


5 типов дефектов литья в песчаные формы и способы их предотвращения
Здесь мы представляем 5 основных типов дефектов литья в песчаные формы, часто встречающихся при металлообработке. Вы найдете причину каждого дефекта литья, а также способы устранения для улучшения качества литья.
Литье в песчаные формы – это популярный процесс литья в литейном цехе , при котором отливки создаются путем формирования полости формы в контейнере для песка, заливки расплавленного металла и разрушения песочницы. собирать отливки.
Этот традиционный и популярный метод литья выгоден из-за возможности литья больших объемов, высокой детализации и низкой стоимости литья.
Как и другие процессы трансляции (отливка не идеальна, даже очень инновационный метод), литье в песчаные формы сохраняет несовершенство.
Литье в песчаные формы, являющееся многосложным процессом, вызывает некоторые опасения по поводу различных типов дефектов, которые снижают качество продукции.
Дефекты металлического литья – это несовершенные состояния литья по сравнению с требованием, которые необходимо исправить, устранить или забраковать. Некоторые дефекты литья в песчаные формы небольшие, что может быть приемлемым допуском, некоторые можно легко отремонтировать и обработать. Некоторые серьезные, у которых нет другого выхода, кроме как отклонить и начать новую партию литья.
Ключом к предотвращению и минимизации дефектов металлического литья, а также установлению ожиданий и допусков является знание того, откуда берутся неровности, и поиск решений для их предотвращения.
Учтите эти потребности, здесь мы перечисляем 5 основных групп наиболее популярных дефектов литья в песчаные формы. увидеть в металлообработке и устранить причины дефектов литья, а также предложить меры по улучшению качества литья и предоставить вашим клиентам лучшие литые детали.
СодержаниеДефекты усадки литья
Металлические сплавы дают усадку по мере затвердевания в полости формы на этапе заливки. Это нормальное явление при литье, потому что расплавленный металл менее плотный, чем твердый.
В литейном производстве усадка требует хорошего расчета в модели и дизайне литья.
Дефект усадки является одним из наиболее серьезных дефектов литья в песчаные формы, которые снижают качество литья. Здесь возникают усадочные дефекты отливок, так как процесс усадки происходит неравномерно, что приводит к образованию усадочных раковин в деталях отливки. Два типа усадочных дефектов литья:закрытые усадочные дефекты и открытые усадочные дефекты.
Открытые усадочные дефекты можно обнаружить на поверхности отливки на глаз, тогда как закрытые усадочные дефекты (усадочная пористость) находятся внутри отливки.
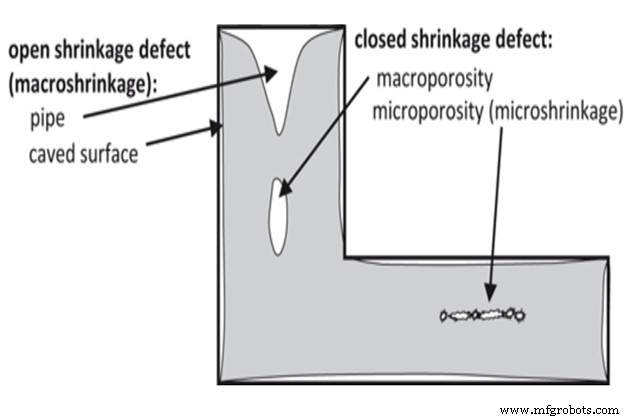
Открытые дефекты усадки
Открытые усадочные дефекты образуются, когда происходит явление неравномерной усадки и затягивания воздуха внутрь формы. Они делятся на два типа:трубчатые и кавернозные поверхности. на поверхности отливки, которую можно наблюдать невооруженным глазом.
Открытые дефекты усадки при литье в песчаные формы ухудшают эстетику поверхности, вызывают появление трещин и ослабляют прочность отливки.
Закрыть дефекты усадки
Близкие усадочные дефекты, также известные как усадочная пористость, представляют собой полости (отверстия), обнаруженные внутри отливки, которые образуются там, где часть расплавленного металла горячее, чем другая жидкость материала. Они бывают микропористыми или макропористыми. фаза, которая может ослабить отливку, а также ухудшить антикоррозионные свойства.
