


Паузы в 3D-печати:вставки и изменение цвета

Когда пользователь 3D-принтера FDM достигает средних знаний, он стремится повысить сложность своих печатных изделий как с точки зрения функциональности, так и с точки зрения отделки. Далее следует ряд советов по повышению производительности 3D-принтера. обсуждаются благодаря запрограммированным стопорам и металлическим вставкам.
Запланированная остановка
Запланированная остановка — это очень простое действие, которое многие пользователи боятся делать. Чтобы остановиться, нужно точно знать, на какой высоте (в миллиметрах) вы хотите остановить печать для любой причины. В зависимости от программного обеспечения для ламинирования, используемого пользователем, его можно найти напрямую (X номер слоя) или косвенно (X мм). В последнем нужно искать номер слоя где вы хотите остановиться, и умножьте его на толщину каждого слоя, чтобы получить общую высоту в миллиметрах.
Когда известна общая высота, например 14 мм, есть два способа запрограммировать упор:непосредственно в GCode или в программе для ламинирования.
В начале 3D-печати GCode детали был изменен, чтобы запрограммировать остановку на нужной высоте. Для этого пользователь должен найти высоту слоя (Layer) и в следующей строке кода ввести команду M600. . Эта команда представляет собой смену нити, которая приводит в действие предопределенные 3D-принтеры, использующие Marlin или его производные.
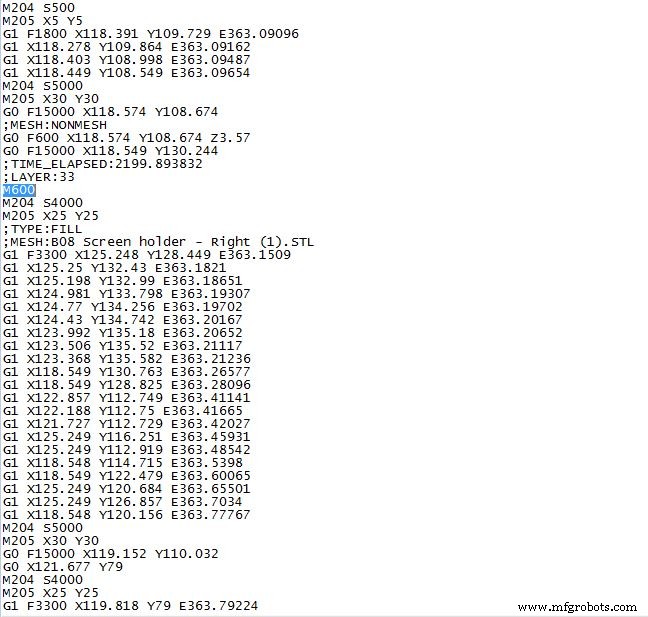
Изображение 1:GCode с остановкой M600
В настоящее время существует другой метод остановки, гораздо более простой. . Программное обеспечение для ламинирования, например Cura3D. иметь плагин для выполнения различных типов остановок. Так как это действие очень просто выполнить, в следующих абзацах объясняются возможные типы остановок.
Смена нити
Остановка смены нити – идеальное действие, если вы хотите сделать детали нескольких цветов. с одним экструдером, хотя пользователь должен учитывать при проектировании, что это допустимо только для изменения цвета по оси Z и на разных высотах слоя. Чтобы запрограммировать замену нити с помощью Cura3D, перейдите в "Расширения -> Постобработка -> Изменить GCode" и выберите "Заменить нить". где вы должны выбрать высоту слоя, длину ретракции и вставки нити, а также положение, в котором желательно перемещать HotEnd во время остановки. Эту конфигурацию можно повторять столько раз, сколько пожелает пользователь.
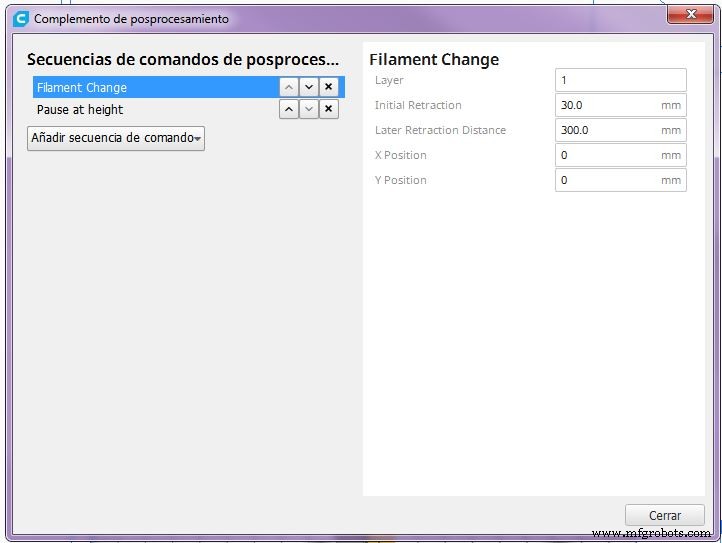
Изображение 2. Замена нити с помощью 3D-отверждения. Источник:Cura 3D
Остановиться на нужной высоте
Выполнение остановки на определенной высоте очень полезно для введения какого-либо элемента в печатаемую часть, например, другие печатные детали, магниты или гайки. Встраивание гаек внутрь печатных деталей — действительно интересное и продуктивное действие при изготовлении функциональных деталей. Для этого проектирование должно быть выполнено с учетом размера гайки (длина между гранями по двум осям), необходимый зазор корпуса и положение размещения самой гайки. Если положение гайки оставляет места без материала, что является обычным явлением, когда гайка не расположена параллельно основанию для печати, рекомендуется напечатать кусок, чтобы поместить его над самой гайкой, которая занимает свободное пространство. до высоты слоя, которая была остановлена. На следующем изображении показано то, что было объяснено выше; фиолетовая часть — это основная часть, охристая часть — это гайка, а синяя часть — это печатная часть, которая заполняет нежелательный зазор.
