


Система быстрой смены инструмента увеличивает время безотказной работы шпинделя
Специалист по приложениям Arno Роб Хэмптон рассматривает систему Arno Fast Change и описывает ее работу в этом видео.
При обслуживании инструментов на традиционном валике на токарном станке с подвижной передней бабкой на индексацию одной пластины может уйти 10 и более минут. При индексации инструментов оператор может выбить патрубки охлаждающей жидкости, что может стоить инструменту механического цеха жизни и времени. После того, как пластины настроены, оператору может потребоваться несколько пусков и остановок шпинделя, чтобы увидеть, направляется ли поток охлаждающей жидкости туда, где он должен быть.
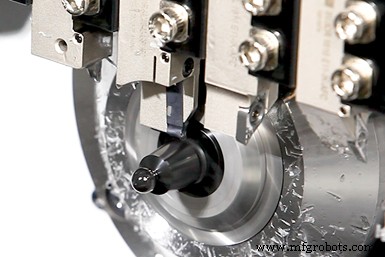
Инструментальная система Arno Fast Change (AFC) состоит из групповой пластины, на которой закреплены токарные инструменты с разъемным хвостовиком, токарные инструменты со сквозной подачей СОЖ, отрезные инструменты и инструменты для обработки канавок. Фото предоставлено:Арно США
Чтобы оптимизировать этот процесс смены инструмента, компания Arno-Werkzeuge USA LLC разработала систему быстрой смены инструмента со сквозной подачей СОЖ, которая устраняет линии подачи СОЖ под высоким давлением в компактной рабочей зоне швейцарского типа. Компания заявляет, что это также значительно сокращает время простоя при смене инструмента, а также время настройки с часов до минут, обеспечивая при этом точную воспроизводимость. По данным компании, эти преимущества не только увеличивают выпуск готовых деталей, но и экономят тысячи долларов на шпинделе в год.
Простой и быстрый функционал
Инструментальная система Arno Fast Change (AFC) состоит из групповой пластины, на которой закреплены токарные инструменты с разъемным хвостовиком, токарные инструменты со сквозной подачей СОЖ, отрезные инструменты и инструменты для обработки канавок. В конструкции, похожей на коллектор, охлаждающая жидкость перенаправляется через соединительную пластину к инструментам. Прорезь типа UN в фиксированном упоре собирает охлаждающую жидкость и пропускает ее через пипетку к переднему концу, где охлаждающая жидкость направляется непосредственно к режущей кромке. Система AFC может подавать охлаждающую жидкость к одному порту, поддерживающему все позиции инструментов, или она может подавать охлаждающую жидкость к двум портам и разделять позиции инструментов с помощью игольчатого клапана.
Инструментальную систему необходимо прокачать только один раз, и, по словам компании, после этого не нужно снова трогать линию подачи СОЖ под высоким давлением. При правильной настройке линии высокого давления перемещаются за кожухами станка, создавая чистую рабочую среду. Это позволяет операторам выполнять плановое техническое обслуживание с большей безопасностью. Кроме того, низкопрофильные зажимы AFC не собирают столько стружки, как обычная система зажима.

При замене инструмента с разъемным хвостовиком Оператор просто ослабляет два зажима, чтобы снять режущую головку, а затем заменяет ее новой.
По словам компании, при замене инструмента с разъемным хвостовиком оператор просто ослабляет два зажима, чтобы снять режущую головку, а затем заменяет ее новой.
Экономия времени и денег
Используя систему AFC, Арно сообщает, что для замены инструмента требуется 17 секунд, что является значительным улучшением по сравнению с типичными 7-10 минутами, которые могут потребоваться при использовании традиционной групповой пластины. Обычный метод может занять пять минут, чтобы сменить инструмент, минуту, чтобы снять инструмент, и еще одну минуту, например, для регулировки втулки.
«Затем, когда вы доведете это до работы в три смены, вы будете менять инструменты на всех пяти станциях дважды за смену», — объясняет Кит Строуп, менеджер по развитию бизнеса в Arno. «Таким образом, 10 смен инструмента за смену на всех пяти станциях два раза за смену равняются 30-кратному простою шпинделя по семь минут каждый». Он подсчитал, что это три с половиной часа или почти полсмены простоя только для обслуживания инструментов в этом традиционном коллекторе и плите с выступами. «Три с половиной часа каждые 24 часа означают 70 000 долл. США в год простоя шпинделя для обслуживания инструмента в этой групповой плите», – добавляет он.
Для сравнения, когда оператор работает с системой AFC, ретуширование не требуется, поскольку инструмент будет повторяться с точностью плюс-минус тысячная от предыдущего положения инструмента. Также нет необходимости учитывать время для повторной регулировки линий охлаждающей жидкости, потому что новая система представляет собой настоящую сквозную систему охлаждения. Также нет необходимости учитывать удаление стружки, потому что
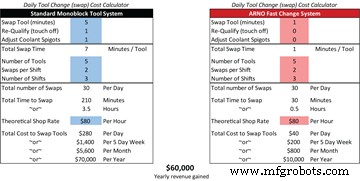
На этих диаграммах показаны оценки экономии средств с использованием Arno Система быстрой смены инструментов по сравнению со стандартной моноблочной системой инструментов. Арно говорит, что пользователи могут зарабатывать 60 000 долларов США в год, используя систему Fast Change.
По словам Строупа, эти поверхности в основном были устранены с помощью гладкой конструкции AFC. Таким образом, 17-секундное время смены инструмента — единственное время, которое следует учитывать. Но для реального примера он увеличивает время до одной минуты, чтобы учесть отвлеченного оператора, который может использовать дополнительные секунды.
Несмотря на то, что по-прежнему существует 30 простоев в день, теперь время простоя в день составляет всего 30 минут вместо 210 минут при использовании традиционной групповой плиты. "Это стоит всего 10 000 долларов США в год, а это значит, что вы только что заработали 60 000 долларов США в год на этом одном шпинделе, внедрив систему AFC", – говорит Строуп.
ООО «Арно-Веркзеуге США» | arnosa.com
Промышленное оборудование
- Инновационный инструментарий:готовность к изменениям, обновлению - ключ к успеху
- Центры точения с наклонной станиной
- Семиосевой токарный станок швейцарского типа
- Токарный станок со скоростью вращения шпинделя 25 000 об/мин
- Поточный двухшпиндельный токарный станок
- Поточный двухшпиндельный токарный станок(2)
- Высокоскоростные ВТК
- Токарный центр с цанговым шпинделем
- Автоматическая токарная обработка с коротким временем работы
- 5 инструментов, которые способствуют процветанию бережливого производства