


Резиновый штамп
<час />
Фон
У штампа два лица:серьезное и веселое. В течение многих лет резиновый штамп использовался на практике для нанесения официальной информации на ряд продуктов. С другой стороны, резиновые штампы отличались от своих серьезных собратьев, поскольку на художественных марках изображены все виды произведений искусства, от очертаний садов Моне до глупых высказываний.
Резиновые штампы переживают период возрождения. Они популярны среди серьезных любителей, коллекционеров и будущих художников, которые не обязательно могут рисовать. Резиновые штампы особенно привлекательны для производителей книг на память, альбомов для вырезок, фотоальбомов и сувенирных книг о свадьбах и днях рождения, потому что штампы могут быть выбраны для определения темы. Можно использовать один или несколько штампов с чернилами разного цвета, специальной бумагой и такими методами, как нанесение порошка для тиснения на медленно сохнущие чернила, чтобы передать тему разнообразно и творчески.
История
Первобытные штампы, существовавшие задолго до изготовления резиновых штампов, до сих пор производятся вручную в других странах. Грязь используется в Индии для изготовления форм, которые используются непосредственно в качестве штампов. Грязевые изображения нарисованы цветным соком из фруктов, цветов, коры и других растительных материалов для создания цветного изображения, которое можно нанести на ткань, бумагу и продукты. В некоторых культурах также использовалась шкура животных. Детализированные оттиски можно вырезать из толстых кусков кожи, которые будут долговечными и упругими, как резина.
Существовали две важные предпосылки для происхождения штампа. Каучук был обнаружен в бассейне реки Амазонки в 1736 году французским исследователем Шарлем Мари де ла Кондамин. Кубики были сделаны из этого вещества и использовались для стирания следов графитового карандаша, но материал был нестабильным - при повышении температуры кубики превращались в желе. Эта трудность была решена в 1839 году Чарльзом Гудиером. За несколько лет до этого Goodyear задумался над проблемой резины и решил ее решить. Случайно он пролил смесь резиновой резинки и серы на горячую плиту. Сочетание серы в качестве ускорителя и теплового отверждения резины. Гудиер назвал свой процесс вулканизации в честь римского бога огня. Вулканизированный каучук можно было адаптировать к тысячам применений, как признал Гудиер, запатентовав свой процесс в 1844 году.
Маркировочные устройства, похожие на резиновые штампы, но сделанные из других материалов, были доступны в начале 1800-х годов. К 1860 году механические ручные штампы из металла стали обычным явлением. Фактический изобретатель резинового штампа является предметом споров. Л.Ф. Уизерелл из Ноксвилля, штат Иллинойс, утверждал, что изобрел резиновый штамп в 1866 году, прикрепив резиновые буквы на конце стойки кровати с целью маркировки деревянных насосов, которые он производил, идентификационными данными. К сожалению, Витерелл так и не представил знаковый столбик кровати или другое доказательство. Джеймс Ортон Вудрафф из Нью-Йорка позаимствовал вулканизатор, которым пользовался его дядя, дантист. Резина использовалась в стоматологии для формования основ зубных протезов, а небольшие вулканизаторы, которыми пользовались стоматологи, идеально подходили для серийного производства резиновых штампов. Ореховые крепления для марок Вудраффа и изделия, напечатанные с его марками, остаются; сами резиновые штампы были уничтожены чернилами, содержащими растворители.
Есть и другие претенденты на изобретателя штампа, но Вудрафф и Уизерелл оставили лучшие истории, если не убедительные доказательства. К 1866 году производство резиновых штампов процветало, и L.F.W. Компания Dorman коммерциализировала процесс, производя вулканизаторы специально для производителей штампов. К 1892 году в Соединенных Штатах насчитывалось 4000 производителей и дилеров резиновых штампов.
Сырье
Изготовители резиновых штампов не производят элементы, из которых изготовлен штамп, непосредственно из сырья. Сырье включает латексную резину, дерево для монтажных блоков, прокладку с клейкой основой, которая помещается между резиной и блоком, и этикетки с клеящейся основой. Все эти изделия производятся специализированными производителями, которые поставляют их производителям резиновых штампов.