Макроусадочная пористость представляет собой большую полость с шероховатой и губчатой поверхностью, тогда как микроусадочная пористость имеет вид зубчатых меток или линий. Макроусадочную пористость можно увидеть невооруженным глазом, а микроусадочные дефекты обнаруживаются под микроскопом.
Что вызывает дефекты усадки при литье в песчаные формы?
Усадочные дефекты возникают в основном из-за неравномерного или неконтролируемого затвердевания расплавленной жидкости.
Это происходит в основном из-за неправильной заливки конструкций и технических работ, таких как:
- Неисправность литника и стояка (фидера)
- Температура заливки слишком высока
- Смещение стенки формы из-за высокого давления металла
- Охлаждение размещено неправильно
- Внезапное изменение толщины срезов
Как лечить дефекты усадки отливок?
Явление усадки отливки является неизбежным, однако мы можем уменьшить дефекты этого металлического литья за счет геометрических и технологических модификаций.
Ниже перечислены факторы, на которые можно повлиять, чтобы повысить качество окончательного литья:
- Разработайте надлежащую литниковую систему, чтобы обеспечить непрерывный поток расплавленного металла
Конструкция литниковой системы должна обеспечивать выполнение критериев (1) Контролировать расход металла, не подвергаться ударам, не закручиваться, не разбрызгиваться, должна быть плавной и постоянной; (2) быстро заполняет полость формы без потери разбавления металла; (3) Контроль температуры в полости формы для стабильного охлаждения металла.
- Разработайте надлежащую систему подачи (также известную как стояк), чтобы компенсировать усадку при затвердевании и свести к минимуму образование усадочной полости
Подъемник представляет собой полость для хранения расплавленного металла, используемую для подачи жидкого расплава в полость формы для компенсации усадки во время затвердевания металла.
Два критерия проектирования вертикальной системы включают:
(1):должен содержать достаточный объем расплавленной жидкости, чтобы компенсировать сжатие при затвердевании.
(2):должен находиться в положении окончательного затвердевания отливки, затвердевает позже, чем отливка, и дольше всего находится в жидком состоянии
Объем стояка рассчитывается по следующей формуле:
Vф ≈ αVc
Где:
Vф объем стояка
α — коэффициент усадки
Vс объем полости
- Ограничьте общий дефицит объема за счет снижения температуры литья
- Вставка внутреннего охладителя, охлаждающих ребер или охлаждающего змеевика для увеличения локального рассеяния тепла
Охладитель, охлаждающие ребра или охлаждающий змеевик используются для ускорения процесса затвердевания в литейной части формы. Это должно быть место, где может накапливаться тепло, например, кирка и тяжелые секции.
Газовая пористость
Газовая пористость — еще один распространенный дефект литья в песчаные формы, чаще всего встречающийся в процессе литья металлов. Газовая пористость — это пузырьки, образующиеся внутри отливки после этапа охлаждения. Проблемы литья с газовой пористостью связаны с тремя типами пузырьков:точечными отверстиями, газовыми отверстиями и открытыми отверстиями.
Эти проблемы с литьем возникают из-за того, что некоторое количество газа (азот, кислород или водород) содержится в жидком металле, но не содержится в твердом металле. Следовательно, когда жидкость охлаждается, это количество растворенного газа образует пузырьки, которые снижают прочность, пластичность и эстетику отливок.
Эти пузырьки представляют собой пористость или поры либо на поверхности, либо внутри отливки. Поры могут варьироваться от 0,01 до 0,05 мм для нескольких кг отливки, тогда как поры отливки большего веса могут иметь диаметр 0,04 мм.
Отверстия

Отверстия, также называемые пористостью, представляют собой крошечные пузырьки. в основном собираются на верхней поверхности деталей литья. Обычно он имеет размер около 2 мм и может быть обнаружен невооруженным глазом без профессионального контрольного оборудования.
