


Как геометрия расточных оправок влияет на операции резания
Растачивание — это токарная операция, которая позволяет машинисту увеличить уже существующее отверстие за счет нескольких итераций внутреннего растачивания. Он имеет ряд преимуществ перед традиционными методами чистовой обработки отверстий:
- Возможность экономичного изготовления отверстий нестандартных размеров.
- Создание более точных отверстий и, следовательно, более жестких допусков.
- Более высокое качество отделки
- Возможность создания нескольких размеров внутри самого отверстия.
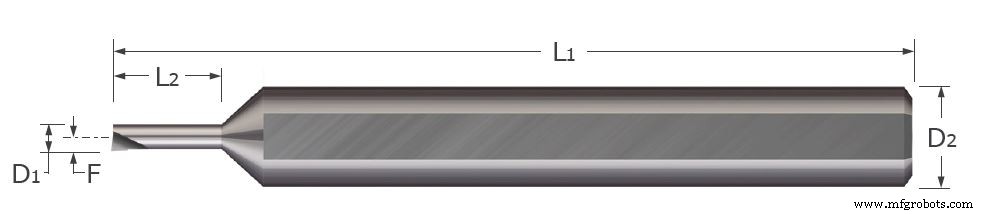
Твердосплавные расточные оправки, такие как предлагаемые Micro 100, имеют несколько стандартных размеров, которые обеспечивают базовую функциональность инструмента при удалении материала из внутреннего отверстия. К ним относятся:
Минимальный диаметр отверстия (D1) :минимальный диаметр отверстия, при котором режущий конец инструмента полностью входит внутрь без контакта с противоположными сторонами
Максимальная глубина отверстия (L2) :максимальная глубина, на которую инструмент может проникнуть в отверстие без контакта с частью хвостовика
Диаметр хвостовика (D2) :диаметр части инструмента, находящейся в контакте с держателем инструмента
Общая длина (L1) :Общая длина инструмента
Смещение центральной линии (F):расстояние между кончиком инструмента и осевой линией хвостовика
Выбор инструмента
Чтобы свести к минимуму отклонение инструмента и, следовательно, риск отказа инструмента, важно выбрать инструмент с максимальной глубиной отверстия, которая лишь немного превышает длину, которую он предназначен для обработки. Также выгодно увеличить диаметр расточной оправки и хвостовика, так как это повысит жесткость инструмента. Это должно быть сбалансировано с оставлением достаточного места для эвакуации стружки. Этот баланс в конечном итоге сводится к скучному материалу. Для более твердого материала с более низкой скоростью подачи и глубиной резания может не потребоваться столько места для эвакуации стружки, но может потребоваться более крупный и жесткий инструмент. И наоборот, более мягкий материал с более агрессивными рабочими параметрами потребует больше места для эвакуации стружки, но может не требовать такого жесткого инструмента.
Геометрии
Кроме того, они имеют ряд различных геометрических особенностей, чтобы адекватно справляться с тремя типами сил, действующих на инструмент во время этого процесса обработки. Во время стандартной операции растачивания наибольшая из этих сил является тангенциальной, за ней следует подача (иногда называемая осевой) и, наконец, радиальная. Тангенциальная сила действует перпендикулярно передней поверхности и отталкивает инструмент от центральной линии. Сила подачи не вызывает отклонения, а толкает инструмент назад и действует параллельно центральной линии. Радиальная сила толкает инструмент к центру отверстия.
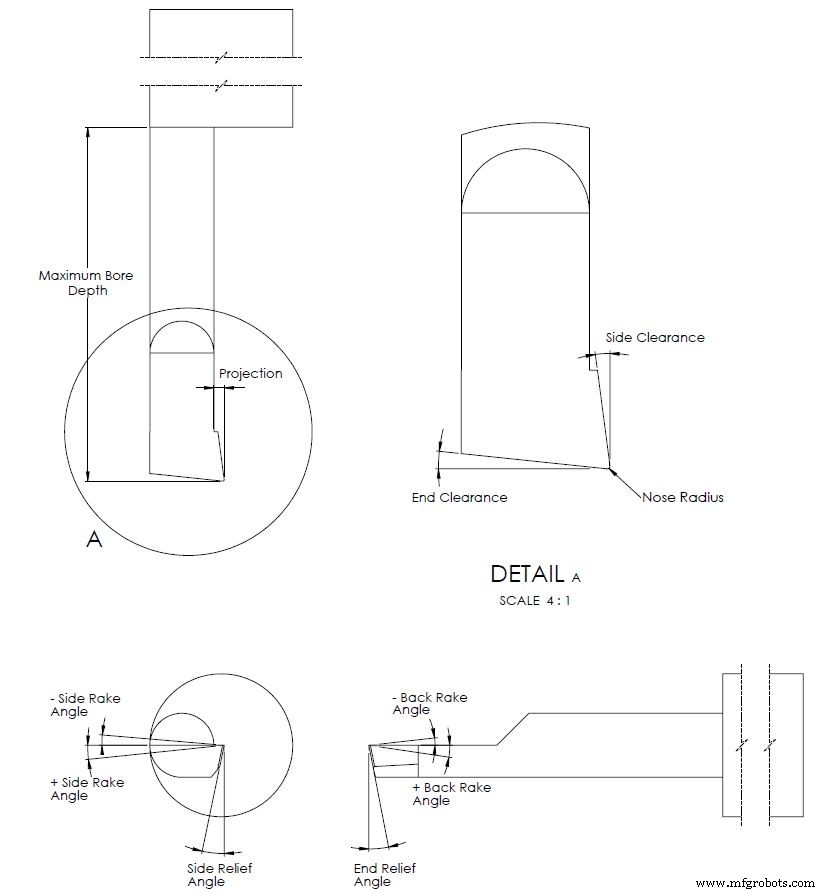
Определение геометрических характеристик расточной оправки:
Радиус носа :округлость режущей кромки инструмента
Боковой зазор (радиальный зазор) :угол, измеряющий наклон носа относительно оси, параллельной центральной линии инструмента
Концевой зазор (осевой зазор) :угол, измеряющий наклон торца относительно оси, идущей перпендикулярно центральной линии инструмента
Боковой передний угол :угол, измеряющий боковой наклон боковой грани инструмента
Угол заднего переднего угла :угол, измеряющий угол наклона задней поверхности относительно центральной линии заготовки
Боковой задний угол :угол, измеряющий, насколько нижняя грань наклонена от заготовки
Конечный задний угол :угол, измеряющий наклон торца относительно линии, проходящей перпендикулярно центральной оси инструмента
Влияние геометрических элементов на операции резки:
Радиус носа :Большой радиус вершины обеспечивает больший контакт с заготовкой, продлевая срок службы инструмента и режущей кромки, а также улучшая качество обработки. Однако слишком большой радиус приведет к вибрации, поскольку инструмент больше подвержен воздействию тангенциальных и радиальных сил резания.
