


Как улучшить стандартные циклы сверления с насечкой
Большинство обрабатывающих центров с ЧПУ обеспечивают два типа постоянных циклов сверления с выводом стружки:G73 выполняет стружколомание для ковких материалов, а G83 выполняет удаление стружки для глубоких отверстий. G73 используется для отбивания стружки при сверлении отверстий путем небольшого отвода сверла через равные промежутки времени (например, каждые 0,1 дюйма или 2,5 мм). G83 используется для удаления стружки со канавок сверла по мере сверления отверстий, полностью выдвигая сверло из отверстия через каждые три-пять диаметров сверла.
Что делать, если вам необходимо просверлить глубокие отверстия в ковких материалах? Для этого требуется комбинация двух постоянных циклов, и большинство ЧПУ не имеют для этого постоянного цикла. Однако с помощью пользовательского макроса FANUC вы можете создать собственный постоянный цикл сверления с периодическим сверлением и заставить его вести себя так, как вы хотите. Вы даже можете создать команду модального вызова и выполнить ее с помощью G-кода по вашему выбору, отменяя ее с помощью G80.
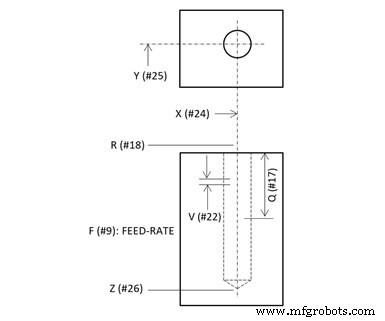
В идеальном случае созданный пользователем постоянный цикл Пользовательский макрос будет использовать те же слова ЧПУ и будет вызываться так же, как G73 и G83. Это обеспечит согласованность, сведет к минимуму путаницу и не позволит программистам вносить значительные изменения в текущие программы, использующие G73 или G83. На этом рисунке показаны родственные слова для нашего примера.
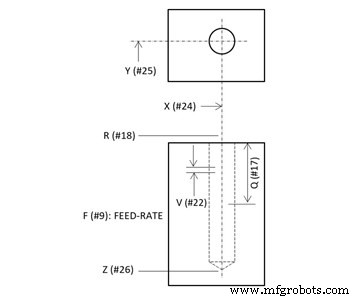
Обратите внимание, что выбранные аргументы буквенного адреса соответствуют аргументам, используемым с G83, с добавлением буквенного адреса V для указания глубины сверления стружки. Вот пример вызова программы, которая будет обрабатывать шесть отверстий. Обратите внимание, как это похоже на программу, использующую G83.
%
О0001
(Н005 Т01 М06
N010 G54 G90 S600 M03
N015 G00 Х0 У0
N020 G43 H01 Z0.1
N025 G66.1 P9010 X1.0 Y1.0 Z-3.25 R0.1 Q1.0 V0.1 F5.0
N030 X2.0
N035 X3.0
N040 Y2.0
N045 X2.0
N050 X1.0
N055 G67
N060 G91 G28 Z0 M19
Н065 М30
%
G66.1 указывает модальную команду вызова пользовательского макроса. G67 отменяет его. Если вы хотите использовать специальный G-код для вызова модального пользовательского макроса, скажем, G89, поместите значение -89 в созданный пользователем параметр G-кода, относящийся к программе O9010. Для современных ЧПУ FANUC это параметр 6050. Значение 89 — это номер G-кода. Установка отрицательного значения сообщает ЧПУ, что вы хотите, чтобы оно вызывало модальный вызов пользовательского макроса. Вы также должны подтвердить, что бит 3 параметра 6007 установлен на ноль, чтобы гарантировать, что используется метод модального вызова пользовательского макроса G66.1 (не G66).