Дыра
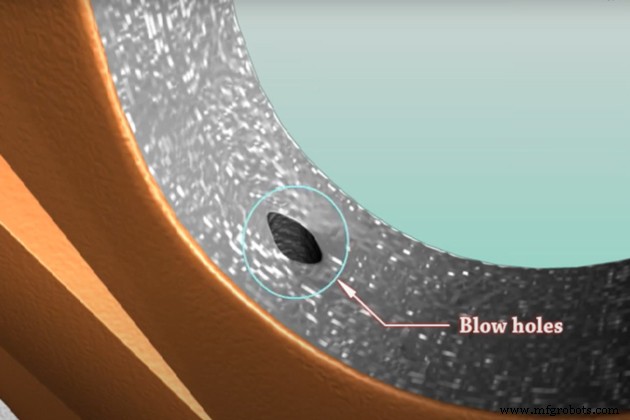
Дырки, известные как удары, представляют собой более крупные полости. чем точечные отверстия, которые обычно появляются внутри литых деталей. Это невидимо невооруженным глазом.
Для определения качества внутренней отливки для сканирования дыхала применяется рентгеновский, гармонический, ультразвуковой или магнитный анализ. Дырки также можно найти на этапах обработки.
Открытое отверстие
Открытое отверстие похоже на большие полости типа дыхала, но появляется на поверхности деталей литья, видимых невооруженным глазом.
Что вызывает газовую пористость при литье в песчаные формы?
Чрезмерное поглощение газа в основном происходит из-за слишком большой влажности и плохой настройки вентиляции. В частности, причины могут быть перечислены следующим образом:
- Слишком много влаги в песчаной формовочной смеси
- Инструменты для транспортировки расплавленного металла (ковши) влажные
- Газифицированного песка недостаточно
- При высокой температуре расплавленного металла
- Охладители содержат ржавчину и влагу
- Ядро недостаточно пропеклось
- В песчаной форме недостаточно вентиляционных отверстий
- Песчаная форма слишком утрамбована
- Турбулентность металла во время заливки
Как лечить дефекты газовой пористости?
Надлежащая практика литейного производства может свести к минимуму газовую пористость и обеспечить качество литья. С помощью следующих действий можно уменьшить количество газа, захваченного в металле, и избежать образования полостей:
- Контролируйте достаточное содержание влаги в песчаной форме и следите за тем, чтобы формовочная смесь была сухой и проницаемой
Обратите внимание, что слишком мелкий песок может ослабить газопроницаемость песчаной формы. Рекомендуется использовать более крупный песок для лучшей газопроницаемости.
Кроме того, не трамбуйте песчаную форму слишком сильно, потому что это также может снизить проницаемость песчаной формы. Создайте больше вентиляционных отверстий в песчаной форме с помощью вентиляционных стержней для лучшей проницаемости. Кроме того, форму необходимо высушить стандартным способом.
- Формы и стержни должны быть высушены и храниться в стандартных условиях сушки
- Обеспечить достаточное количество вентиляционных отверстий для песчаной формы и стержней, чтобы газы могли выходить.
- Используйте антикоррозийные, чистые охладители и сухие инструменты
- Правильно применять процессы плавки и заливки
Чтобы свести к минимуму проблемы литья с газовой пористостью, настоятельно рекомендуется плавить металлический материал в вакууме в среде малорастворимых газов или под флюсом, исключающим контакт воздуха с расплавленным металлом. Кроме того, заливка расплавленной жидкости при более низкой температуре для увеличения скорости затвердевания и уменьшения поглощения газа.
Кроме того, турбулентность при разливке металла может привести к попаданию газов, поэтому требуется правильная конструкция литниковой системы. для предотвращения турбулентности металла во время заливки.
Заливка дефектов металла
Дефекты заливки металла образуются в результате неправильного процесса заливки расплава в полость формы.
Эти проблемы литья подразделяются на четыре типа:холодное запирание, пропуски и включение шлака.
