


Несколько инструментов для профилактического обслуживания Диагностика проблемы с помпой
Автономные насосы без уплотнений являются основным продуктом химической промышленности. Хотя эти активы обычно невелики, они дороги. Насос мощностью 3 лошадиных силы в этом примере стоит примерно 7200 долларов за сборку ротора и статора. На нашем заводе имеется много таких насосов, поэтому их мониторинг стал важной частью нашей стратегии профилактического обслуживания (PdM).
В этом случае был получен звонок для устранения неисправности насоса, который «вылетал» из-за защиты от тепловой нагрузки. Первоначальные наблюдения показали нормальные условия процесса. Положение клапана было правильным, давление было в пределах исторического диапазона, а датчик потока показал ожидаемый поток. Опыт научил нас, что есть и другие тесты, которые мы можем провести, чтобы проверить правильность работы насоса. Один из них - это температурный градиент по всему насосу; другой - контроль скорости бега с помощью вибрации.

Фото 1. Инфракрасные термографические изображения и данные вибрации
помогли компании Dow Corning выявить проблемы с помпой.
В этом типе насоса содержится технологическая жидкость для смазки подшипников скольжения и обеспечения гидравлической устойчивости ротора. Инфракрасное изображение (вверху) показывает, что в насосе имеется промывочная жидкость, идущая к корпусу заднего подшипника. Свидетельством этого потока являются более холодные цвета на корпусе заднего подшипника. Даже при наличии надлежащего потока жидкости в узле статора и ротора наблюдалось чрезмерное тепловыделение (обратите внимание на белое горячее пятно).
Следующим испытанием было получение данных о вибрации.
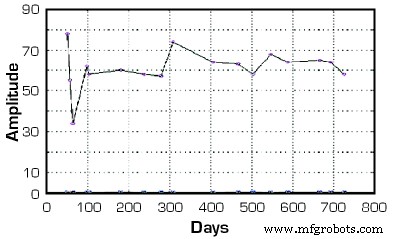
График 1. Исходные данные указывают на вполне нормальные условия процесса.
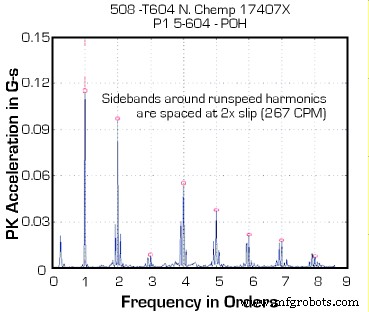
График 2. На графике вибрации отображаются признаки неисправности ротора.
График (График 2) показывает подпись, указывающую на вероятность проблемы с ротором. Множественные гармоники скорости бега были окружены удвоенной частотой скольжения. Эта сигнатура может быть вызвана несколькими неисправностями, включая закороченные кольца, сломанные / треснувшие стержни ротора и короткое замыкание пластин ротора. На этом этапе мы рекомендуем запланировать замену насоса. Спектр подтверждает тот факт, что насос работал в приемлемых условиях потока. Оптимальная скорость работы для этого класса насосов составляет 3450 об / мин.

Ротор имеет толстое покрытие из нержавеющей стали
от 2 до 3 мил толстый.
Тонкий слой нержавеющей стали покрывает обмотки ротора и статора; поэтому КПД ниже, чем у типичных двухполюсных двигателей. Этот насос работал со скоростью 3466 об / мин, что находится в пределах максимальной эффективности. Нам пришлось дождаться разборки, чтобы попытаться найти конкретный драйвер для этой сигнатуры вибрации. Уникальная и неприятная проблема при вскрытии этих насосов заключается в том, что ротор имеет толстую нержавеющую сталь, покрытую толщиной от 2 до 3 мил. Нашему механическому цеху пришлось осторожно удалить это покрытие, чтобы открыть стержни и пластины ротора для проверки.

Удаление покрытия обнажает
стержни и пластины ротора.
Ротор без покрытия четко указывал на причину пектральной сигнатуры. На правой стороне ротора было четкое разделение между стержнями ротора и пластинами. На левой стороне показана казенная часть этого разделения, а также изменение цвета, скорее всего, вызванное накоплением тепла.
Мы установили новый ротор в существующий статор, и насос вернулся к работе в нормальных рабочих условиях. Я уверен, что если бы насос продолжал работать таким образом незамеченным, мы бы в конечном итоге потеряли статор. Замена ротора стоит примерно 3000 долларов из общей суммы 7200 долларов. Катастрофический отказ статора также может привести к выбросу технологической жидкости в атмосферу.
В заключение, этот случай не является типичным режимом отказа для этого класса насосов. Как правило, мы отслеживаем подсинхронную энергию, представляющую масляный вихрь / биение, для оценки износа подшипников. Это очень важно для этих насосов; допуск между ротором и статором составляет от 5 до 7 мил. После контакта ротора со статором целостность насоса / двигателя нарушается, и его необходимо утилизировать. Ремонтный комплект подшипника стоит 400 долларов, в отличие от утилизации насоса за 7200 долларов. Этот случай также иллюстрирует два дополнительных мощных атрибута, которые анализ вибрации привносит в поиск и устранение неисправностей и отслеживание проблем с оборудованием.
-
Анализ вибрации не только может предсказать надвигающиеся механические отказы, но также может исключить гипотетические отказы во время обсуждений по устранению неполадок.
-
Использование анализа вибрации на конкретных активах может указать на изменение условий процесса, которые могут быть основной причиной проблем с качеством оборудования или продукции. Анализ вибрации может указывать на изменения процесса, показывая характерные изменения в слове удаления потока насоса.
Техническое обслуживание и ремонт оборудования
- Ценность профилактического обслуживания в реальном времени
- Разница между профилактическим и профилактическим обслуживанием
- Понимание преимуществ профилактического обслуживания
- Объяснение профилактического обслуживания
- Преобразование обслуживания в прогнозируемую надежность
- Bombardier запускает инновации в области профилактического обслуживания
- Измерение успешности программы профилактического обслуживания
- Ответы на вопросы по профилактическому обслуживанию
- Системы профилактического обслуживания показывают будущую рентабельность инвестиций
- Прогнозирование технического обслуживания редуктора