Еще одним способом, которым эта функция влияет на режущее действие, является определение того, какая часть режущей кромки подвергается воздействию тангенциальной силы. Величина этого эффекта во многом зависит от подачи и глубины резания. Различные комбинации глубины пропилов и углов при вершине приведут к тому, что тангенциальная сила будет подвергаться воздействию тангенциальной силы либо на более короткие, либо на более длинные участки режущей кромки. Общий эффект заключается в степени износа кромки. Если только небольшая часть режущей кромки подвергается воздействию большой силы, она будет изнашиваться быстрее, чем если бы той же силе подвергалась более длинная часть кромки. Это явление также происходит при увеличении и уменьшении угла торцевой режущей кромки.
Конечный угол режущей кромки :Основная цель конечного угла резания — обеспечение зазора при резке в положительном направлении Z (входя в отверстие). Этот зазор позволяет радиусу вершины быть основной точкой контакта между инструментом и заготовкой. Увеличение угла концевой режущей кромки в положительном направлении снижает прочность наконечника, но также уменьшает усилие подачи. Это еще одна ситуация, когда необходимо найти баланс между прочностью наконечника и снижением силы резания. Также важно отметить, что угол может потребоваться изменить в зависимости от типа выполняемого сверления.
Боковой передний угол :Угол при вершине — это один геометрический размер, определяющий, на какую часть режущей кромки действует тангенциальная сила, а боковой передний угол определяет, насколько эта сила перераспределяется в радиальную силу. Положительный передний угол означает меньшую тангенциальную силу резания, поскольку допускает большее срезающее действие. Однако этот угол не может быть слишком большим, поскольку он ставит под угрозу целостность режущей кромки, оставляя меньше материала для угла при вершине и бокового заднего угла.
Угол заднего переднего угла :иногда называемый верхним передним углом, задний передний угол цельных твердосплавных расточных оправок отшлифован, чтобы помочь контролировать поток стружки, срезаемой на конце инструмента. Этот элемент не может иметь слишком острый положительный угол, так как это снижает прочность инструмента.
Боковые и торцевые углы разгрузки :Как и в случае с конечным углом режущей кромки, основное назначение бокового и концевого затылочных углов состоит в том, чтобы обеспечить зазор, чтобы нережущая часть инструмента не терлась о заготовку. Если углы слишком малы, существует риск истирания между инструментом и заготовкой. Это трение приводит к повышенному износу инструмента, вибрации и плохому качеству поверхности. Угловые измерения обычно находятся в диапазоне от 0° до 20°.

Сводная информация о геометрии расточных оправок
Расточные оправки имеют несколько габаритных размеров, которые позволяют выполнять растачивание отверстия без вдавливания держателя инструмента в заготовку или мгновенной поломки инструмента при контакте. Твердосплавные расточные оправки имеют множество углов, которые по-разному комбинируются для распределения 3 типов сил резания, чтобы в полной мере использовать преимущества инструмента. Для достижения максимальной производительности инструмента требуется сочетание правильного выбора инструмента с соответствующей скоростью подачи, глубиной резания и числом оборотов в минуту. Эти факторы зависят от размера отверстия, количества материала, который необходимо удалить, и механических свойств заготовки.
Станок с ЧПУ
- Как эффективно оптимизировать станок для гидроабразивной резки?
- Глоссарий битов для маршрутизатора ЧПУ 2
- Как вырезать акрил на фрезерном станке с ЧПУ?
- Как использовать фрезерный станок с ЧПУ?
- Взаимодействие с углами:как обрабатывать углы
- Как использовать станок для резки акрила для резки акрила
- Операции на токарных станках и режущие инструменты токарных станков
- Что такое ударная планка?
- Влияние СОЖ на процессы обработки
- Как добавить новый инструмент