


Дефекты литья под давлением:причины и способы их предотвращения

Литье под давлением является одним из наиболее выгодных методов изготовления деталей. К преимуществам относятся высокая эффективность, высокая скорость производства, гибкость размеров и форм, а также автоматизация операций. Более того, изделия из литья под давлением часто имеют точные размеры. Однако некоторые дефекты литья под давлением по-прежнему представляют угрозу для качества продукции.
Эта статья направлена на обсуждение различных дефектов деталей для литья под давлением и их причин. Он также проливает свет на то, как их можно исправить.
Дефекты литья под давлением , причины и решения
Некоторые дефекты литья под давлением может быть очень трудно устранить. Эти дефекты могут быть вызваны несколькими причинами. Это может быть связано с процессом формования, используемыми материалами, обслуживанием или условиями хранения.
Предотвратить дефекты пластиковых формованных деталей можно так же просто, как отрегулировать процесс литья под давлением. Это также может помочь заменить производственное оборудование или перепроектировать оснастку пресс-формы. Давайте рассмотрим несколько дефектов литья под давлением и их причины, а также решения.
Тип 1:Дефекты литья под давлением, вызванные процессом литья под давлением
Некоторые процессы литья под давлением могут быть неэффективны для производства некоторых деталей. Процесс формования является основной причиной дефектов деталей, изготовленных методом литья под давлением. Однако вы можете легко предотвратить такие дефекты, просто отрегулировав температуру, скорость потока или другие параметры пресс-формы. К этим дефектам относятся следующие:
1. Линии потока
Это волнообразные узоры, которые появляются на узком участке формованных деталей. Линии потока обычно имеют немного другой цвет, чем другие области вокруг них. Вы также можете видеть линии потока в виде кольцеобразных полос.

Эти полосы могут появиться на поверхности вашего продукта. Они также обычно находятся близко к точкам входа в пресс-форму. Хотя линии потока могут не влиять на целостность ваших деталей, они могут быть неприемлемы в некоторых потребительских товарах.
Причины
- Низкая температура формы и материала.
- Низкое давление и скорость впрыска
- Небольшой размер ворот и канала потока.
- Изменение скорости охлаждения материала при движении в разных направлениях.
Решения
- Увеличьте давление впрыска, скорость и температуру материала.
- Увеличьте расстояние между литниками пресс-формы и охлаждающими жидкостями пресс-формы.
- Увеличить диаметр сопла.
- Переключиться на горячую систему или уменьшить размер основного канала.
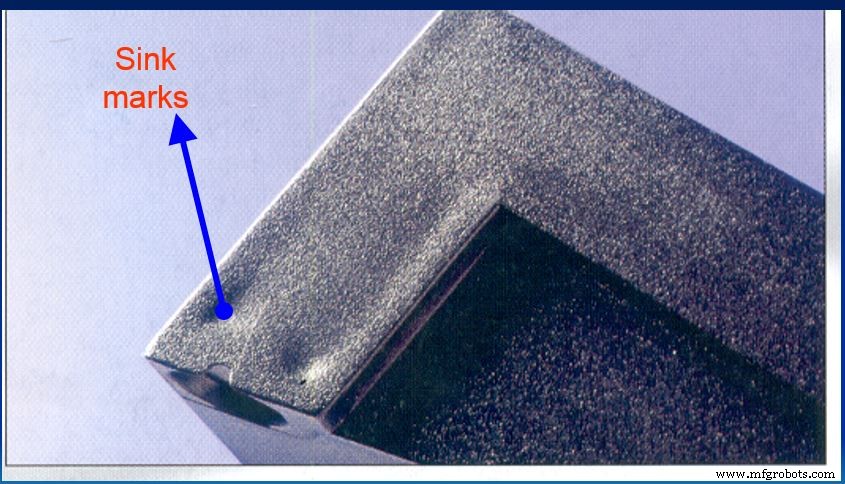
2. Утяжины
Дефект инъекционной пластики такого типа проявляется в виде небольших углублений или углублений. Эти особенности возникают на плоских и однородных поверхностях формованных деталей. Утяжка обычно возникает при усадке внутренней части формованного компонента. Это заставляет материал втягиваться внутрь снаружи.
Причины
- Очень низкое давление выдержки или давления впрыска
- Слишком короткое время охлаждения или выдержки и давление
- Очень высокие температуры плавления или формования.
- Неправильный конструктивный дизайн предполагаемого формованного компонента.
Решения
- Уменьшите размер толстой стенки материала пресс-формы и контролируйте толщину прилегающей стенки.
- Увеличить время удержания и давление.
- Увеличьте время охлаждения.
3. Линии сварки
Линии сварки — это дефекты пластиковых формованных деталей, которые вызывают схождение расплавленного материала на поверхности детали. Сначала расплавленный материал разделяется на две или более областей формы.

