


Создание сложных деталей методом многослойного литья и литья под давлением
Для массового производства простых деталей существует несколько производственных процессов, более подходящих, чем литье под давлением, наиболее широко используемый процесс производства пластмасс в мире. Литье под давлением используется для изготовления всего, от упаковки для пищевых продуктов до деталей самолетов, а его скорость и экономичность, особенно в больших масштабах, делают его лучшим выбором для многих производителей.
Однако существуют ограничения для основного процесса литья под давлением. Оболочка машины для литья под давлением ограничивает размер формованных деталей, а сам процесс, в котором расплавленный пластик заливается в металлическую форму, накладывает геометрические ограничения, которые можно обойти с помощью таких процессов, как 3D-печать или даже обработка с ЧПУ.
Кроме того, литье под давлением, как правило, подходит только для простых пластиковых деталей, которые необходимо производить в огромных количествах.
То есть, если мы не используем процесс многослойного формования или формования со вставкой для создания сложных формованных деталей из нескольких материалов. В этой статье рассказывается о том, как работает многослойное формование и для чего его можно использовать, что дает вам представление о том, можно ли включить многослойное формование в свой производственный цикл.
Что такое многослойное формование?
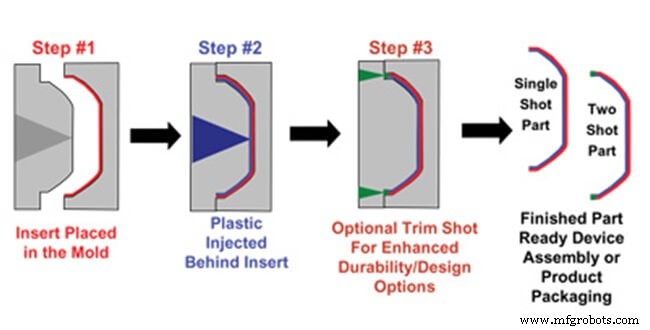
Как следует из названия, литье под давлением — это производственный процесс, в котором основной процесс литья под давлением выполняется поверх другого формованного компонента.
Этот другой формованный компонент, известный как подложка , помещается в металлическую форму. Поэтому, когда мы вливаем расплавленный пластик в форму, жидкий материал окружает подложку или каким-то образом прикрепляется к ней. Когда расплавленный пластик остывает, мы получаем сложную деталь, состоящую из двух компонентов:подложки и свежевлитого пластика поверх нее.
Многослойное литье позволяет производителю создавать формованные детали, состоящие из более чем одного материала, без необходимости ручной сборки двух или более отдельных компонентов.
Зачем использовать многослойное литье?
Многослойное формование является идеальным решением во многих производственных ситуациях. Для недорогих деталей массового производства, для которых требуется два (или более) компонента, изготовленных из разных материалов, многокомпонентное литье часто оказывается быстрее и дешевле, чем ручная сборка нескольких компонентов.
И во многих случаях многослойное формование позволяет создавать конструкции, которые невозможно собрать вручную. (Например, впрыск второго материала в частично полый пластиковый компонент.)
Многослойное формование может быть идеальным в следующих ситуациях:
- Инъекция резины поверх жесткого пластика подложка
- Инжектирование жесткого пластика поверх жесткого пластика подложка
- Инъекция резины над металлом подложка (молдинг)
- Инжектирование жесткого пластика над металлом подложка (молдинг)
Поверхностное литье в сравнении с формованием со вставкой
Многослойное формование и формование со вставками — очень похожие процессы. В обоих случаях расплавленный пластик заливают поверх другого материала, чтобы создать многокомпонентную деталь из нескольких материалов.
Разница заключается в подложке — компоненте, поверх которого добавляется новый материал.
При многослойном формовании подложка сама по себе всегда является формованным компонентом. Таким образом, процесс литья под давлением по существу включает два последовательных цикла литья под давлением (с использованием двух отдельных металлических форм). Во-первых, подложка создается в собственной форме; затем на ранее отформованную подложку выполняется формование в другой форме.
Литье вкладышей бывает разным. При формовании со вставкой подложка не обязательно должна быть формованным компонентом. Например, это может быть обработанный металлический компонент, а процесс формования может использоваться для добавления пластика или резины к металлическому компоненту.
Примеры многослойного формования
Резина поверх жесткого пластика
Добавление резиновых компонентов к пластику является распространенным процессом в производстве потребительских товаров и широко используется для добавления мягких, цепких ручек к деталям. Зубные щетки, например, часто изготавливаются методом литья под давлением, когда к жесткому пластиковому стержню добавляется резиновая ручка.
Жесткий пластик поверх жесткого пластика
Комбинирование двух разных жестких пластиков полезно для создания многоцветных деталей или деталей с частично прозрачными участками. Детские игрушки, состоящие из двух и более цветных пластиковых секций, часто изготавливаются методом литья под давлением.
Резина поверх металла
Литье со вставкой идеально подходит для добавления резинового компонента к предварительно отформованной металлической детали. Это может быть полезно для добавления захвата или даже водонепроницаемого уплотнения или прокладки к металлической детали. Резина также может выступать в качестве амортизатора.
Жесткий пластик поверх металла
Литье со вставками из жесткого пластика широко используется в производстве таких изделий, как ручные инструменты и безопасные бритвы, когда из соображений эргономики вокруг металлической головки инструмента или лезвия формуется твердая пластиковая ручка.
Совместимость и склеивание материалов для наплавки
Цель литья под давлением и литья под давлением состоит в том, чтобы создать сложную деталь, компоненты которой каким-то образом скреплены друг с другом. Если два материала легко отделяются друг от друга, то наплавка не удалась.
Однако существует два основных способа соединения подложки и наплавляемого материала.
Одним из способов является химическая связь. , который включает в себя наплавляемый материал, сплавляющийся с материалом подложки и прилипающий к нему. Химическое соединение возможно только в том случае, если два материала химически совместимы, например, ТПУ (резина) поверх АБС (жесткого пластика), но это обеспечивает большую степень свободы дизайна.
Если материал подложки и наплавляемый материал химически несовместимы, их все же можно соединить, если инженер сконструирует механическое соединение. для части. Механическое соединение может иметь форму поднутрения или обратного конуса в подложке:как только формовочный материал течет вокруг и под подрезом, он фиксируется на месте и не может отделиться от подложки.
Фактически, механические соединения являются уникальной конструктивной особенностью литья под давлением и литья под давлением. Полностью закрытое замковое соединение между двумя компонентами часто невозможно достичь при ручной сборке. (Если, например, резиновый компонент не растягивается вокруг твердого компонента или не вдавливается в него.)
Поверхностное формование с помощью 3ERP
3ERP имеет многолетний опыт в области литья под давлением и может выполнять проекты многослойного литья и литья под давлением любых форм и размеров.
Свяжитесь с нами, чтобы получить бесплатное предложение.
Станок с ЧПУ
- Сварка и склейка пластиковых деталей, напечатанных на 3D-принтере
- Как спланировать и реализовать автоматизацию на заводе литья под давлением
- Редактирование и создание сборок с помощью E3.series
- Прокатные станы:детали, работа и типы прокатных станов с
- Спиральное сверло:детали, типы и номенклатура с
- Формованная вставка из полиуретана
- Вставка литья против литья поверх
- Литье пластмасс под давлением в автомобильной промышленности
- Что такое вставка?
- Эффективные и экономичные услуги по литью пластмасс под давлением