


Введение в струйную 3D-печать связующего
Что такое Binder Jetting?
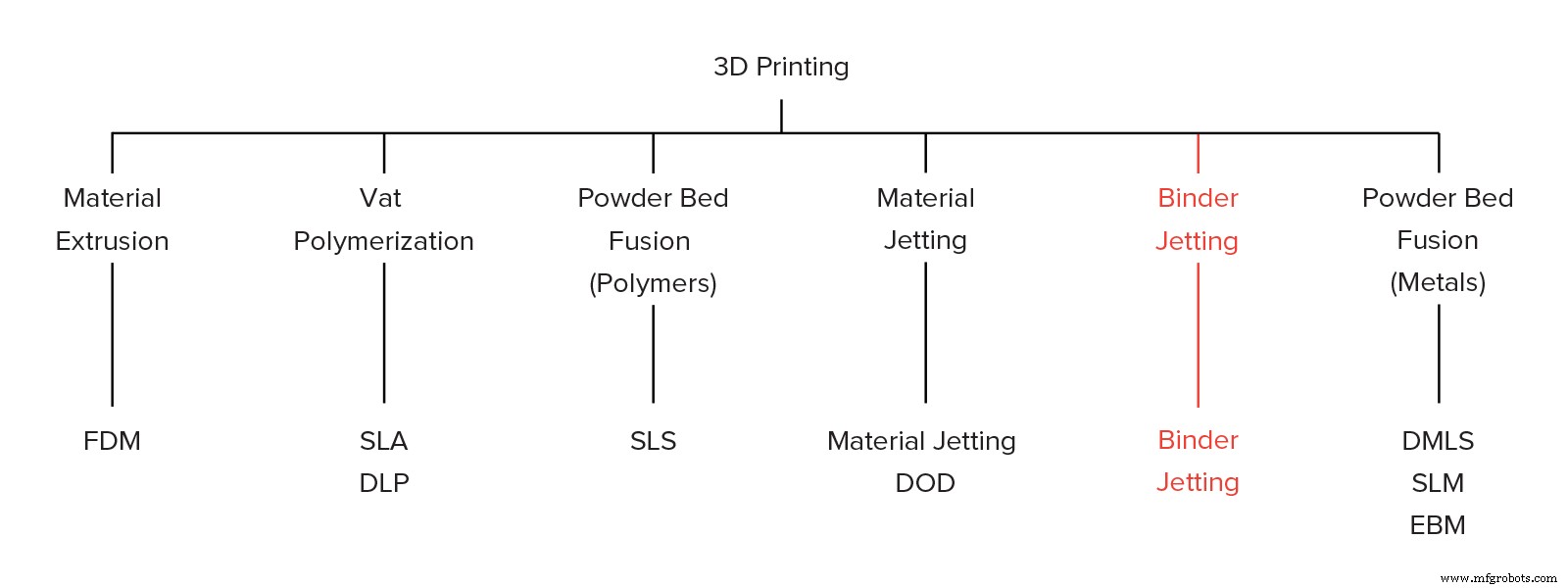
Binder Jetting — это семейство аддитивных производственных процессов. В Binder Jetting связующее вещество выборочно наносится на слой порошка, связывая эти области вместе, чтобы сформировать твердую деталь по одному слою за раз. Материалы, обычно используемые в Binder Jetting, — это металлы, песок и керамика в гранулированной форме.
Binder Jetting используется в различных приложениях, включая изготовление полноцветных прототипов. (например, фигурки), производство больших стержней и форм для литья в песчаные формы и производство недорогих металлических деталей с помощью 3D-печати.
С такими разнообразными приложениями для дизайнера, который хочет использовать возможности, очень важно Binder Jetting в полной мере, чтобы понять основную механику процесса и то, как они связаны с его ключевыми преимуществами и ограничениями. .
Как работает Binder Jetting?