Этот дефект обычно возникает из-за слабого сцепления материала. Слабое соединение еще больше снижает прочность детали.
Причины
- Слишком низкая или слишком высокая температура расплавленного материала.
- Неравномерная толщина стенки
- Вставки, отверстия и элементы с несколькими литниками на готовых деталях
Решения
- Увеличить текучесть расплавленного материала.
- Отрегулируйте положение заслонки и установите вентиляционную щель.
- Уменьшите количество разделительного агента.
- Увеличить температуру плавления.
4. Следы ожогов
Этот дефект литья под давлением проявляется в виде черного обесцвечивания на поверхности формованной детали. Формованная пластиковая деталь также может иметь цвет ржавчины. Следы прогара обычно не влияют на целостность деталей. Однако это становится проблемой, когда деталь сгорает до уровня деградации.

Причины
- Задержка удаления воздуха из полости
- Слишком высокая температура плавления.
- Высокоскоростной литой шнек или чрезмерная скорость впрыска.
- Неправильный дизайн бегущей системы
Решения
- Уменьшите температуру плавления и формования.
- Уменьшите скорость впрыска.
- Добавить вытяжные системы (ворота и газоотводы).
- Сократить систему цикла пресс-формы.
Тип 2:Дефекты литья под давлением, связанные с хранением или используемыми материалами
Помимо процесса литья, дефекты литья под давлением также могут возникать из-за самого материала. Это также может быть связано с обработкой материала производителем перед производством. Дефекты этого класса могут быть незначительными эстетическими дефектами или нарушением прочности формованной детали. Они также могут вызывать проблемы с безопасностью в зависимости от применения продуктов. Дефекты включают:
5. Обесцвечивание
Этот дефект также известен как цветные полосы. Обесцвечивание происходит, когда ваша формованная деталь имеет цвет, отличный от предполагаемого. Такие обесцвечивания обычно происходят в локализованных областях. Иногда вы можете просто обнаружить полосы необычного цвета с вашей стороны. Хотя этот дефект не снижает прочности изделия, он влияет на его внешний вид.

Причины
- Остатки гранул или смолы в бункере или насадке.
- Формы разных типов из предыдущего производственного цикла
- Неправильная термическая стабильность красителя.
- Неправильное смешивание маточной смеси.
Решения
- Правильно очищайте бункер, форму и сопло между производственными процессами.
- Для удаления избытка красителя можно использовать чистящее средство.
- Обеспечить равномерное смешивание маточной смеси.
- Обеспечить достаточную термическую стабильность красителя.
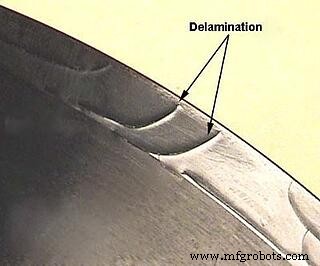
6. Расслоение
Легко отделяющиеся тонкие слои на поверхностях формованных деталей из пластмассы являются признаками расслаивания. Отслоение – это дефект литья под давлением, проявляющийся отслаиванием поверхностного слоя. Это относительно серьезный тип дефекта, который может снизить прочность формованного компонента.
Причины
- Смешивание формы с несовместимыми полимерами.
- Чрезмерное использование разделительной смазки в процессе формования.
- Избыточная влажность
Решения
- Обеспечить использование совместимых материалов во время производства.
- Удалите любые загрязнения из пресс-формы.
- Скосите каждую направляющую или ворота, чтобы они имели острые углы.
Тип 3:Дефекты литья под давлением, вызванные техническим обслуживанием или плохой конструкцией пресс-формы
При рассмотрении дефектов и причин литья под давлением также важно разработать пресс-форму. Неправильный уход за пресс-формой является еще одним катализатором дефектов литья. Такие дефекты могут быть дорогостоящими и сложными для устранения, поскольку они находятся на последних стадиях. Общие типы включают следующие:
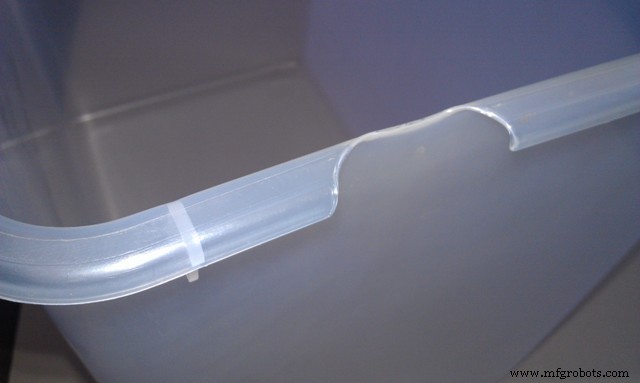
7. Вспышка
Многие производители также называют вспышку «заусенцами» или «извержением». Заусенец относится к состоянию, при котором избыток формовочного материала проявляется в виде выступа на краю компонента. Такой дефект возникает из-за того, что некоторые материалы вытекают из предусмотренных каналов.