Дизайн
Эскизы художественных штампов из каучука созданы разными художниками. Крупные производители резиновых штампов используют оригинальные произведения искусства и нанимают художников-фрилансеров для создания уникальных дизайнов, авторские права на которые принадлежат художнику и производителю. Некоторые производители используют существующие произведения искусства, созданные именными художниками, чьи произведения - в виде резиновых штампов - затем могут быть однозначно доступны от одного производителя. Некоторые компании по производству резиновых штампов также будут производить нестандартные дизайны из произведений искусства, предоставленных заказчиком, и, конечно же, производители резиновых штампов для таких элементов, как обратные адреса, производят штампы на основе данных, предоставленных заказчиком. Обычно эта информация предоставляется для соответствия шаблону или указанному ограничению по количеству слов или букв, чтобы можно было изготовить сразу несколько штампов, несмотря на уникальное содержимое.
В виде штампа можно изготовить практически любое произведение искусства. Еще одна революция в области резиновых штампов связана с производством больших блоков с семействами слов (например, названиями цветов) или приветствиями (такими как «С Днем Рождения», повторяющимися в различных стилях букв); Эти блоки используются штамповщиками для изготовления поздравительных открыток, оберточной бумаги и других личных товаров с темой или сообщением. Проводя уроки и показывая любителям умные способы использования этих продуктов, производители подогревают спрос на свои творения.
Производственный
процесс
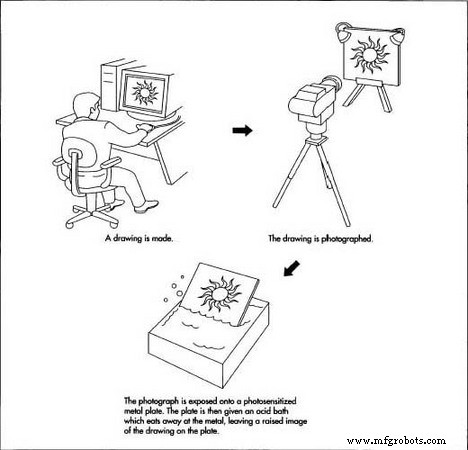
- После того, как дизайн штампа выбран для изготовления, его рисунок фотографируется, и несколько копий изображения переносятся на алюминиевую пластину. Затем пластину обливают кислотой, которая разъедает обнаженный металл, поэтому рисунок вытравливается или приподнимается над пластиной.
- Гравированная пластина (позитивное изображение) помещается на лист бакелита, зарегистрированного бренда смол и пластмасс, который можно использовать для изготовления форм с мелкими деталями в прессе для резиновых штампов или вулканизаторе. Под воздействием тепла и давления в вулканизаторе гравированная пластина оставляет отрицательную форму в листе полимера. Затем поверх бакелитовой формы кладут лист резины, и оба нагревают в вулканизаторе для получения окончательного положительного изображения в резине.
Вулканизация - это процесс, при котором неочищенный или синтетический каучук обрабатывают теплом и давлением, чтобы изменить его свойства прочности и химической стабильности. Вулканизаторы были разработаны как часть производства резиновых шин, но в настоящее время используются во многих областях для обработки резины, волокон, полимеров и других материалов. Операторы вулканизаторов имеют свои собственные методы производства высококачественных продуктов, а время и давление, используемые для вулканизации листа резины, зависят от размера формы и опыта оператора. Обычно лист резиновых штампов подвергается давлению 900 фунтов (408,6 кг) на квадратный дюйм в течение примерно 3 минут для завершения вулканизации. Бакелитовые формы также вулканизируются примерно в тех же условиях. Затем форму или резиновый лист удаляют и оставляют для охлаждения.
- Некоторые производители используют листы фотополимерной смолы вместо резины для изготовления штампов. Смола наносится в жидком виде на негативную прозрачную пленку, защищенную тонкой пластиковой пленкой. На смолу накладывается лист-подложка, и вся пластина в виде сэндвича помещается в машину для печатных форм для фоторельефа. Аппарат подвергает негатив и смолу воздействию ультрафиолетового света, который передает изображение. Затем пластина помещается в блок постэкспозиции, который сушит смолу. Лист смолы
 затем обработали так же, как лист резины, выполнив следующие шаги, чтобы завершить штамп.
затем обработали так же, как лист резины, выполнив следующие шаги, чтобы завершить штамп. - Большинство других этапов изготовления резиновых штампов требует квалифицированного ручного труда. Листы формованной резины прижимаются к листам приклеиваемого материала с клеем с обеих сторон. Установленные резиновые листы разрезаются на отдельные штампы рабочими ножницами. Они должны разрезать штамп так, чтобы не повредить дизайн, а также так, чтобы было обрезано достаточно лишнего материала, чтобы ограничить вероятность того, что они захватят чернила и распространят нежелательные отпечатки. Некоторые конструкции вырезаются на прессе-кликере, который представляет собой штамповочный пресс, который вырезает заданные формы, прикладывая давление к штампам с острыми как бритва краями.