Вот как работает процесс Binder Jetting:
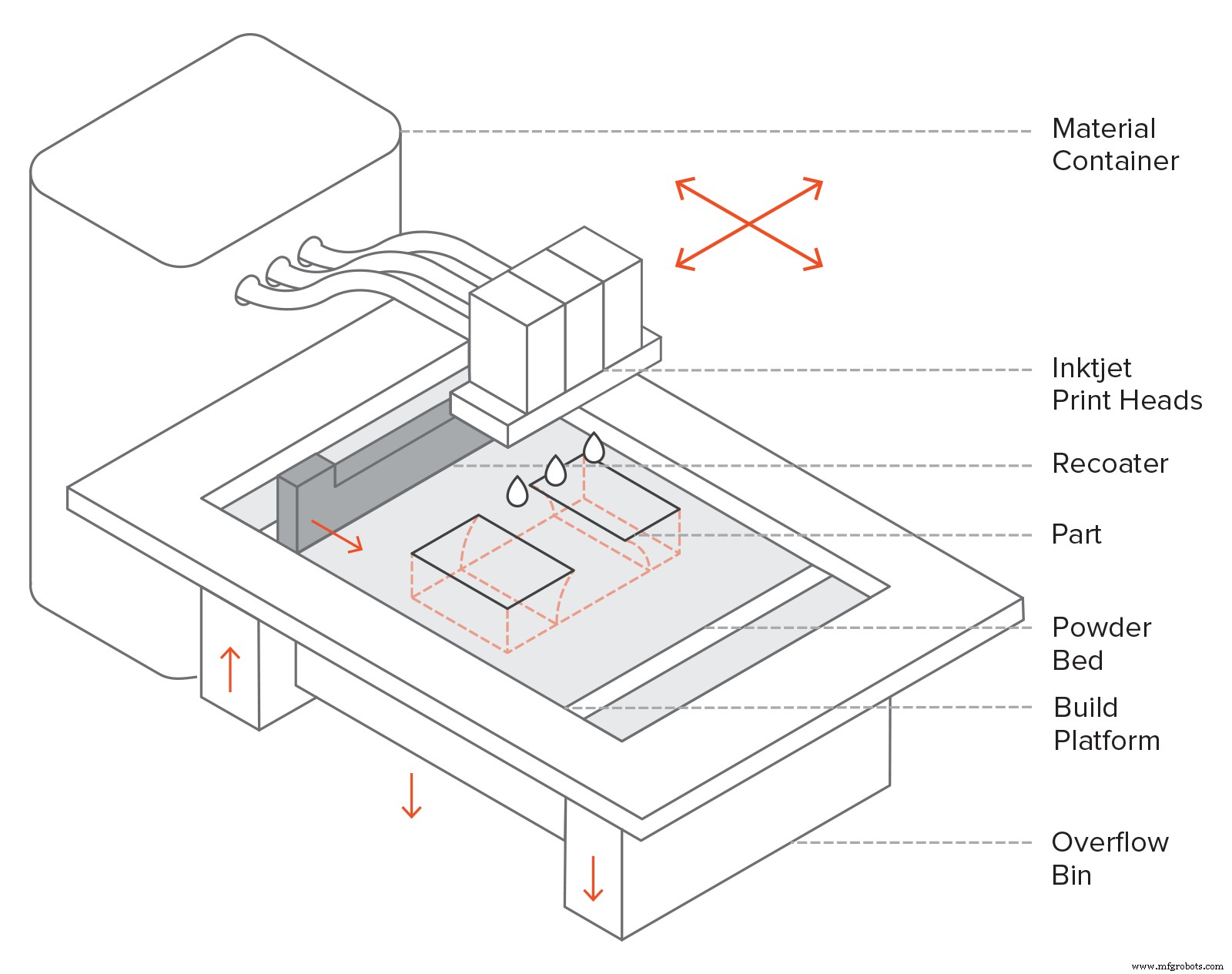
I. Во-первых, лезвие для повторного покрытия наносит тонкий слой порошка на рабочую платформу.
II. Затем каретка со струйными соплами (которые аналогичны соплам, используемым в настольных 2D-принтерах) проходит над станиной, выборочно нанося капли связующего вещества (клея), которые связывают частицы порошка вместе. При полноцветной струйной печати на этом этапе также наносятся цветные чернила. Размер каждой капли составляет примерно 80 мкм в диаметре, поэтому можно добиться хорошего разрешения.
III. Когда слой завершен, рабочая платформа перемещается вниз, и лезвие повторно покрывает поверхность. Затем процесс повторяется до тех пор, пока вся часть не будет завершена.
