие аспекты производительности вашего объекта. Каждое увеличение прочности обычно означает, что вам приходится жертвовать стоимостью и временем печати.
Ключом к успешному использованию процента заполнения и шаблона является нахождение оптимальной точки, которая находится где-то между слишком слабым и слишком дорогим. Это единственный способ минимизировать затраты и время печати, а также максимально увеличить прочность.
Настроить параметры заполнения с различной плотностью, узорами, стилями и ориентациями может быть сложно, но если вы используете правильный вариант для своей работы, печать может стать легкой прогулкой.
Какое заполнение самое быстрое для печати?
Самый простой шаблон заполнения для печати и, следовательно, самый быстрый — это заполнение «линии». Он также является самым популярным по той единственной причине, что он значительно сокращает время печати по сравнению с другими шаблонами и при этом обеспечивает приличную прочность объектам.
Дополнительные факторы, которые могут повлиять на прочность отпечатков
Хотя эта статья может быть в основном посвящена шаблонам заполнения, есть несколько дополнительных факторов, которые могут повлиять на качество отпечатков, таких как тип нити, качество нити, способ фактической печати детали, количество периметров, высота слоя, и многое другое.
Тип нити
Существуют десятки различных нитей (PLA, ABS, PETG, HIPS, поликарбонат, нейлон и многие другие), и все они имеют как свои преимущества, так и недостатки.
PLA, например, очень легко печатать, но он не выдерживает высоких температур и не должен использоваться для печати, которую вы будете оставлять на улице.
Нейлон известен как фантастическая нить для печати зубчатых колес, поскольку она чрезвычайно устойчива, а поликарбонат — самая прочная нить из всех с точки зрения прочности на растяжение.
По сути, вам нужно будет выбрать материал в соответствии с его предполагаемым использованием.
Качество нити

Хотя большинство типов филамента в настоящее время изготавливаются более чем прилично, убедитесь, что вы приобрели катушку с филаментом от известного бренда, что повысит ваши шансы на успешную печать и получение отпечатка, который будет работать без преждевременного выхода из строя.
Просто обратите внимание:филамент можно легко повредить, особенно если он впитывает влагу, что происходит с большинством филаментов в кратчайшие сроки, поэтому вам следует научиться правильно их хранить и заботиться о них.
Чтобы узнать больше, прочтите этот пост, в котором мы написали о том, как определить, что нить испортилась, как ее хранить и как высушить нить, впитавшую влагу.
Ориентация печати
Когда я впервые узнал об этом, я должен сказать, что был удивлен… хотя это действительно очевидно, если подумать!
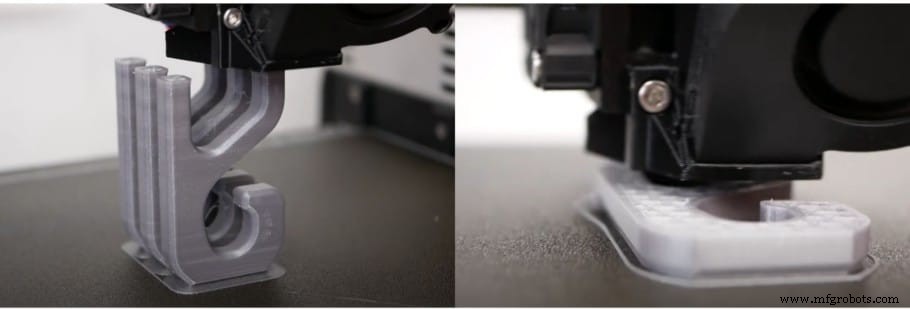
Слабым местом 3D-печати всегда являются ее линии слоев, а это означает, что печать объекта вертикально (что, по сути, означает, что слои будут напечатаны горизонтально) даст совершенно другой результат по прочности, чем если бы вы печатали модель горизонтально. , или на боку.
