


Понимание и устранение облоя при литье под давлением
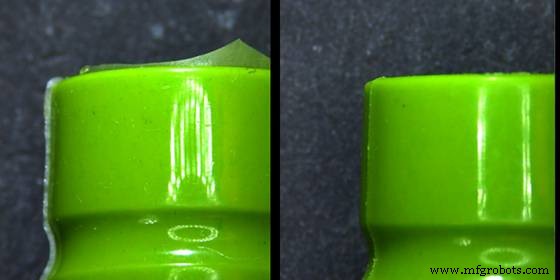
Обложка — нежелательная тонкая пленка расплавленного пластика, выходящая из полости формы, — снижает качество детали и может повредить саму форму. Знание того, почему это происходит и как это остановить, крайне важно для любой операции литья под давлением.
Что вызывает вспышку?

Вспышка чаще всего возникает на линии разъема, но может появиться и в другом месте полости. К частым виновникам относятся:
1. Несоответствие линии разъема
Если две половины формы не соприкасаются идеально — из-за мусора, износа или дефекта конструкции — уплотнение неполное, и расплавленный пластик выходит наружу.
2. Недостаточная вентиляция
Слишком маленькие, засоренные или изношенные вентиляционные отверстия препятствуют выходу воздуха, повышая давление в полости и вытесняя материал из формы.
3. Недостаточное давление зажима
Даже при безупречной линии разъема слабое усилие зажима позволяет форме открываться под высоким давлением впрыска, создавая заусенцы.
4. Низкая вязкость
Пластик, который слишком легко течет из-за высокой температуры или низкого давления, имеет тенденцию просачиваться сквозь уплотнение до того, как затвердеет.
5. Переполнение формы
Излишек материала увеличивает давление в полости, превышающее то, которое может выдержать зажим, что приводит к утечке.
Как исправить вспышку после ее возникновения
Если вспышка уже сформировалась, доступны несколько методов исправления:
1. Демонтаж горячим воздухом
Обдув детали нагретым воздухом расплавляет тонкие слои обломков обратно на поверхность. Лучше всего он работает для хороших вспышек; для более толстых сочетайте с механическим удалением.
2. Криогенная очистка
Быстрое охлаждение детали жидким азотом делает заготовку хрупкой и позволяет легко отслаиваться, не влияя на качество отделки. Несмотря на эффективность, оборудование может быть дорогостоящим.
3. Ручная депрошивка
Обученные операторы используют ножницы, ножи или шлифовальные машины для обрезки заусенцев вдоль линии разъема. Этот метод обеспечивает высокую точность и немедленный визуальный контроль.
4. Устранение пламени
Применение контролируемого пламени может устранить засветку, но это может привести к изменению текстуры поверхности и усложнить последующую обработку, например покраску.
Превентивные меры по предотвращению вспышки
Профилактика всегда предпочтительнее исправления. Ключевые стратегии включают в себя:
1. Поддерживайте чистоту
Перед каждым запуском удаляйте мусор, остатки пластика и скрытые фрагменты с помощью чистой тряпки, средства для очистки форм и сжатого воздуха.
2. Примените оптимальный тоннаж зажима
Сбалансируйте силу зажима, чтобы удерживать форму закрытой, не создавая чрезмерной нагрузки на детали или саму форму.
3. Проектирование для технологичности (DFM)
Используйте принятые в отрасли правила проектирования:правильное размещение ворот, равномерная толщина стен и четкое расположение линий разъема для устранения риска вспышки.
4. Используйте формы без Flash
Высокоточные формы с жесткими допусками идеально подходят для изготовления критически важных деталей, где эстетика и функциональность имеют наибольшее значение.
5. Управление параметрами внедрения
Замедление скорости впрыска снижает пиковое давление. Добавьте к этому соответствующие настройки температуры и давления, чтобы контролировать вязкость материала.
Другие распространенные дефекты литья под давлением
Вспышка — лишь один из многих недостатков, которые могут поставить под угрозу деталь. Типичные проблемы включают:

1. Линии сварки
Когда два фронта потока встречаются преждевременно, появляется видимая линия. Для смягчения последствий увеличьте температуру и давление или отрегулируйте толщину стенок.
2. Расслоение поверхности
Влага или загрязнения приводят к отслаиванию поверхности, особенно возле ворот. Используйте сухие совместимые материалы.
3. Струя
Раннее затвердевание первоначальной струи приводит к образованию корки на детали. Помогает повышение температуры материала или снижение давления.
4. Взлом
Напряжение из-за холодных форм или низкой скорости впрыска может привести к растрескиванию детали. Более высокая скорость и температура впрыска, а также правильное кондиционирование формы снижают риск.
5. Линии потока
Узорчатые линии от различной скорости охлаждения. Поддерживайте постоянное давление впрыска и достаточное охлаждение перед заполнением.
Заключение
Вспышка не только снижает качество продукции, но и может сократить срок службы пресс-формы. Понимая его причины и применяя как корректирующие, так и профилактические меры, производители могут производить безупречные детали, одновременно защищая свое оборудование. Чтобы получить дополнительную информацию о решениях для быстрого литья под давлением и без обплава, свяжитесь с WayKen.
Часто задаваемые вопросы
Какой самый эффективный способ остановить мигание?
Замедление скорости впрыска снижает давление, а увеличение тоннажа зажима гарантирует, что форма останется закрытой.
Горячий воздух или криогенное удаление засветки?
Криогенная технология идеально подходит для больших и толстых вспышек, поскольку позволяет избежать теплового повреждения, а горячий воздух лучше всего подходит для удаления тонких и мелких вспышек.
Основная причина вспышки?
Утечка вдоль линии разъема из-за высокого давления впрыска и плохо спроектированной или изношенной линии разъема.
Промышленные технологии
- Почему вам следует использовать решение Remote Expert?
- 7 вещей, которые вам нужно знать о контроллере двигателя постоянного тока
- Что такое кобот?
- Регулятор напряжения
- Руководство по выбору материалов для печатных плат
- 7 советов по получению высококачественной печатной платы медицинского назначения
- Руководство по типам резьбы:NPT, BSP, JIS, SAE, метрическая – Trimantec
- 9 советов по управлению импедансом при проектировании высокоскоростных цифровых печатных плат
- Литье под давлением против литья в песчаные формы:руководство по правильному выбору
- Плюсы и минусы электроэрозионной резки проволоки