IV. После печати деталь герметизируется порошком и оставляется для отверждения и набора прочности. Затем деталь вынимается из бункера для порошка, а несвязанный излишек порошка очищается с помощью сжатого воздуха.
В зависимости от материала обычно требуется этап постобработки. Например, металлические детали Binder Jetting необходимо спечь. (или иным образом термически обработанные) или пропитанные с металлом с низкой температурой плавления (обычно бронзой). Полноцветные прототипы также пропитаны акрилом и покрыты для улучшения яркости цветов. Стержни и формы для литья в песчаные формы обычно готовы к использованию после 3D-печати.
Это связано с тем, что детали находятся в «зеленом» состоянии, когда покидают принтер. Детали Binder Jetting в зеленом состоянии имеют плохие механические свойства (они очень хрупкие) и высокую пористость.
Характеристики Binder Jetting
Параметры принтера
В Binder Jetting почти все параметры процесса задаются производителем машины.
Типичная высота слоя зависит от материала:для полноцветных моделей типичная высота слоя составляет 100 микрон, для металлических деталей 50 микрон и для материалов для литья в песчаные формы 200-400 микрон.
Основное преимущество Binder Jetting по сравнению с другими процессами 3D-печати заключается в том, что склеивание происходит при комнатной температуре. . Это означает, что искажения размеров, связанные с тепловыми эффектами (такие как деформация в FDM, SLS, DMSL/SLM или скручивание в SLA/DLP), не являются проблемой при струйной печати Binder.
В результате сборочный объем Струйных машин Binder являются одними из самых больших по сравнению со всеми технологиями 3D-печати (до 2200 x 1200 x 600 мм). Эти большие машины обычно используются для производства форм для литья в песчаные формы. Системы Metal Binder Jetting обычно имеют большие объемы сборки, чем системы DMSL/SLM (до 800 x 500 x 400 мм), что позволяет параллельно производить несколько деталей одновременно. Однако максимальный размер детали ограничен рекомендуемой длиной до 50 мм из-за этапа постобработки.
Более того, Binder Jetting не требует никаких опорных конструкций. :окружающий порошок обеспечивает части всю необходимую поддержку (аналогично SLS). В этом ключевое отличие металлической струйной печати Binder Jetting от других процессов 3D-печати металлом, которые обычно требуют широкого использования опорных конструкций и позволяют создавать металлические конструкции произвольной формы с очень небольшими геометрическими ограничениями. Геометрические неточности при струйной струйной обработке металлическим связующим в основном связаны с этапами постобработки, как описано в следующем разделе.
Поскольку детали в Binder Jetting не нужно прикреплять к платформе сборки, можно использовать весь объем сборки. Таким образом, Binder Jetting подходит для серийного производства с малыми и средними партиями. . Чтобы воспользоваться всеми возможностями Binder Jetting, очень важно рассмотреть вопрос о том, как эффективно заполнить весь рабочий объем машины (упаковка контейнеров).

Полноцветная переплетная печать
Binder Jetting может производить полноцветные 3D-печатные детали так же, как и Material Jetting. Он часто используется для 3D-печати фигурок и топографических карт из-за его низкой стоимости.
Полноцветные модели печатаются с использованием порошка песчаника или порошка ПММА. Основная печатающая головка сначала впрыскивает связующее вещество, а вторичная печатающая головка впрыскивает цветные чернила. Чернила разных цветов можно комбинировать для получения очень большого набора цветов, как в 2D-струйном принтере.
После печати детали покрываются цианоакрилатом (суперклеем) или другим инфильтратором для повышения прочности деталей и повышения яркости цветов. Затем можно добавить вторичный эпоксидный слой для дальнейшего улучшения прочности и улучшения цвета. Даже с учетом этих дополнительных шагов детали полноцветной струйной печати становятся очень хрупкими, и их не рекомендуется использовать для функциональных применений.
Для получения полноцветных отпечатков необходимо предоставить модель САПР, содержащую информацию о цвете. Цвет может быть применен к моделям САПР двумя способами:для каждой грани или в виде карты текстуры. Применение цвета для каждой грани выполняется быстро и легко, но использование текстурной карты обеспечивает больше элементов управления и большую детализацию. Подробные инструкции см. в родной программе САПР.