Холодный затвор в отливке
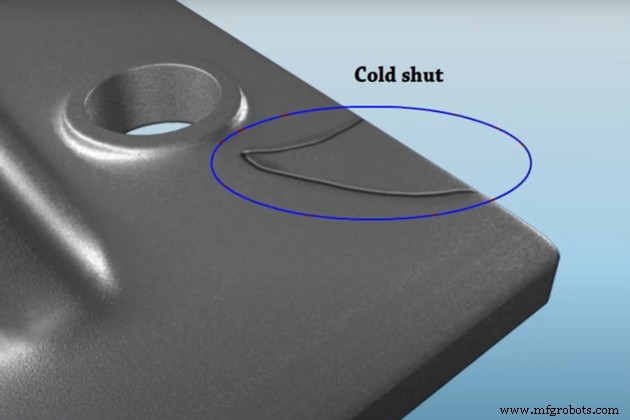
Холодные затворы в отливке представляют собой линии или трещины, образованные в средней части поверхности отливки на шероховатой кромке, образующие слабое место. Холодные затворы видны невооруженным глазом, а отливки часто бракуются, если в них есть дефекты холодного запирания.
Эти дефекты литья в песчаные формы ослабляют прочность литья, что может привести к его разрушению.
Эти дефекты литья в песчаные формы возникают, когда расплавленный металл заливается в полость формы из двух точек заливки, но два потока расплавленной жидкости не сливаются должным образом.
Что вызывает дефекты холодного закрытия?
Дефекты холодного закрытия возникают из-за:
- Расплавленный металл не имеет текучести.
- Система ворот спроектирована неправильно
Как лечить дефекты холодного закрытия?
Основной причиной, вызывающей дефект холодного литья, является недостаточная текучесть расплавленного металла. Вот решения для повышения текучести металлической жидкости:
- Правильно спроектируйте систему ворот
- Ограничить процесс преждевременного затвердевания, повысив температуру заливки
- Используйте более крупный песок, чтобы повысить проницаемость песчаной формы
Ошибки
Пропуски — это дефекты литья, при которых полость литейной формы не полностью заполнена расплавленным металлом, что приводит к незаполненным частям или отсутствующим частям.
Это происходит потому, что металлическая жидкость замерзает до того, как заполнит всю полость формы.
Что вызывает дефекты неправильного запуска?
Причина несоответствия приводит к дефектам литья, подобным холодному затвору, то есть недостатку текучести расплавленного металла.
Как лечить дефекты, связанные с пропусками?
Подобно средствам защиты от холодного закрытия, если ваш кастинг сталкивается с феноменом осечки, обязательно проверьте
- Дизайн ворот
- Форма из песка
- Температура заливки
Включение шлака
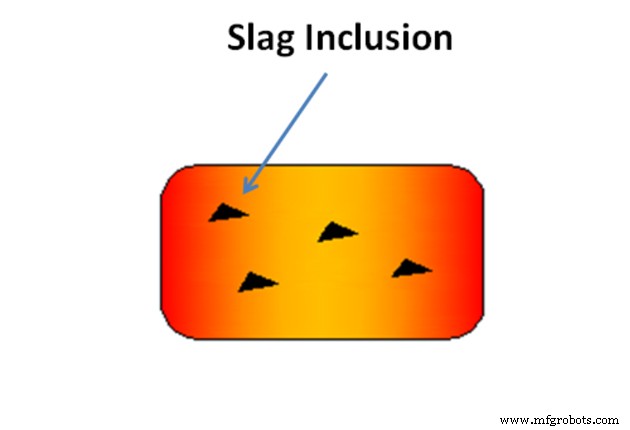
Шлаковые включения представляют собой темно-серые скопления или единичные распределения на поверхности или внутри отливки.
Обычно его обнаруживают в процессах пескоструйной обработки и механической обработки.
Что вызывает включение шлака?
Причинами образования дефектов шлаковых включений являются:
- Сырье и сырье для плавки содержат примеси (оксиды, нитриды, карбиды, сульфиды и т.д.)
- Неправильная конструкция системы заливки приводит к затягиванию шлака в полость формы в процессе заливки
- Материал, выветриваемый из плавильной печи, разливочного стакана.
- Загрязнения, содержащие песчаную плесень.
- Шлак не удаляется и не очищается после этапа рафинирования, плюс жидкость сплава чрезмерно перемешивается при высокой температуре, вызывая повторное окисление.
Как обработать шлаковые включения?
