


Бетонный блок
<час />
Фон
Бетонный блок в первую очередь используется как строительный материал при возведении стен. Иногда его называют бетонной кладкой (ББК). Бетонный блок - это один из нескольких сборных железобетонных изделий, используемых в строительстве. Термин «сборный железобетон» относится к тому факту, что блоки формуются и затвердевают перед тем, как их доставят на строительную площадку. Большинство бетонных блоков имеют одну или несколько полостей, а их стороны могут быть отлиты гладкими или иметь рисунок. При использовании бетонные блоки укладываются по одному и скрепляются свежим бетонным раствором для образования стены желаемой длины и высоты.
Бетонный раствор использовался римлянами еще в 200 г. до н. Э. связывать фигурные камни вместе при строительстве зданий. Во время правления римского императора Калигулы, в 37-41 н.э. небольшие блоки из сборного железобетона использовались в качестве строительного материала в районе современного Неаполя, Италия. Большая часть бетонных технологий, разработанных римлянами, была утрачена после падения Римской империи в пятом веке. Только в 1824 году английский каменщик Джозеф Аспдин разработал портландцемент, который стал одним из ключевых компонентов современного бетона.
Первый полый бетонный блок был спроектирован в 1890 году Хармоном С. Палмером в США. После 10 лет экспериментов Палмер запатентовал эту конструкцию в 1900 году. Блоки Палмера имели размеры 8 дюймов (20,3 см) на 10 дюймов (25,4 см) на 30 дюймов (76,2 см), и они были настолько тяжелыми, что их приходилось поднимать на место с помощью небольшой кран. К 1905 году около 1500 компаний производили бетонные блоки в Соединенных Штатах.
Эти ранние блоки обычно отливались вручную, и средняя производительность составляла около 10 блоков на человека в час. Сегодня производство бетонных блоков - это высокоавтоматизированный процесс, который позволяет производить до 2000 блоков в час.
Сырье
Бетон, обычно используемый для изготовления бетонных блоков, представляет собой смесь порошкообразного портландцемента, воды, песка и гравия. В результате получается светло-серый блок с мелкой текстурой поверхности и высокой прочностью на сжатие. Типичный бетонный блок весит 38-43 фунта (17,2-19,5 кг). Как правило, бетонная смесь, используемая для блоков, имеет более высокий процент песка и более низкий процент гравия и воды, чем бетонные смеси, используемые для общих строительных целей. В результате получается очень сухая, густая смесь, которая сохраняет свою форму при извлечении из блочной формы.
Если вместо песка и гравия используется гранулированный уголь или вулканический пепел, полученный блок обычно называют шлакоблоком. В результате получается блок темно-серого цвета с текстурой поверхности от средней до грубой, хорошей прочностью, хорошими звукоизоляционными свойствами и более высоким показателем теплоизоляции, чем у бетонного блока. Типичный шлакоблок весит 11,8-15,0 кг (26-33 фунта).
Легкие бетонные блоки изготавливаются путем замены песка и гравия керамзитом, сланцем или сланцем. Керамзит, сланец и сланец получают путем измельчения сырья и его нагревания до примерно 2000 ° F (1093 ° C). При этой температуре материал раздувается или надувается из-за быстрого образования газов, вызванного сгоранием небольших количеств органического материала, находящегося внутри. Типичный легкий блок весит 22–28 фунтов (10,0–12,7 кг) и используется для строительства ненесущих стен и перегородок. Расширенный доменный шлак, а также природные вулканические материалы, такие как пемза и шлак, также используются для изготовления легких блоков.
В дополнение к основным компонентам бетонная смесь, используемая для изготовления блоков, может также содержать различные химические вещества, называемые добавками, для изменения времени отверждения, увеличения прочности на сжатие или улучшения удобоукладываемости. В смесь могут быть добавлены пигменты, чтобы придать блокам равномерный цвет по всей поверхности, или поверхность блоков может быть покрыта запеченной глазурью для придания декоративного эффекта или обеспечения защиты от химического воздействия. Глазури обычно изготавливаются с использованием термореактивного смолистого связующего, кварцевого песка и цветных пигментов.