Стержни и формы для литья в песчаные формы
Производство крупных моделей для литья в песчаные формы является одним из наиболее распространенных способов применения Binder Jetting. Низкая стоимость и скорость процесса делают его отличным решением для сложных узоров, которые было бы очень сложно или невозможно изготовить с использованием традиционных технологий.
Стержни и формы обычно печатаются песком или кремнеземом. После печати формы обычно сразу готовы к отливке. Отлитая металлическая деталь обычно удаляется из них после литья путем разрушения формы. Несмотря на то, что эти формы используются только один раз, экономия времени и средств по сравнению с традиционным производством является существенной.

Нанесение металлического связующего
Струйная обработка металлическим связующим до в 10 раз экономичнее чем другие процессы 3D-печати металлом (DMSL/SLM). Кроме того, размер сборки Binder Jetting значительно больше, а производимые детали не требуют никаких опорных конструкций. во время печати, что позволяет создавать сложные геометрические формы. Это делает металлическую струйную струйную обработку связующим очень привлекательной технологией для производства металла с низким и средним содержанием. .
Основным недостатком металлических деталей Binder Jetting являются их механические свойства, которые не подходят для высокотехнологичных применений. Тем не менее, свойства материала изготовленных деталей эквивалентны металлическим деталям, изготовленным методом литья под давлением, который является одним из наиболее широко используемых методов массового производства металлических деталей.
Пропитка и спекание
Детали, изготовленные методом струйной обработки металлическим связующим, требуют вторичной обработки после печати, например пропитки. или спекание , для достижения их хороших механических свойств, так как напечатанные детали в основном состоят из металлических частиц, связанных вместе полимерным клеем.
Внедрение: После печати деталь помещают в печь, где связующее вещество выжигается, оставляя пустоты. В этот момент деталь является примерно на 60% пористой. Затем бронза используется для заполнения пустот за счет капиллярного действия, в результате чего получаются детали с низкой пористостью и хорошей прочностью.
Спекание: После завершения печати детали помещаются в высокотемпературную печь, где связующее вещество выжигается, а оставшиеся металлические частицы спекаются (склеиваются) вместе, в результате чего получаются детали с очень низкой пористостью.
Характеристики распыления металлического связующего
Точность и допуск могут сильно различаться в зависимости от модели, и их трудно предсказать, поскольку они сильно зависят от геометрии. Например, детали длиной до 25–75 мм после пропитки дают усадку от 0,8 до 2 %, в то время как более крупные детали имеют расчетную среднюю усадку в 3 %. При спекании усадка детали составляет примерно 20 %. Размеры деталей компенсированы усадкой программным обеспечением машины, но неравномерная усадка может быть проблемой и должна учитываться на этапе проектирования в сотрудничестве с оператором машины Binder Jetting.
Этап постобработки также может быть источником неточностей. Например, при спекании деталь нагревается до высокой температуры и становится мягче. В этом более мягком состоянии неподдерживаемые области могут деформироваться под собственным весом. Кроме того, поскольку деталь усаживается при спекании, здесь возникает трение между плитой печи и нижней поверхностью детали, что может привести к короблению . Опять же, связь с оператором машины Binder Jetting играет ключевую роль в обеспечении оптимальных результатов.
Спеченные или пропитанные Binder Jetting металлические детали будут иметь внутреннюю пористость. (при спекании получается 97% плотных деталей, а при инфильтрации примерно 90%). Это влияет на механические свойства металлических деталей Binder Jetting, так как пустоты могут привести к возникновению трещин. Усталость, прочность на излом и удлинение при разрыве — это свойства материала, на которые больше всего влияет внутренняя пористость. Усовершенствованные металлургические процессы (такие как горячее изостатическое прессование или HIP) могут применяться для производства деталей практически без внутренней пористости. Однако для приложений, где механические характеристики имеют решающее значение, рекомендуется использовать DMLS или SLM.