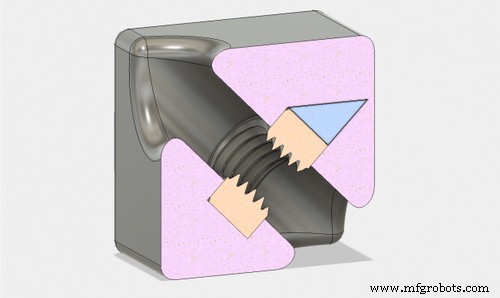
Изображение 3. Как вставить гайку в наклонную плоскость. Источник:Markforged
Этот тип остановки программируется в Cura3D в разделе:"Расширения -> Постобработка -> Изменить GCode" и выберите "Пауза на высоте" . Как при этом типе остановки, так и при «Смене нити», когда 3D-принтер достигает выбранной высоты, он останавливает печать до тех пор, пока пользователь не возобновит ее снова, нажав любую из кнопок на экране.
Металлическая вставка
Альтернативой включению гаек в середину отпечатка является использование металлических вставок. Независимо от типа вставки пользователь должен четко понимать два ключевых фактора вставок:сопротивление извлечению и сопротивление вращению. . Сопротивление вытягиванию – это сопротивление вставки покинуть гнездо при затягивании винта. Это значение можно увеличить, увеличив длину вставки. Сопротивление вращению – это противодействие вставки самопроизвольному повороту при затягивании винта. В этом случае сопротивление увеличивается с увеличением диаметра отверстия. Другим аспектом, который следует принимать во внимание, является диаметр, необходимый для каждого типа и размера вставки. Необходимо свериться с техническими данными производителя, чтобы получить рекомендуемый диаметр отверстия.
Учитывая вышеизложенное, в 3D-печати обычно используются два типа вставок:терморезьбовые вставки и самонарезающие резьбовые вставки.
Тепловые резьбовые вставки
Эти типы вставок используются с термопластичными материалами. , которые плавятся при низких температурах. Способ использования очень прост и требует только наличия сварочного аппарата или другого источника тепла, который при горячем соприкосновении со вставкой. Геометрия этих компонентов разработана таким образом, чтобы при расплавлении пластика со стенок отверстия образовывался прочный союз. формируется, что препятствует его выходу или включению.
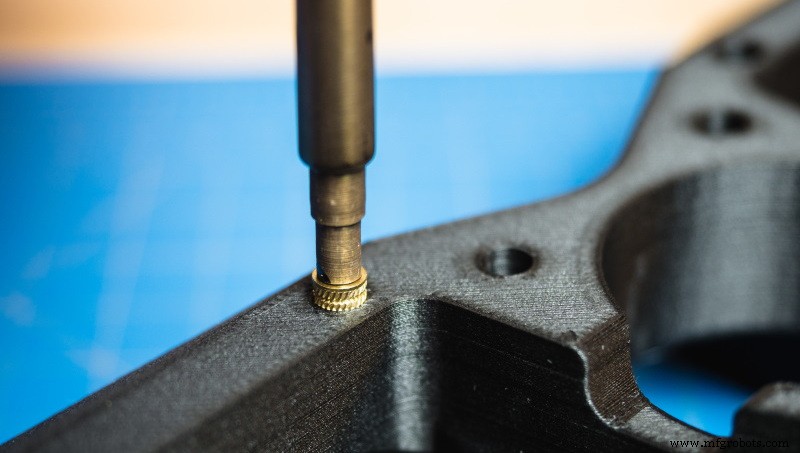
Изображение 4. Знакомство с нагревательной вставкой. Источник:Markforged
Эти типы вставок идеально подходят для большинства деталей и материалов, используемых в 3D-печати FDM.
Самонарезные резьбовые вставки типа ensat
Некоторые материалы, используемые в 3D SLS и печати смолой плавятся при более высоких температурах или не ведут себя стабильно при нагревании. В этих случаях рекомендуется использовать саморезы с резьбой (втулка Ensat).
Этот тип вставки позволяет соединять винтами с высокой несущей способностью и температурой. . Его коническая форма на нижнем конце, дополненная режущей канавкой, автоматически создает резьбу в отверстии. Чтобы вставить их, вам нужен только винт с внутренним диаметром вставки и две гайки, чтобы сделать контргайку.
Изображение 5:Система с контргайкой. Источник:Норелем
Для этих двух типов вставок также существует специальный инструмент, рекомендуемый для пользователей, которые выполняют этот тип процесса как обычно.
Заключение
Следуя упомянутому выше совету, любой пользователь 3D-принтер может расширить область своего применения благодаря увеличению функциональности его частей.
3D печать
- Сварка и склейка пластиковых деталей, напечатанных на 3D-принтере
- Объединение 3D-печати и робототехники для создания умных фабрик
- 3D-печать и Формула 1:5 тенденций в автоспорте
- Генеративный дизайн и 3D-печать:производство завтрашнего дня
- 3D-печать FDM:сравнение нитей ASA, PETG и ПК
- 4 способа, которыми 3D-печать улучшает операции по обслуживанию и ремонту
- 3D-печать и массовая настройка:где мы сегодня?
- Решения для 3D-печати для нефтегазовых компаний
- Аддитивное производство в медицине и стоматологии
- Плотность и длина нитей для 3D-печати