Для отмены с помощью G80 вместо G67 создайте другой G-код, созданный пользователем. Поместите значение 80 в параметр 6051. С этого момента ЧПУ будет выполнять программу O9011 всякий раз, когда считывается G80:
%
O9011
G80 (нормальная функция G80, отмена постоянного цикла)
G67 (Отменить модальный вызов пользовательского макроса)
М99
%
Вот пользовательский макрос для сверления отверстий:
%
O9010
(СОХРАНИТЕ МОДАЛЬНЫЕ АРГУМЕНТЫ)
ЕСЛИ[#24EQ#0] ТО #101=#5001
ЕСЛИ[#24NE#0] ТО #101=#24
ЕСЛИ[#25EQ#0] ТО #102=#5002
ЕСЛИ[#25NE#0] ТО #102=#25
ЕСЛИ[#26NE#0] ТО #103=#26
ЕСЛИ[#18NE#0] ТО #104=#18
ЕСЛИ[#17NE#0] ТО #105=#17
ЕСЛИ[#22NE#0] ТО #106=#22
ЕСЛИ[#9NE#0] ТО #107=#9
#24=#101
#25=#102
#26=#103
#18=#104
#17=#105
#22=#106
#9=#107
(КОНСТАНТЫ)
#33=0,05 (ВХОД В ОТВЕРСТИЕ)
# 4 =0,005 (КОЛИЧЕСТВО ОТТЯГИВАНИЯ РАЗЛОМА ФИШКИ)
(ИНИЦИАЛИЗАЦИЯ ДЛЯ КОНТУРА ОЧИСТКИ ФИШКИ)
#28=КРУГЛЫЙ[[ABS[#26-#18]]/#17] (ЧИСЛО ОЧИСТКИ СТРУБКИ)
#17=[ABS[#26-#18]]/#28 (ПЕРЕРАССЧИТАННАЯ ГЛУБИНА ОЧИСТКИ СТРУЖКИ)
#29=#18 (ТЕКУЩАЯ ПОЛОЖЕНИЕ ПОДХОДА К ОЧИСТКЕ ФИШКИ)
(ИНИЦИАЛИЗАЦИЯ ДЛЯ КОНТУРА РАЗМЫКАНИЯ)
#31=КРУГЛЫЙ[#17/#22] (ЧИСЛО ОТЛОМКИВАНИЯ СТРУЖЕК)
#22=#17/#31 (ПЕРЕРАССЧИТАННАЯ ГЛУБИНА ОТЛОМА СТРУЖКИ)
#32=#18-#22 (ТЕКУЩЕЕ НИЖНЕЕ ПОЛОЖЕНИЕ ОТЛОМА)
(НАЧАЛЬНЫЕ ПОЗИЦИОННЫЕ ДВИЖЕНИЯ)
G00 Х#24 Y#25
Z#18
(ПЕТЛЯ СВЕРЛЕНИЯ ДЛЯ ОЧИСТКИ СТРУБКИ)
#27=1 (СЧЁТЧИК ДЛЯ ОЧИСТКИ СКОПОВ)
ПОКА[#27 LE #28] ДЕЛАТЬ 1
G00 Z#29 (ПЕРЕХОД НА ТЕКУЩУЮ ПОЗИЦИЮ ЗАХОДА ПО Z)
(ПЕТЛЯ СВЕРЛЕНИЯ С ОТЛОМОМ СТРУЖКИ)
#30=1 (СЧЕТЧИК ДЛЯ ОТДАЛКИ СТРУЖКИ)
ПОКА[#30 LE #31] ДЕЛАТЬ 2
G01 Z#32 F#9 (СДЕЛАТЬ КЛЕВ)
G00 Z[#32+#4] (РАЗБИРАТЬ ЧИП)
(ШАГ CHIPB BREAK BREAK PECK DRILLING LOOP ЗНАЧЕНИЯ)
#30=#30+1 (СЧЕТЧИК ШАГОВ)
# 32 =# 32- # 22 (ШАГ ТОКА ОТЛОМА НИЖНЕЙ ЧАСТИ)
КОНЕЦ 2
G00 Z#18 (ОТВОД ИЗ ОТВЕРСТИЯ)
#27=#27+1 (СЧЕТЧИК ШАГОВ)
#29=#32+#22+#33
КОНЕЦ 1
М99
%
Промышленное оборудование
- Как использовать дроны для повышения безопасности на рабочем месте
- Как рассчитать и улучшить доступность машины
- Как амортизаторы повышают безопасность и долговечность
- Как гидравлические зажимы могут повысить эффективность производства
- Как улучшить выполнение профилактического обслуживания?
- Как улучшить обучение рабочих?
- Как повысить производительность рабочих?
- Как повысить точность машины
- Как балочный копировальный станок может повысить производительность
- Как улучшить процесс анодирования пластика?