


Процедура нарезания резьбы на токарном станке
Прежде чем говорить о том, как нарезать резьбу на токарном станке, очень важно знать, что такое резьба? Резьба на языке неспециалистов — это «серия гребней и впадин» или «винтовая канавка», созданная вдоль цилиндрической или конической поверхности. Технически она определяется как спиральный гребень с однородным поперечным сечением, обернутый вокруг цилиндра или конуса. Поток обычно классифицируется как внешний и внутренний поток, иногда также называется мужской и женской резьбой. Резьба используется в качестве крепежа или в качестве передатчика движения или для преобразования вращательного движения в линейное и т. д.
Познакомившись с резьбой, поговорим о токарном станке. Токарный станок — это машина, которая используется для придания формы дереву, металлу и т. д. путем удаления материала. Токарный станок может выполнять различные операции, такие как токарная обработка, накатка, торцевание и т. Д. На токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются различные станки.
Некоторые основные термины потоков:
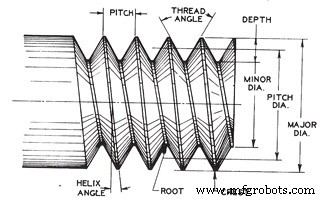
- Шаг. Определяется как расстояние между двумя точками, начинающимися от одной точки на одной резьбе до другой точки в аналогичном месте на последовательной резьбе, измеренное параллельно оси цилиндра.
- Шаг:это расстояние, которое проходит резьба в осевом направлении за один полный оборот.
- Большой диаметр:это наибольший диаметр резьбы, измеренный от одного гребня до другого гребня в противоположном направлении.
- Наименьший диаметр:это наименьший диаметр резьбы, измеренный от одного корня (впадины) до другого корня в противоположном направлении.
- Число витков на дюйм (tpi). Как следует из названия, это количество витков в дюйме. Это измеряется путем размещения шкалы рядом с нитью и подсчета нет. полей.
- Глубина:расстояние, измеренное между гребнем и основанием в перпендикулярном направлении к оси цилиндра.
Процедура нарезания резьбы на токарном станке:
Теперь обсуждаем нарезание резьбы на токарном станке. Прежде чем нарезать резьбу, необходимо рассчитать шаг, шаг, большой диаметр, меньший диаметр и глубину. Для нарезания резьбы используется одноточечный режущий инструмент, представляющий собой токарный инструмент с твердосплавной пластиной. Теперь выполните следующие шаги:–
- Прежде всего, обработайте заготовку до большого диаметра резьбы, которую необходимо нарезать с помощью токарного центра.
- Теперь заготовка устанавливается в патрон для нарезания резьбы между центрами. Патрон соединен со шпинделем, который приводится в зацепление с ходовым винтом. Для правильного соотношения скоростей шпинделя и ходового винта используется быстросменный редуктор.
- Итак, установите быстросменный редуктор в соответствии с требуемым шагом резьбы.
- Установите насадку инструмента под прямым углом к заготовке с помощью резьбового калибра.
- Теперь переместите насадку резьбонарезного инструмента к заготовке, используя компаунд и поперечную подачу.
- Микрометр обоих каналов должен быть установлен равным нулю.
- Каретка перемещается на заданное расстояние за один оборот работы благодаря вращению ходового винта. Это можно сделать, установив полугайку каретки так, чтобы она зацепилась с ходовым винтом.
- Полугайка или разрезная гайка должны быть задействованы в точно заданное время для надлежащего выполнения последовательных разрезов. Это делается с помощью диска слежения за ниткой или градуированный циферблат. Этот циферблат крепится к каретке и приводится в движение червячной передачей, прикрепленной к ходовому винту. Этот шаг называется инструментом отслеживания потока.
- Лицевая сторона градуированного циферблата разделена на четное количество полных и половинных делений.
- Если разрезная гайка не зацеплена, а ходовой винт вращается, то также вращается шкала резьбы.
- Теперь, если количество витков резьбы, которое нужно было нарезать, четное, то должна срабатывать разрезная гайка, когда любая линия на шкале резьбы совпадает с нулевой линией, а когда нужно было нарезать нечетное количество витков, то любая числовая линия. должна совпадать с нулевой линией.
- Сделайте царапину на компоненте без смазки. Отсоедините полугайку на краю разреза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в начальную точку.
- Теперь проверьте шаг резьбы с помощью измерителя шага резьбы. Если все верно, переходите к следующему шагу.
- Подайте состав от 0,20 до 0,50 мм для первичного байпаса с использованием смазочно-охлаждающей жидкости. По мере приближения к последнему проходу уменьшите глубину резания до 0,025–0,075 мм.
- Процесс продолжается или последовательные нарезки продолжаются до тех пор, пока резьба не приблизится к желаемой глубине или в пределах 0,025 мм от конечной глубины.
- Затем дается чистовой проход на глубине резания 0,025-0,075 мм.
- Теперь проверьте размер с помощью резьбового микрометра или трехпроводной системы.
- После завершения всего этого срежьте фаску на конце резьбы, чтобы не повредить резьбу.
Примечание:
- Заготовка подается внутрь либо радиально, либо за счет поворота составного упора.
- Для нарезания левой резьбы инструмент перемещается слева направо, а для нарезания правой резьбы инструмент перемещается справа налево.
Производственный процесс
- Лазерная резка стали Базовые знания и станок для лазерной резки стали
- Как использовать станок для резки акрила для резки акрила
- Операции на токарных станках и режущие инструменты токарных станков
- Что такое токарная обработка?
- Токарный станок с высокой скоростью подачи для тяжелой обработки
- Полный обзор станков плазменной резки с ЧПУ
- Что такое токарный станок?
- Представляем швейцарских производителей токарных станков
- Что такое небольшой токарный станок с ЧПУ?
- Что такое швейцарский токарный станок?