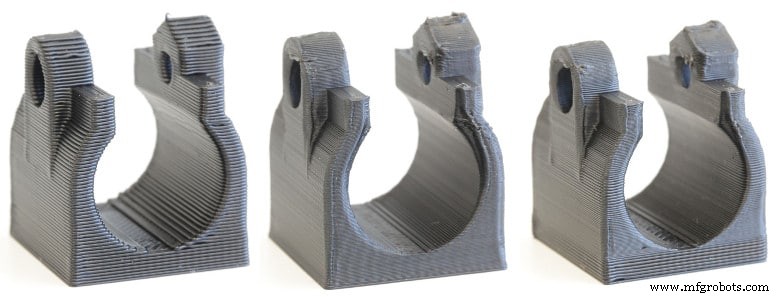
Компания CNC Kitchen провела сравнение между печатными крючками в положении стоя и в горизонтальном положении, и результаты общей разницы в прочности были весьма впечатляющими:
Поскольку вертикальная печать крючка означает, что слои печатаются горизонтально, а адгезия этого слоя оказывается намного слабее при приложении тянущего усилия к крючку, в конечном итоге он ломается намного легче, чем тот, что напечатан горизонтально (при приложении такой же силы). ).
Это не означает, что вы всегда должны печатать свои модели на боку, а скорее думать о том, как будет использоваться модель, и печатать ее таким образом, чтобы силы, приложенные к ней, были в том же направлении, что и нить.
Количество периметров
Периметры — это внешняя часть отпечатка, которую мы видим, а заполнение находится внутри, чтобы отпечаток не схлопывался.
Периметры, также известные как оболочки, оказывают большое влияние на прочность, на самом деле в большинстве случаев они намного важнее, чем заполнение; Простое добавление дополнительного периметра может увеличить прочность отпечатка на ту же величину, что и добавление 10%-15% заполнения.
Высота слоя
Как правило, чем ниже высота слоя, тем выше адгезия. Если вы разрежете отпечаток перпендикулярно линиям слоев, если он был напечатан с очень большой высотой слоя, между слоями филамента будут видны зазоры, которые ослабят деталь.
С другой стороны, меньшая толщина слоя обеспечит правильное сцепление всех различных слоев. Однако это только до определенного предела, так как уменьшение толщины менее 0,1 мм снизит прочность отпечатка.
По сути, максимальная высота слоя составляет 0,1 мм или 0,12 мм. Чем выше или ниже это значение, тем ниже прочность отпечатка.
Как повысить прочность 3D-печати?
Помимо регулировки высоты слоя, процента заполнения, печати объекта с другой ориентацией и всех шагов, которые я только что упомянул, вы также можете отжечь отпечаток, который заключается в нагреве всего напечатанного объекта до его температуры стеклования, чтобы он слегка «тает», что изменяет молекулярную структуру нити, а также способствует еще лучшему сцеплению слоев.
Если вы хотите узнать больше о том, как работает процесс отжига, ознакомьтесь с этой статьей.
Резюме:заполнение для разных типов печати
Я уже упоминал всю эту информацию ранее, но вот лишь краткое изложение того, какой процент заполнения и шаблон вы должны использовать в зависимости от типа объекта, который вы будете печатать.
Детали, которые должны быть прочными и устойчивыми
- Шаблоны заполнения: Кубический, кубический, октетный, четвертькубический, гироид
- Процент заполнения: 50–75%
Обычные отпечатки
- Шаблоны заполнения: Сетка, треугольники, трехгранник
- Процент заполнения: 15–50%
Модели, фигурки и миниатюры
- Шаблоны заполнения: Линии, зигзаг
- Процент заполнения: 0–15%
Гибкая печать
- Шаблоны заполнения: Концентрический, крест, крест 3D
- Процент заполнения: 0–100 % (в зависимости от ваших предпочтений)
Заключение
Как я уже упоминал, самые прочные модели заполнения — прямолинейные и сотовые, причем последний не такой прочный с точки зрения прочности на растяжение, но сильнее во всех остальных отношениях.
Не забывайте, что есть много других факторов, влияющих на прочность и устойчивость вашего отпечатка, так что имейте в виду и их!
Надеюсь, эта информация была полезной!
Хорошего дня!
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Заполнение и оболочка в 3D-печати:в чем разница?
- Может ли трехмерная печать из нескольких материалов стать следующим шагом для AM?
- Готова ли строительная промышленность к 3D-печати? (Обновление 2020)
- Скальмаллой:новейший высокопроизводительный материал для 3D-печати на металле
- Почему Origin One используется для деталей для 3D-печати
- Пример использования 3D-печати в производстве
- Бумажная или цифровая документация:какая для рабочих?
- ЧПУ против 3D-печати:в чем разница?
- 10 самых прочных материалов для 3D-печати
- Литье под давлением или 3D-печать:что выбрать?