


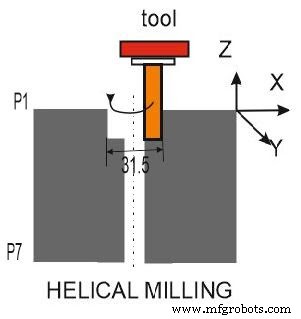
Как сделать программу для спирального фрезерования?
В программе винтового фрезерования мы увеличиваем диаметр отверстия до 31,5 мм. Давайте посмотрим, как сделать программу для винтового фрезерования;
O1234
ОПИСАНИЕ
N20 -Программируйте в инкрементной системе координат, место назначения рабочей координаты на фрезерном станке, все размеры в «мм», выберите плоскость xy, отмените постоянный цикл, если применимо, компенсация смещения высоты инструмента отрицательная;
N30 – Шпиндель по часовой стрелке со скоростью 1200 об/мин
N40 – Ускоренный ход, где в позиции X0 и Z0 .
N50 - Ускоренный ход, при котором инструмент движется в позиции Z10, подача СОЖ включена .
N60- команда линейной интерполяции, где Z равно 0 . (прикасание инструмента к заготовке), скорость подачи за оборот составляет 0,2
N70 - команда линейной интерполяции, при которой инструмент занимает позицию 15,75 по оси X, компенсация радиуса инструмента остается.
N80 - Круговая интерполяция против часовой стрелки, где I =-15,75 и глубина резания по оси Z равна -4. (воображаемая точка первого выреза от P0 до P1)
N90 - Круговая интерполяция против часовой стрелки, где I =-15,75 и глубина резания по оси Z равна -4 . ( Secondcut от точки P1 до P2)
N150 - команда линейной интерполяции, при которой инструмент возвращается в исходное положение X =0, компенсация вершины инструмента отключена.
N160 - Ускоренный ход, при котором инструмент перемещается в позиции Z50 .
N170 - Охлаждение выключено, шпиндель выключен, основная программа завершена.
Станок с ЧПУ
- Как сделать стекловолокно
- Как сделать форму для литья под давлением
- Как использовать фрезерный станок с ЧПУ?
- Ключевые соображения, которые следует учитывать при использовании технологии фрезерования с ЧПУ для обработ…
- Знаете ли вы, как работает фрезерный станок?
- Как сделать прототип
- Как подготовиться к Индустрии 4.0
- Как разработать программу профилактического обслуживания вашего оборудования
- Как заставить комплексную программу безопасности работать
- Макрос G65 для внутренней спирали