


Сколько осей нужно для листогибочного пресса?
Листогибочный пресс является жизненно важным оборудованием для любого цеха по производству металлоконструкций, но его выбор может быть сложным выбором при принятии решения о том, как должен быть оборудован ваш новый листогибочный пресс. Существует множество вариантов производителей, моделей и размеров станков, а также того, что ими движет (как мы обсуждали в этой статье:Что движет листогибочными прессами?). При всей этой сложности, как вы решаете, сколько осей вам нужно на листогибочном прессе? Какие оси важны для ваших нужд?
В этой статье мы разберем ось листогибочного пресса, описав, что они делают и какую пользу они могут принести вам, чтобы сделать ваш выбор при покупке листогибочного пресса намного проще.
Что такое листогибочный пресс и как он используется?
Листогибочный пресс — это машина, используемая в цехах по производству металлоконструкций для придания листовому металлу различных форм, таких как коробки, кастрюли и другие важные компоненты (более подробная информация об основах представлена здесь:Основы работы листогибочного пресса). пуансон» в «матрицу» противоположной формы, в то время как формируемый материал удерживается между ними. При определенном усилии листогибочный пресс заставляет материал принимать форму пуансона и штампа. Сколько изгибов сделано, насколько точны эти изгибы и насколько повторяемы детали от детали к детали — все это функции, которые варьируются от одного листогибочного пресса к другому и могут сильно зависеть от того, сколько осей оснащен листогибочный пресс.
Три основные группы управляемых осей на современном листогибочном прессе с ЧПУ
Существует 3 основных типа осей, управляемых ЧПУ на листогибочном прессе, и хотя можно добавить гораздо больше осей, эти 3 категории являются основными, которые должен знать каждый производственный цех, использующий или планирующий приобрести листогибочный пресс.
Управление изгибающимся тараном
Самой первой осью, которой нужно управлять на листогибочном прессе, является ползун (или станина в вариантах upworking). Ram контролирует глубину изгиба, и в большинстве случаев это означает угол изгиба, а также большинство операций с использованием техники гибки воздухом. Эта ось называется «осью Y» и обычно обозначается как Y1 и Y2, что относится к правостороннему и левостороннему управлению механизмами прижимной силы.
Управление задним датчиком
Следующая ось, которой нужно управлять на листогибочном прессе, может немного усложнить задачу. Эти доступы являются затылком и контролируют точность формируемого фланца. В зависимости от сложности деталей, которые вы изготавливаете, задний упор может иметь всего 1 ось (X) или 6 осей (на некоторых станках больше). Эти оси, как и ось Y Rams, также могут иметь варианты X или X1/X2, R или R1/R2, Z или Z1/Z2, что символизирует индивидуальную управляемость каждой из осей, независимую от другой.
 Параметры оси заднего упора:
Параметры оси заднего упора:
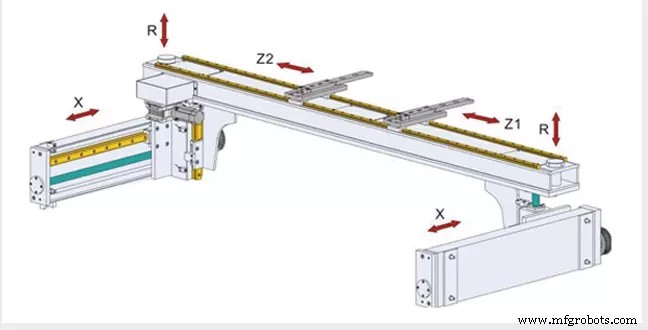
Ось X:Эта ось управляет движением датчика вперед и назад. Он размещает стопорные пальцы, которые оператор использует для упора материала, ближе или дальше от гибочных инструментов. Эта ось имеет решающее значение для поддержания правильной длины полки формируемой детали. В варианте X1/X2 стопорные пальцы калибра могут перемещаться внутрь или наружу независимо друг от друга, тем самым регулируя конические и более сложные детали.
Ось R:Ось R на листогибочном прессе является следующей необходимой осью в формовочном прессе. Это позволяет перемещать калибровочные пальцы вверх или вниз, располагая калибровочные пальцы для измерения предварительно отформованных фланцев, которые опускаются под плоскость изгиба или даже поддерживают более тяжелые детали. Ось R также позволяет использовать более длинное положение измерения, поскольку обычно датчик допускает 2 или более точек измерения на пальце при изменении высоты. В варианте R1/R2 этой оси калибровочные пальцы могут быть независимо опущены/подняты, что позволяет позиционировать их для измерения и поддержки очень сложных деталей.