Дизайн
Формы и размеры наиболее распространенных бетонных блоков стандартизированы для обеспечения единообразия конструкции здания. Наиболее распространенный размер блока в США - это блок 8 на 8 на 16 с номинальными размерами 8 дюймов (20,3 см) в высоту, 8 дюймов (20,3 см) в глубину и 16 дюймов (40,6 дюйма). см) шириной. Этот номинальный размер включает в себя место для шарика раствора, а сам блок фактически имеет высоту 7,63 дюйма (19,4 см), глубину 7,63 дюйма (19,4 см) и ширину 15,63 дюйма (38,8 см).
Многие производители прогрессивных блоков предлагают варианты базового блока для достижения уникальных визуальных эффектов или обеспечения желаемых структурных характеристик для специализированных приложений. Например, один производитель предлагает блок, специально разработанный для предотвращения утечки воды через внешние стены. Блок включает водоотталкивающую добавку для уменьшения впитываемости и проницаемости бетона, скошенный верхний край для отвода воды от горизонтального шва раствора, а также ряд внутренних канавок и каналов для направления потока любой утечки, вызванной трещиной, от поверхности внутренняя поверхность.
Другой дизайн блока, называемый блоком с разделенной гранью, включает грубую каменную текстуру на одной стороне блока вместо гладкой поверхности. Это придает блоку архитектурный вид ограненного и обработанного камня.
 Дизайн дома в стиле Foursquare, представленный в каталоге Radford Architectural Company за 1908 год. Цементные дома и способы Постройте их. Это был один из сотен проектов домов из канкретных блоков, предложенных компанией Radford. По их оценкам, этот проект можно было построить примерно за 2250 долларов, что намного меньше, чем у традиционных каменных домов того времени. (Из собраний Музея Генри Форда и Гринфилд-Виллидж.)
Дизайн дома в стиле Foursquare, представленный в каталоге Radford Architectural Company за 1908 год. Цементные дома и способы Постройте их. Это был один из сотен проектов домов из канкретных блоков, предложенных компанией Radford. По их оценкам, этот проект можно было построить примерно за 2250 долларов, что намного меньше, чем у традиционных каменных домов того времени. (Из собраний Музея Генри Форда и Гринфилд-Виллидж.)
Бетонные блоки были впервые использованы в Соединенных Штатах в качестве заменителя камня или дерева при строительстве домов. Самый ранний известный пример дома, построенного в этой стране полностью из бетонных блоков, был в 1837 году на Статен-Айленде, штат Нью-Йорк. Дома, построенные из бетонных блоков, демонстрируют творческое использование обычных недорогих материалов, которые выглядят как более дорогие и традиционные каменные здания с деревянным каркасом. Этот новый тип строительства стал популярной формой домостроения с начала 1900-х до 1920-х годов. Стили домов, которые в то время часто называли «современными», варьировались от Тюдоров до Foursquare, от колониального возрождения до бунгало. В то время как во многих домах бетонные блоки использовались в качестве конструкции, а также для внешней поверхности стен, в других домах использовалась штукатурка или другие покрытия поверх блочной конструкции. Сотни тысяч этих домов были построены особенно в штатах Среднего Запада, вероятно, потому, что сырье, необходимое для изготовления бетонных блоков, было в изобилии на песчаных отмелях и гравийных карьерах по всему региону. Бетонные блоки были сделаны с лицевыми узорами, имитирующими каменные текстуры:каменные, гранитные или рустованные. Сначала считавшиеся экспериментальным материалом, дома из бетонных блоков рекламировались в каталогах многих производителей портландцемента как «огнестойкие, устойчивые к паразитам и погодным условиям» и как недорогая замена все более дефицитной древесине. Многие другие типы зданий, такие как гаражи, элеваторы и почтовые отделения, были построены и продолжают возводиться сегодня с использованием этого метода строительства из-за этих качеств.
Синтия Рид-Миллер
Когда производители проектируют новый блок, они должны учитывать не только желаемую форму, но и производственный процесс, необходимый для создания этой формы. Формы, требующие 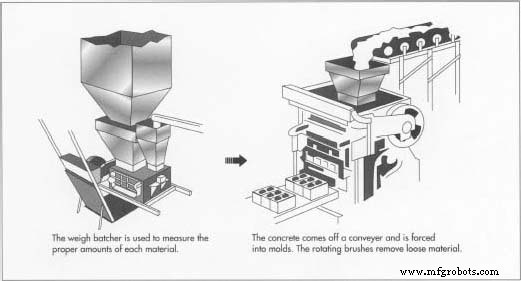 сложные формы или дополнительные этапы процесса формования могут замедлить производство и привести к увеличению затрат. В некоторых случаях эти повышенные затраты могут свести на нет преимущества новой конструкции и сделать блок слишком дорогим.