Существует несколько способов минимизировать концентрацию шлаковых включений. Чтобы предотвратить образование шлаковых включений в отливке, вы можете проверить эти средства:
- Управление сырьем и плавкой
Предлагается поместить сырье в машину для анализа состава SpetroMax, чтобы проверить качество исходного материала. Кроме того, очищайте и удаляйте примеси из плавильного материала и храните их надлежащим образом.
- Квалифицировать процесс плавки металла, чтобы гарантировать получение жидкости из чистого сплава
Для предотвращения образования оксидов в металле рекомендуется плавить металл в вакууме, флюсе, инертной атмосфере.
Если вы плавите металл в обычной печи, убедитесь, что она хорошо контролирует входной материал, добавки и температуру плавления. Удалите все шлаковые образования в печи во время плавки.
- Оптимизировать систему заливки
Установите фильтрующий слой, скимминг, элементы сбора шлака в конструкцию системы заливки, чтобы свести к минимуму попадание шлака в полость формы.
- Правильная техника заливки
Используйте разливочный стакан с секцией блокировки шлака. Наливайте медленно, непрерывно и равномерно, чтобы поток жидкости не прерывался. Помните, что нельзя использовать малый ковш (разливочный стакан) для заполнения большей полости формы.
Дефекты материала пресс-формы
В процессе литья в песчаные формы используется естественная связка песчаной формы, в результате чего возникают дефекты литья, связанные с формой. Дефекты материала пресс-формы — это проблемы, возникающие в результате использования литейного материала и конструкции пресс-формы.
Существуют различные дефекты материала формы, здесь мы перечисляем основные дефекты, обычно встречающиеся в процессе литья.
Режет и моет
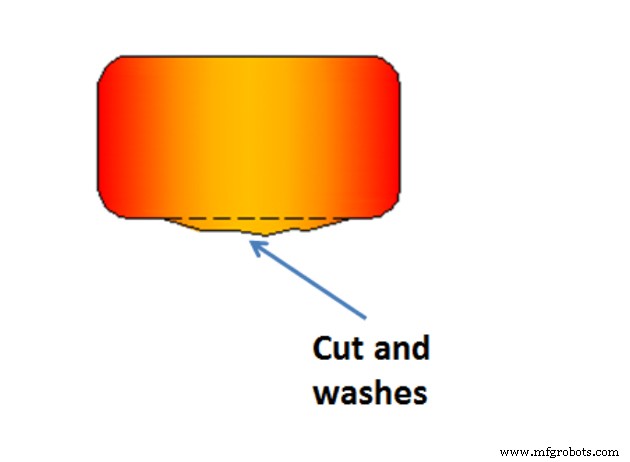
Порезы и промывки являются распространенными дефектами литья в песчаные формы, которые возникают из-за того, что расплавленный металл разрушает песчаную форму, вызывая чрезмерное количество металлических отливок. Вырезает и промывает дефекты, представленные в виде низких выпуклостей , расположенных вдоль поверхности отливки и наклоненных к тому концу, на который оказывается большее давление заливки.
Что вызывает дефекты обрезки и промывки?
Дефекты обрезки и промывки возникают из-за:
- Слишком высокая скорость расплавленного металла в процессе заливки.
- Неправильный дизайн системы литников
- Низкая прочность песчаной формы и сердцевины.
- Отсутствие связующего вещества в облицовке и стержневой стойке.
Как предотвратить дефекты обрезки и промывки?
Чтобы предотвратить появление дефектов обрезки и промывки, попробуйте настроить следующие параметры:
- Разработайте правильную систему шлюзов
- Повысить прочность песчаной формы и стержня, отрегулировав песчаную формовочную смесь (размер зерен песка, глину, содержание влаги) и контролируя технику формования.
- Добавьте вяжущие вещества в облицовку и основную стойку.