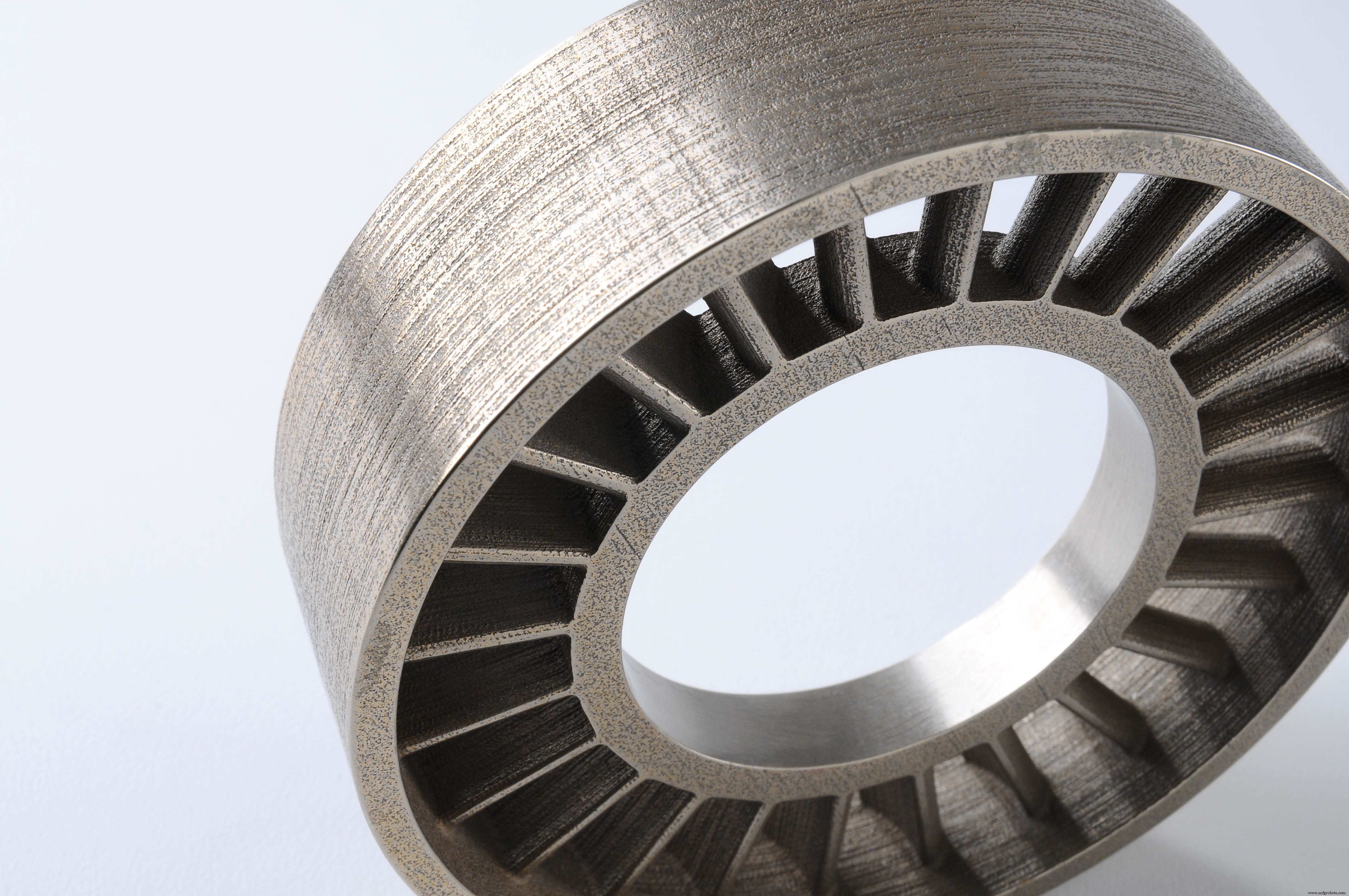
Преимуществом струйной обработки металлическим связующим по сравнению с DMLS/SLM является шероховатость поверхности. изготавливаемых деталей. Как правило, детали, обработанные струйным распылением металлического связующего, после постобработки имеют шероховатость поверхности Ra 6 мкм, которая может быть уменьшена до Ra 3 мкм, если используется стадия дробеструйной обработки. Для сравнения, шероховатость поверхности деталей DMLS/SLM после печати составляет примерно Ra 12–16 мкм. Это особенно полезно для деталей с внутренней геометрией. , например внутренние каналы, постобработка которых затруднена.