сложные формы или дополнительные этапы процесса формования могут замедлить производство и привести к увеличению затрат. В некоторых случаях эти повышенные затраты могут свести на нет преимущества новой конструкции и сделать блок слишком дорогим.
Производственный
процесс
Производство бетонных блоков состоит из четырех основных процессов:смешивания, формования, отверждения и формования. Некоторые заводы-производители производят только бетонные блоки, в то время как другие могут производить широкий ассортимент сборных железобетонных изделий, включая блоки, плоские брусчатки и декоративные элементы для озеленения, такие как бордюры газонов. Некоторые заводы способны производить 2000 и более блоков в час.
Следующие шаги обычно используются для изготовления бетонных блоков.
Смешивание
- 1 Песок и гравий хранятся снаружи в штабелях и транспортируются в бункеры на заводе по мере необходимости. Портландцемент хранится на открытом воздухе в больших вертикальных силосах для защиты от влаги.
- 2 В начале производственного цикла необходимое количество песка, гравия и цемента под действием силы тяжести или механическими средствами переносится на весовой дозатор, который измеряет надлежащее количество каждого материала.
- 3 Сухие материалы затем поступают в стационарный смеситель, где они смешиваются вместе в течение нескольких минут. Обычно используются два типа миксеров. Один тип, называемый планетарным или тарельчатым миксером, напоминает неглубокую кастрюлю с крышкой. Смешивающие лопасти прикреплены к вертикальному вращающемуся валу внутри смесителя. Другой тип называется горизонтальным барабанным смесителем. Он напоминает банку для кофе, перевернутую на бок, и имеет лопасти для смешивания, прикрепленные к горизонтально вращающемуся валу внутри миксера.
- 4 После смешивания сухих материалов в миксер добавляется небольшое количество воды. Если растение расположено в климате, подверженном экстремальным температурам, вода может сначала пройти через нагреватель или охладитель, чтобы отрегулировать ее температуру. В это время также могут быть добавлены химические добавки и красящие пигменты. Затем бетон перемешивается в течение шести-восьми минут.
Литье
- 5 После тщательного перемешивания бетонная нагрузка опускается в наклонный
 ковшовый конвейер и перемещается в приподнятый бункер. Цикл смешивания начинается снова для следующей загрузки.
ковшовый конвейер и перемещается в приподнятый бункер. Цикл смешивания начинается снова для следующей загрузки. - 6 Из бункера бетон подается в другой бункер наверху блочной машины с измеренной скоростью потока. В блочной машине бетон продавливается вниз в формы. Формы состоят из внешней формовочной коробки, содержащей несколько вкладышей формы. Вкладыши определяют внешнюю форму блока и внутреннюю форму полостей блока. За один раз можно формовать до 15 блоков.
- 7 Когда формы заполнены, бетон уплотняется под действием веса верхней головки формы, опускающейся на полости формы. Это уплотнение может быть дополнено пневмоцилиндрами или гидроцилиндрами, действующими на головку пресс-формы. Большинство блочных машин также используют короткие импульсы механической вибрации для дальнейшего уплотнения.
- 8 Уплотненные блоки выталкиваются из форм на плоский стальной поддон. Поддон и блоки выталкиваются из машины на цепной конвейер. При некоторых операциях блоки затем проходят под вращающейся щеткой, которая удаляет рыхлый материал с верхней части блоков.
Лечение
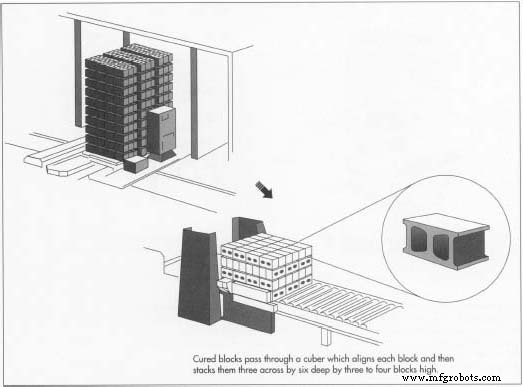
- 9 Поддоны блоков транспортируются в автоматический штабелеукладчик или загрузчик, который помещает их в стойку для твердения. Каждая стойка вмещает несколько сотен блоков. Когда стеллаж заполнен, его перекатывают на рельсы и перемещают в сушильную печь.