Проникновение металла
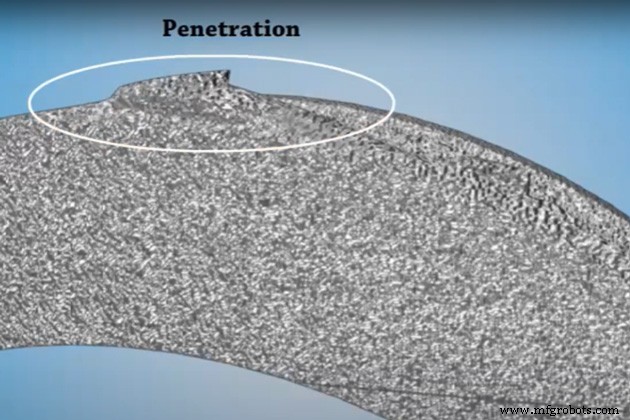
Проникновение металла - это дефекты литья, при которых металл проникает в зазоры песчинок, что приводит к шероховатой и неровной поверхности отливки. Эти дефекты литья в песчаные формы видны невооруженным глазом и ухудшают эстетику литья.
Что вызывает дефекты проникновения металла?
Проникновение металла происходит из-за:
- Используйте слишком много крупной зернистости песка.
Слишком большое количество крупного песка (крупного размера) с большей вероятностью вызовет сильное проникновение металла, чем мелкозернистый песок.
- Форма для песка слишком мягкая.
- Песчаная форма и сердцевина имеют низкую прочность.
- Без промывки плесени.
Как предотвратить дефекты проплавления металла?
Чтобы предотвратить эти дефекты литья в песчаные формы, устраните вышеуказанные причины следующим образом:
- Используйте мелкий размер песка
- Увеличить прочность песчаной формы и сердцевины
- Обеспечить достаточно сильную утрамбовку песчаной формы
- Нанесите смывку для форм, чтобы добавить защитный слой от проникновения металла
Слияние
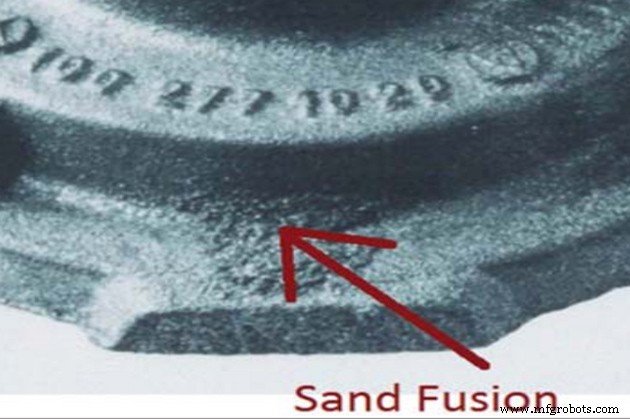
Плавление – это дефекты литья в песчаные формы, при которых песчинки сплавляются с потоком металла, в результате чего на отливке образуется тонкая корка стеклообразного и хрупкого вида.
Что вызывает дефекты слияния?
Дефекты слияния возникают в основном из-за:
- Песчаная форма имеет низкую огнеупорность
Огнеупорность — это способность формования выдерживать температуру расплавленного металла, что помогает предотвратить возможность расплавления металла.
- Высокая температура заливки
- Неправильный дизайн системы литников
Как предотвратить дефекты слияния?
Предотвратите появление дефектов литья в песчаные формы следующим образом:
- Разработайте правильную систему ворот
- Снизить температуру заливки
- Повысить огнеупорность песчаной формы за счет добавления кварцевого песка
Выход
Биение - это дефекты литья в песчаные формы, при которых расплавленный металл вытекает из формы, в результате чего полость формы не заполняется полностью и образуются недостающие/неполные детали.
Что вызывает выбег дефекты?
Дефекты биения возникают по двум основным причинам:
- Низкоточный дизайн пресс-формы
- Неправильная фляга (набор инструментов для содержания песчаной плесени)
Как предотвратить выбег дефекты?