В таблице ниже приведены различия в основных механических свойствах деталей из нержавеющей стали, напечатанных с помощью Binder Jetting и DMLS/SLM:
| Связующее Струйное соединение Нержавеющая сталь 316 (спекшаяся) | Связующее Струйное соединение Нержавеющая сталь 316 (пропитанная бронзой) | Нержавеющая сталь DMLS/SLM 316L | |
|---|---|---|---|
| Предел текучести | 214 МПа | 283 МПа | 470 МПа |
| Удлинение при разрыве | <тд>34% <тд>14,5% <тд>40%|||
| Модуль упругости | 165 ГПа | 135 ГПа | 180 ГПа |
Обычные связующие материалы
Порошки Binder Jetting изготавливаются из различных материалов. Окончательное применение детали определяет наиболее подходящий порошок. Стоимость керамических порошков обычно невысока. Металлические порошки дороже, но более экономичны, чем материалы DMSL/SLM. В отличие от процесса SLS, 100 % несвязанного порошка можно перерабатывать, что приводит к большей экономии материалов.
| Материал | Характеристики |
|---|---|
| Полноцветный песчаник | Полноцветные нефункциональные модели Очень хрупкий |
| Кварцевый песок | Очень высокая термостойкость Отлично подходит для литья в песчаные формы |
| Нержавеющая сталь (инфильтрованная бронза) | Хорошие механические свойства Может быть обработан ~10% внутренняя пористость |
| Нержавеющая сталь (спекаемая) | Очень хорошие механические свойства Высокая коррозионная стойкость ~3% внутренней пористости |
| Сплав инконель (спекшийся) | Отличные механические свойства Хорошая термостойкость Высокая химическая стойкость |
| Карбид вольфрама (спекшийся) | Очень высокая твердость Используется для производства режущего инструмента |
Преимущества и ограничения Binder Jetting
Основные преимущества и недостатки технологии приведены ниже:
Компания Binder Jetting производит металлические детали и полноцветные прототипы в несколько раз дешевле. по сравнению с DMLS/SLM и Material Jetting соответственно.
Binder Jetting может производить очень большие детали и сложная геометрия металла , так как он не ограничен никакими тепловыми эффектами (например, деформацией).
Производственные возможности Binder Jetting отлично подходят для серийного производства от малых до средних. .
Детали Metal Binder Jetting имеют более низкие механические свойства. чем детали DMSL/SLM, из-за их более высокой пористости.
Только грубые детали можно печатать с помощью Binder Jetting, так как в сыром состоянии детали очень хрупкие и могут сломаться во время постобработки.
По сравнению с другими процессами 3D-печати, Binder Jetting предлагает ограниченный выбор материалов. .
Основные характеристики Binder Jetting приведены в таблице ниже:
| Выброс связующего | |
|---|---|
| Материалы | Металлы, Керамика (песок) |
| Точность размеров | Металл:± 2% или 0,2 мм (до ± 0,5% или ± 0,05) Полноцветный:± 0,3 мм Песок:± 0,3 мм |
| Типичный размер сборки | Металл:400 х 250 х 250 мм (до 800 х 500 х 400 мм) Полноцветный:200 х 250 х 200 мм (до 500 х 380 х 230 мм) Песок:800 х 500 х 400 (до до 2200 х 1200 х 600 мм) |
| Общая толщина слоя | Металл:35–50 мкм Полноцветный:100 мкм Песок:200–400 мкм |
| Поддержка | Не требуется |
Полезные правила
- Выберите Metal Binder Jetting для недорогой 3D-печати металлических деталей для приложений, не требующих очень высокой производительности.
- Для металлических деталей, напечатанных на 3D-принтере, технология Binder Jetting предлагает большую свободу проектирования, чем DMLS/SLM, поскольку тепловые эффекты не являются проблемой в процессе производства.
- Детали полноцветного струйного связующего очень хрупкие и подходят только для визуальных целей.
- Используйте Binder Jetting для производства очень больших стержней и форм для литья в песчаные формы.
3D печать
- Что такое 3D-печать Binder Jet?
- Ускоренный курс по 3D-печати Binder Jet
- 3D-микротехнология:введение в 3D-печать на малых размерах
- Введение в 3D-печать с направленным отложением энергии (DED)
- Моделирование наплавленных отложений - краткое введение
- Введение в 3D-печать из пластика
- Изучение 3D-печати Polyjet
- Введение в 3D-печать для литья в песчаные формы
- Что такое биопечать?
- Краткое руководство по 3D-печати с использованием струйной печати под переплет