-
10 Печь представляет собой замкнутое помещение, способное одновременно вместить несколько стеллажей блоков. Есть два основных типа сушильных камер. Самый распространенный тип - это паровая печь низкого давления. В этом типе блоки выдерживаются в печи от одного до трех часов при комнатной температуре, чтобы дать им немного затвердеть. Затем постепенно вводят пар для повышения температуры с контролируемой скоростью не более 60 ° F в час (16 ° C в час). Блоки стандартного веса обычно отверждаются при температуре 150–165 ° F (66–74 ° C), а легкие блоки - при 170–185 ° F (77–85 ° C). По достижении температуры отверждения подачу пара отключают, и блоки позволяют впитаться в горячий влажный воздух в течение 12-18 часов. После замачивания блоки сушат путем откачки влажного воздуха и дальнейшего повышения температуры в печи. Полный цикл отверждения занимает около 24 часов.
Другой тип печи - это паровая печь высокого давления, которую иногда называют автоклавом. В этом типе температура повышается до 300–375 ° F (149–191 ° C), а давление повышается до 80–185 фунтов на квадратный дюйм (5,5–12,8 бар). Блокам дают впитаться от пяти до 10 часов. Затем давление быстро сбрасывается, что заставляет блоки быстро высвобождать захваченную влагу. Процесс отверждения в автоклаве требует больше энергии и более дорогую печь, но он позволяет производить блоки за меньшее время.
Кубинг
- 11 Стеллажи с вулканизированными блоками выкатываются из печи, а поддоны блоков снимаются друг с другом и помещаются на цепной конвейер. Блоки сдвигаются со стальных поддонов, а пустые поддоны возвращаются в блочную машину для получения нового набора формованных блоков.
- 12 Если блоки должны быть преобразованы в блоки с разделенными гранями, они сначала формуются как два блока, соединенных вместе. Как только эти двойные блоки затвердевают, они проходят через разделитель, который ударяет по ним тяжелым лезвием по секции между двумя половинами. Это заставляет двойной блок разрушаться и образовывать грубую каменную текстуру на одной стороне каждой детали.
- 13 Блоки проходят через куб, который выравнивает каждый блок, а затем складывает их в куб размером три блока на шесть блоков глубиной и три или четыре блока в высоту. Эти кубики вывозят вилочным погрузчиком на улицу и помещают на хранение.
Контроль качества
Производство бетонных блоков требует постоянного контроля, чтобы производить блоки с необходимыми свойствами. Перед загрузкой в смеситель сырье взвешивается электронным способом. Содержание захваченной воды в песке и гравии можно измерить с помощью ультразвуковых датчиков, и количество воды, добавляемой в смесь, автоматически регулируется для компенсации. В районах с резкими перепадами температур вода может пройти через охладитель или обогреватель, прежде чем она будет использована.
Когда блоки выходят из блочной машины, их высоту можно контролировать с помощью лазерных датчиков. В сушильной печи температура, давление и время цикла контролируются и регистрируются автоматически, чтобы гарантировать правильное отверждение блоков и достижение необходимой прочности.
Будущее
Простой бетонный блок будет продолжать развиваться по мере того, как архитекторы и производители блоков разрабатывают новые формы и размеры. Эти новые блоки обещают ускорить и удешевить строительство зданий, а также сделать конструкции более прочными и энергоэффективными. Некоторые из возможных блочных конструкций на будущее включают двухосный блок, в котором есть полости, проходящие как горизонтально, так и вертикально, чтобы обеспечить доступ для водопровода и электрических трубопроводов; наборный сайдинг-блок, состоящий из трех секций, образующих как внутренние, так и внешние стены; и теплоотводящий блок, который накапливает тепло для охлаждения внутренних помещений летом и обогрева их зимой. Эти проекты были включены в прототип дома под названием Lifestyle 2000, который является результатом совместных усилий Национальной ассоциации домостроителей и Национальной ассоциации бетонных каменщиков.
Производственный процесс