Решения по предотвращению дефектов биения:
- Разработайте точную песчаную форму. Отбраковывает неподходящие песчаные формы перед заливкой
- Выберите устойчивый к высоким температурам материал для песчаной формы, чтобы предотвратить износ
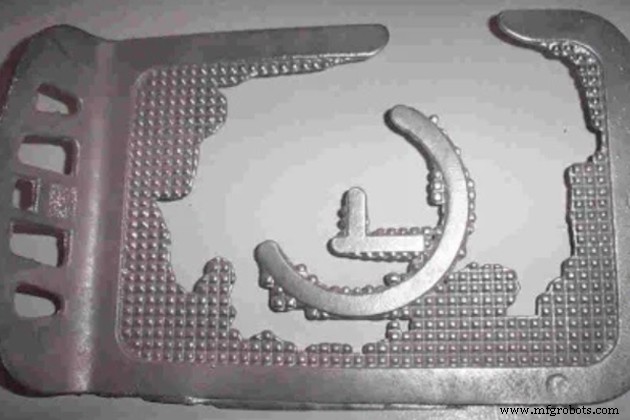
Раздувается
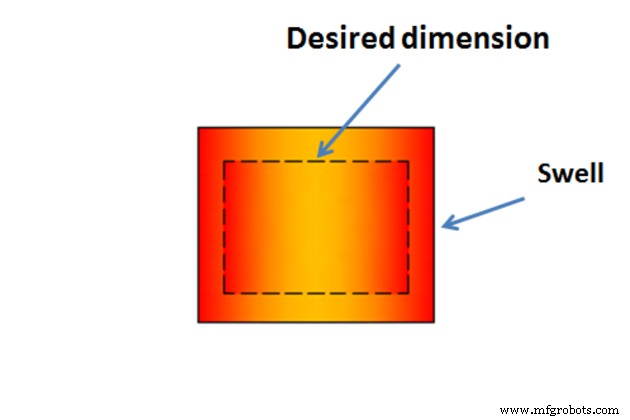
Вздутия приводят к увеличению объема отливки по сравнению с желаемым объемом, что требует последующей механической обработки и потери металла.
Что вызывает дефекты набухания?
Причина дефектов литья набухания из:
- Низкая прочность песчаной формы.
- Песчаная форма плохо утрамбована.
Как предотвратить дефекты набухания?
Предотвратить появление дефектов литья набухания можно следующими способами:
- Твердая песчаная форма
- Увеличить прочность песчаной формы, чтобы выдерживать давление расплавленного потока
Металлургические дефекты
Металлургические дефекты возникают из-за проблем с разливкой металла. Два металлургических дефекта литья — горячие разрывы и горячие точки.
Горячие слезы/трещины
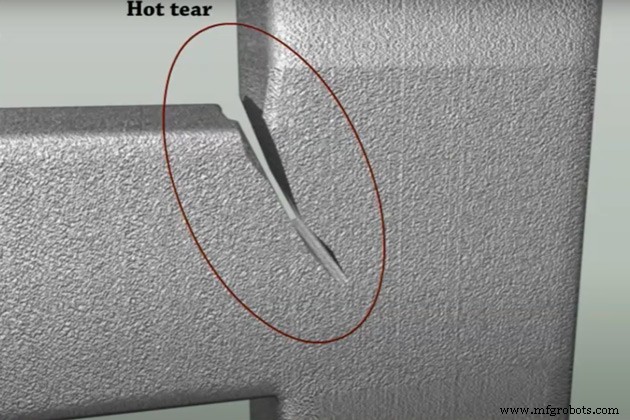
Горячие разрывы, известные как горячие трещины, представляют собой дефекты литья в песчаные формы, которые проявляются в виде трещин неправильной формы в отливке. Некоторые трещины видны невооруженным глазом, для обнаружения некоторых требуется увеличение.
Эти трещины образуются из-за того, что металл слаб в горячем состоянии, а остаточные напряжения (растягивающие) в металле могут вызвать проблемы при его затвердевании. Если застывший металл не обладает достаточной прочностью, чтобы противостоять остаточным напряжениям, появятся горячие трещины.
Что вызывает дефекты горячих слез?
- Неправильный дизайн пресс-формы
- Песочная форма неразборная.
- Песчаная форма слишком сильно утрамбована.
Как предотвратить дефекты горячих слез?