Ось Z:Ось Z на листогибочном прессе — это способность измерительных пальцев перемещаться по запрограммированной траектории влево или вправо. Эта ось движения позволяет оператору иметь несколько наборов инструментов в тормозе, в то время как калибровочные пальцы следуют от установки к настройке, выполняя необходимые функции гибки по желанию. В варианте Z1/Z2 эти оси также полностью независимы друг от друга и могут позиционироваться как таковые. Отличным примером использования оси Z1/Z2 может быть очень длинный, но узкий дренажный/капельный поддон. Ось Z1/Z2 будет располагаться очень близко для формирования конца, но затем будет раздвинута далеко друг от друга для надлежащей поддержки при формировании более длинных изгибов.
Управление различными параметрами производительности и аксессуарами
Следующая серия осей листогибочного пресса поддерживает дополнительные функции, которые могут повысить точность гибки, производительность и обработку материала. Наиболее распространенными осями этого класса являются:
- Держатель коронки или ось V.
- Опоры для листов (подъем/поддержка больших листов в процессе формования)
- Дополнительная ось заднего упора (X-Prime и другие модели)
- Специальные опции производителя (сменные держатели штампов и т. д.)
Что такое оси и их функции?
Как мы подробно описали выше, ось листогибочного пресса имеет следующие функции:
Ось Y
Управляет подъемом/опусканием рамы (или подъемом/опусканием станины в некоторых моделях). Эта ось отвечает за правильный угол изгиба.
Ось X:
Управляет движением заднего упора вперед/назад (IN/OUT). Эта ось определяет длину формируемого фланца.
Ось R:
Эта ось перемещает задний упор ВВЕРХ/ВНИЗ и помогает оси X, обеспечивая большее количество позиций измерения и обеспечивая материальную поддержку.
Ось Z:
Эта ось управляет положением калибрующих пальцев буквально (L/R) и позиционирует калибрующие пальцы через программу обработки деталей для удобства и безопасности оператора.
Какое минимальное количество осей необходимо для листогибочного пресса?
Минимальное количество осей, необходимых для листогибочного пресса, равно одной. Просто ось Y для управления ВВЕРХ/ВНИЗ ползуна (или кровати в некоторых конструкциях). Эта ось является наиболее важной, так как она контролирует угол формируемой детали. Если ось давит слишком сильно, деталь перегнута, если недостаточно сильно, угол слишком недогнут. Точный контроль и повторяемость этой оси являются наиболее важными характеристиками при выборе листогибочного пресса.
Наиболее распространенной конфигурацией, которую мы видим, является то, что многие называют 3-осевым листогибочным прессом, который включает в себя Y1/Y2, X и R. Эта комбинация осей обеспечивает наибольшую функциональность листогибочного пресса при наибольшей доступности.
На что обратить внимание при покупке многоосевого листогибочного пресса
При покупке многоосевого листогибочного пресса важно учитывать в первую очередь сложность формируемых деталей и требования к точности формованных деталей. Также обратите внимание, что предыдущие производственные операции также важны и будут способствовать точности вашего листогибочного пресса. Если вы питаете листогибочный пресс от лазерного станка, вы, вероятно, получаете очень точные детали, и поэтому вам следует склоняться к дополнительным дополнительным осям на тормозе, чтобы помочь вам сохранить эту точность. Однако, если вы формируете детали на плазменном столе, вы, вероятно, не работаете с самыми сложными допусками.
Последующие операции, которые вы, возможно, запланировали после формирования материала на прессе, также могут сильно повлиять на параметры, рекомендуемые для вашего листогибочного пресса. Например, если вы планируете использовать роботизированную сварку в своем производственном процессе, жизненно важно, чтобы ваш листогибочный пресс производил точные формы, гиб за гибом без накопления ошибок. Роботизированные сварочные системы могут быть очень ценными и экономить время для производителей продукции, но они требуют точно формованных и многократно формируемых деталей для достижения успеха.
В компании Southern Fabricating Machinery Sales, Inc мы хорошо разбираемся в листогибочных прессах и формовании. Наши специалисты могут помочь вам в выборе правильного листогибочного пресса для вашей области применения и бюджета. Посетите нас в Интернете по адресу www.southernfabsales.com или позвоните нам напрямую для получения помощи по телефону 813-444-4555
Промышленное оборудование
- Детали барабанного тормоза:как они работают
- Как работают тормозные суппорты? Полное руководство
- 13 шагов проверки листогибочного пресса
- Что нужно знать о технологии формовки листогибочным прессом
- Папки или гибочные прессы? Как выбрать
- Нужна ли мне машина для фальцовки листового металла или листогибочный пресс?
- Как избежать четырех основных проблем с изгибом листогибочного пресса
- Как работает современный листогибочный пресс?
- 4 Основы гибки пресс-тормоза, которые необходимо знать
- Что следует искать в бывшем в употреблении листогибочном прессе