


Важность типа заполнения в 3D-печати
Все пользователи 3D-принтеров знают, что 3D-печатные детали имеют две отдельные зоны:оболочку и заполнение (заполнение). Правильная настройка этих двух параметров влияет на механическую прочность, отделку, время печати и стоимость. Оболочка — это внешние стенки изделия, в которые входят как слои, контактирующие с печатной основой, так и верхние слои, определяющие окончательную отделку поверхности.
В этой статье мы сосредоточимся на внутренней части изделия, заполнении. . Программы ламинированияn (Cura3D, Simplify3D и т. д.) позволяют нам выбрать форму и процентное соотношение. заполнения мы хотим. Далее мы приводим наиболее важные возможные конфигурации.
Процент заполнения в 3D-печати
заполняет количество материала, которое занимает внутреннюю часть детали . Обычно программы прокатки позволяют изменять процент материала от 0% (полая часть) до 100 % (полностью твердая часть) . Всегда говоря об одной и той же конфигурации высоты слоя и ширины корпуса, идеальное значение процента заполнения зависит от конечного применения рассматриваемой детали. Наиболее часто используемый процент, который многие программы ламинирования используют в качестве стандартных данных. , составляет20% . С этим процентом вы можете получить детали со средней/высокой прочностью, малым весом и очень эффективным временем печати. , который трансформируется в детали с хорошим соотношением сопротивления и стоимости.
Для нефункциональных прототипов, моделей и других объектов простой экспозиции рекомендуется заполнение 10%. Благодаря такому низкому проценту сокращается длительное время печати сложных фигур или объектов, не требующих устойчивости к любым нагрузкам. Наоборот, каждому пользователю ясно, что для достижения максимальной прочности на растяжение он должен изготавливать свои детали со 100% заполнением, но это подразумевает более высокие затраты как с точки зрения времени, так и материалов, а также более тяжелые изделия. Помимо уже упомянутых значений, мы рекомендуем подробно изучить каждый случай в зависимости от сопротивления / времени печати, принимая во внимание, что от 25% до 50% заполнения сопротивление увеличивается на 25% и от 50%. до 70% сопротивления заполнения увеличивается всего на 10%.
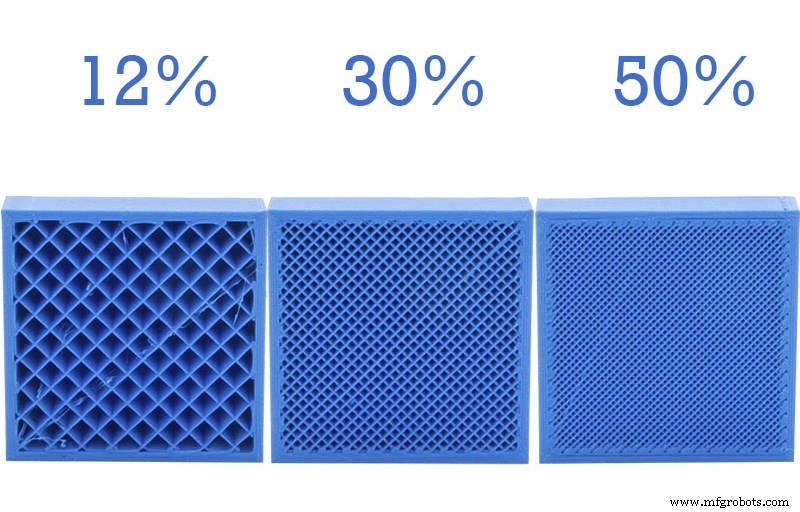
Изображение 1. Различные проценты заполнения
Мы рекомендуем использовать заполнение 10 % для фигур и объектов, не поддерживающих нагрузки, 20 % для предметов обычного использования со средними/низкими нагрузками, 60 %. на случай, если вам нужно изготовить окончательные детали со средним сопротивлением и действительны для перфорации или привинчивания, и, наконец, 100% для достижения максимальной прочности материала. Мы хотим подчеркнуть, что производственная ориентация деталей влияет на конечное сопротивление, то есть ориентация имеет такое же значение, как и процент заполнения.
Тип заполнения
В зависимости от используемого программного обеспечения для ламинирования существуют различные типы заполнения, но четыре наиболее часто используемых (прямоугольная, треугольная или диагональная, покачивающаяся и сотовая) отображаются во всех (Simplify3D, Cura3D, Slic3r и т. д.).

Прямоугольное заполнение
По умолчанию в этих программах используется прямоугольное заполнение, что логично для прочной структуры во всех направлениях и относительно быстрого создания перпендикулярных слоев друг над другом.

Треугольное заполнение
Треугольное заполнение применяется, как и в конструкциях повседневного быта, для достижения максимального сопротивления в направлении стен, это связано с разложением при половине усилия, приложенного под углом 45° к линиям, образующим каждый слой.

Покачивание заполнить
Наоборот, если нам нужно получить максимально гибкую, сжимаемую и мягкую деталь, лучшим наполнителем является Wiggle. Это зигзагообразное заполнение увеличивает силу отскока и обеспечивает достаточную поддержку, чтобы обеспечить полное покрытие верхней части изделия.

Пчелиные соты заполнение (трехгранный)
Наконец, полагаясь на мудрую природу, сотовый заполнитель (пчелиная панель) шестиугольной формы широко используется в качестве сердцевины для придания прочности деталям из углеродного волокна и других типов волокон. В 3D-печати FDM / FFF обеспечивает большую устойчивость деталей во всех направлениях, большую, чем прямоугольное заполнение, но с более длительным временем печати.
По нашему мнению, прямоугольное заполнение достаточно прочно для 90 % приложений 3D-печати. , а остальные 10 % — это случаи, когда следует использовать очень специфическое заполнение.
Наши рекомендации по выбору заполнения
Правильная конфигурация заполнения — очень важный шаг для получения желаемой прочности деталей, изготовленных методом 3D-печати FDM/FFF. Our recommendation is to use the rectangular infill with a 10% density for non-functional parts, models or prototypes, 20% infill for parts with normal use subjected to low / medium loads and 60% for elements that have to withstand high loads. The type of infill and percentage values must also be adjusted to each type of 3D printer , and , if the material to be used is rigid (PLA, ABS, PETG, Nylon, etc) or flexible (Filaflex TPE or TPU) to get the best possible result.
3D печать
- 3 основных шага 3D-печати
- Заполнение и оболочка в 3D-печати:в чем разница?
- 6 способов снизить стоимость 3D-печати
- Роль вложенности в полимерной 3D-печати
- Печать предохранителя 1 с предохранителем 1
- Раскрывая прошлое с помощью 3D-печати
- 3D-печать в развивающихся странах
- Важность взаимодействия в 3D-приложениях
- Будущее 3D-печати в производстве
- Является ли 3D-печать будущим производства?