Затем они входят в пространство, которое возникает между инструментальной пластиной. Некоторые из них могут также втекать через инъекционный штифт. Хотя это незначительный дефект, вспышка может быть явным дефектом, очевидным на продуктах.
Причины
- Дефекты формовочного материала.
- Недостаточное усилие зажима.
- Неправильная конструкция выхлопной системы и управление ею.
Решения
- Спроектируйте форму таким образом, чтобы ее можно было закрыть при необходимости.
- Убедитесь, что выпускное отверстие имеет подходящий размер.
- Измените конструкцию или переоборудуйте пресс-форму для обеспечения надлежащего потока материала.
- Увеличьте усилие зажима пластины.
8. Короткий снимок
У вас есть короткий шанс, когда расплавленный материал не течет, чтобы полностью заполнить полость формы. Когда это происходит, формованный компонент выходит незаконченным после того, как вы остынете. Они часто выглядят как неполные области на пластиковых полках.
Вы можете увидеть некоторые из них как отсутствующие зубцы на пластиковых вилках. Есть так много других примеров. Короткие слоты многие считают серьезным недостатком. Это может изменить предполагаемый внешний вид вашей формованной детали или нарушить ее функции.
Причины
- Ограничение потока из-за заблокированных или узких ворот.
- Материал с очень высокой вязкостью.
- Использование очень холодной формы, препятствующей полному заполнению расплавленным материалом.
- Воздушные карманы
- Недостаточное давление впрыска
Решения
- Измените дизайн пресс-формы, добавив более широкие ворота или каналы для лучшего потока.
- Выберите более тонкий базовый материал или увеличьте давление и скорость впрыска.
- Увеличьте температуру формы, чтобы предотвратить быстрое охлаждение материала.
- Добавьте больше вентиляционных отверстий или увеличьте имеющиеся.
Заключение
Большое количество дефектов литья под давлением, указанных выше, может сделать формованную деталь менее привлекательной. Они также могут оказать существенное влияние на вашу прибыль. Тем не менее, вы можете легко предотвратить многие из них, внедрив надлежащие процессы проектирования. Другие требуют только изменения используемых материалов и условий хранения.
Следовательно, для этого процесса требуются значительные первоначальные инвестиции в инструменты. Особенно важно, чтобы вы всегда правильно проектировали пресс-форму. Вот почему RapidDirect здесь для вас! В RapidDirect мы являемся профессионалами в предоставлении вам услуг по литью пластмасс под давлением высочайшего качества.

Мы понимаем различные дефекты и причины литья под давлением. Наш первоклассный технический опыт позволяет нам всеми средствами избегать этих дефектов. Наши экономичные услуги по литью пластмасс под давлением доступны для массового производства и быстрых прототипов. Это и многое другое вы получите, загрузив файлы дизайна для коммерческого предложения.
Часто задаваемые вопросы — Дефекты литья под давлением
Как предотвратить утопление в литых деталях?Раковины появляются из-за поперечных сечений, которые толще обычных. Они также являются результатом неоднородной конструкции деталей или неправильного размещения ворот. Поэтому вы должны следовать рекомендуемой толщине стенки для каждого используемого материала. Это гарантирует, что материалы перетекают из толстой области в тонкую всякий раз, когда это необходимо.
Можно ли избежать дефектов литья под давлением?Да. Вы можете легко избежать дефектов деталей, изготовленных методом литья под давлением. Все, что вам нужно сделать, это следовать правильной технологии производства и хранения. Будет полезно, если вы также выберете наиболее эффективные инструменты для своих процессов литья пластмасс под давлением.
Важна ли скорость литья под давлением при предотвращении дефектов литья под давлением?Скорость или скорость впрыска оказывает большое влияние на вторичный нагрев пластика. Поэтому наличие подходящей и оптимальной скорости впрыска очень важно, если вы хотите предотвратить дефекты.
Композитный материал
- Как выполняется литье под давлением
- Может ли 3D-печать заменить литье под давлением?
- Как оценить стоимость литья под давлением?
- 5 причин отказа оборудования (и что вы можете сделать, чтобы предотвратить это)
- Как спланировать и реализовать автоматизацию на заводе литья под давлением
- Четыре типа кибератак и как их предотвратить
- 4 основные причины выхода из строя распределительного устройства и способы их предотвращения
- Основные причины сбоев машины и способы их предотвращения
- Что такое падение давления и как его предотвратить?
- Ловушки машинной охраны и как их предотвратить