- Обратная сторона клейкого материала, поддерживающего обрезанный резиновый штамп, устанавливается на кленовый блок специального размера. Деревянные блоки стандартных размеров изготавливаются сторонним производителем. Используется только клен хард-рок, чтобы дизайн не искривлялся и не искажался естественным
 старение древесины или изменение температуры и влажности. Деревянные блоки натираются вручную льняным маслом, которое помогает защитить дерево. Конструкции устанавливаются вручную, и при установке под прямым углом требуется особая осторожность. На верхнюю часть кленового блока кладется прозрачный кусок липкой пластмассы. Дизайн штампа отпечатан на этой этикетке, которая называется индексом. Производитель Hero Arts разработал цветовой индекс, чтобы показать дизайн штампа и предложить способы его окраски, чтобы наилучшим образом передать дизайн. Эти этикетки также производятся сторонними поставщиками.
старение древесины или изменение температуры и влажности. Деревянные блоки натираются вручную льняным маслом, которое помогает защитить дерево. Конструкции устанавливаются вручную, и при установке под прямым углом требуется особая осторожность. На верхнюю часть кленового блока кладется прозрачный кусок липкой пластмассы. Дизайн штампа отпечатан на этой этикетке, которая называется индексом. Производитель Hero Arts разработал цветовой индекс, чтобы показать дизайн штампа и предложить способы его окраски, чтобы наилучшим образом передать дизайн. Эти этикетки также производятся сторонними поставщиками. - Для некоторых специализированных коммерческих марок требуются другие этапы производственного процесса. Штампы с датами и аналогичные штампы с различными фразами изготавливаются из полосок резины с нанесенными на них числами или фразами. Полосы в виде резинок выполнены без швов и размещены на металлических креплениях, которые можно поворачивать с помощью циферблата или ключа сбоку от коллекции штампов. Из тонкого листового металла изготавливают корпус для штампов и циферблатов или ключей. Деревянная ручка крепится к металлическому креплению на противоположной стороне устройства от печатного изображения штампа. Пластиковые крепления используются для некоторых коммерческих марок с одним штампом для многократного использования или с самокрашивающимися коммерческими штампами, которые позволяют штампу перевернуться в футляре и упираться в закрытый источник чернил.
- Готовые штампы сортируются и хранятся по типу. По мере поступления заказов от розничных продавцов, марки подбираются индивидуально для упаковки и отправки. В некоторых случаях наборы марок изготавливаются и расфасовываются для продажи только наборами.
Контроль качества
Поскольку большая часть процесса изготовления резиновых штампов выполняется вручную, контроль качества встроен в процесс. Каждый рабочий видит работу предыдущего обработчика, поэтому некачественные штампы могут быть удалены в любом месте процесса. Качество также обеспечивается использованием только лучших материалов. Производители используют 100% каучук Goodyear и кленовые блоки, которые зачастую превосходят клен мебельного качества. Клеи, используемые для приклеивания материала и индексов, выбираются с учетом длительного срока службы и способности выдерживать разумные диапазоны температуры и влажности.
Побочные продукты / отходы
В процессе изготовления резиновых штампов очень мало отходов. Дизайн выкладывается на резиновые листы, чтобы минимизировать отходы. Хотя обрезки из резины и прилипшего материала необходимо утилизировать, они составляют небольшой объем. Если дизайн снят с производства, резиновые штампы под рукой не выбрасываются. Вместо этого производители жертвуют их больницам и благотворительным организациям, где они могут быть использованы.
Будущее
Будущее резиновых штампов одновременно практично и весело. Марки, используемые предприятиями, потребуются во многих сферах применения, пока безбумажное общество не будет по-настоящему достигнуто. Другие практические приложения, такие как штампы для подписи и обратного адреса, также вряд ли будут заменены компьютерными приложениями в ближайшем будущем. Что касается художественных штампов и хобби резиновых штампов, этот интерес, похоже, процветает, поскольку штамповщики стремятся создавать отдельные открытки, письма, сообщения и сувениры, которые передают их личность и таланты.
Производственный процесс
- Из чего формируются резиновые прокладки в металлообработке?
- Что такое вулканизированная резина?
- Покрышка
- Блог:литье под давлением жидкого силиконового каучука
- Выбор гидроабразивной резки резины и пластика
- Полиуретан, силикон и резина:плюсы и минусы
- Proto Tech Совет:резиновые ножки
- Краткое руководство по запчастям грузовых железных дорог
- Всесторонний обзор шлифовального станка с резиновыми валками
- Новые силиконовые каучуковые материалы