- Правильный дизайн пресс-формы для улучшения разборности
- Форма из мягкого утрамбованного песка
Горячие точки/трудные точки
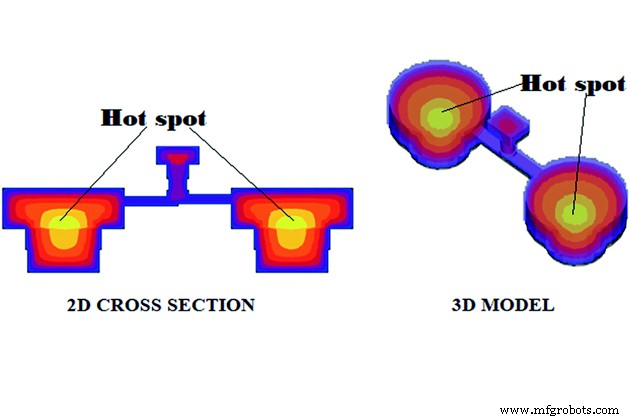
Горячие точки, также называемые твердыми точками, возникают, когда область литья остывает быстрее, чем другие окружающие области, что приводит к более твердым точкам, чем другие.
Что вызывает дефекты горячих точек?
- Неправильное охлаждение
Как предотвратить дефекты горячих точек?
- Обеспечить правильную практику охлаждения.
- Отрегулируйте состав металла.
Как наш литейный завод обрабатывает дефекты литья в песчаные формы?
Как упоминалось в начале, ни один процесс литья не идеален на 100%. Несмотря на отличные литейные свойства, есть дефекты литья, о которых следует беспокоиться.
В частности, к одному из самых любимых и популярных способов литья – литью в песчаные формы. Нельзя отрицать, что литье в песчаные формы является исключительным благодаря своей способности отливать большие объемы, высокую детализацию и низкую стоимость литья отливок. Тем не менее, крайне важно рассмотреть возможные дефекты литья в песчаные формы, чтобы оценить допуск и ожидания клиента.
На литейном заводе VIC , мы прозрачно обсуждаем с нашими клиентами возможные дефекты литья, которые могут возникнуть в процессе работы. Мы всегда стараемся максимально ограничить количество дефектов литья в песчаные формы и поставлять отливки самого высокого качества.
Наш подход к дефектам литья в песчаные формы зависит от различных дефектов. Однако наш рабочий девиз:профилактика всегда лучше лечения. . Поэтому мы применяем строгие процессы проверки для всех производственных процессов, от подачи сырья, плавки металла, системы заливки, охлаждения до механической обработки.
На литейном заводе VIC мы установили машины SpetroMax. для анализа состава исходного материала. Перед каждым этапом плавки качество сырья тщательно контролируется, чтобы уменьшить металлургические дефекты. Таким образом, мы можем в первую очередь ограничить дефекты литья.
В то же время мы постоянно контролируем литниковую систему и процесс заливки, чтобы обеспечить ее эффективность и правильность в соответствии с каждым требованием отливки. Все механические процессы находятся под наблюдением менеджера для обеспечения надлежащей техники.
После того, как отливка остынет, вся черновая отливка должна пройти процесс фильтрации, чтобы отсортировать подходящие и неподходящие объекты. Любая недостаточно востребованная отливка непрерывно перемещается на этапы механической обработки. Отливки будут отклонены, если их невозможно отремонтировать.
Таким образом, мы можем гарантировать, что любое литье, которое мы предлагаем клиенту, будет высокого качества.
Подробнее:
Как изготавливают гири методом литья в песчаные формы?
—–
Справочник
Садаф Вазеград (2011). Характеристика усадочной пористости
компонентов из уплотненного чугуна . https://cdn.intechopen.com/pdfs/73849.pdf
Наваз Магомед. Усадочная пористость стальных песчаных отливок
:формирование, классификация
и проверка. http://www.diva-portal.org/smash/get/diva2:643746/FULLTEXT01.pdf
Производственный процесс
- Четыре типа кибератак и как их предотвратить
- Формовочный песок:типы и состав | Кастинг | Металлургия
- Дефекты сварки:виды, причины, проверка и устранение
- Дефекты литья:виды, причины и способы устранения
- Дефекты ковки:виды, причины и способы устранения
- Как предотвратить дефекты, не связанные со смачиванием
- Как улучшить качество поверхности алюминиевого литья в песчаные формы?
- Типы оборудования для литья в песчаные формы
- Различные типы литья под давлением и их применение
- Различные типы дефектов сварки и способы их устранения