


Рекомендации HP Multi‑Jet Fusion по проектированию:экспертный контрольный список для оптимальных деталей
Опубликовано 30 ноября 2023 г.

Оригинально опубликовано на fastradius.com 20 октября 2021 г.
HP Multi‑Jet Fusion (MJF) быстро производит высококачественные нейлоновые детали, которые по прочности и качеству конкурируют с компонентами, полученными литьем под давлением. Этот контрольный список дает командам разработчиков проверенные передовые методы, позволяющие максимально повысить производительность деталей, снизить затраты и оптимизировать производство.
Введение
Что такое многоструйный синтез?
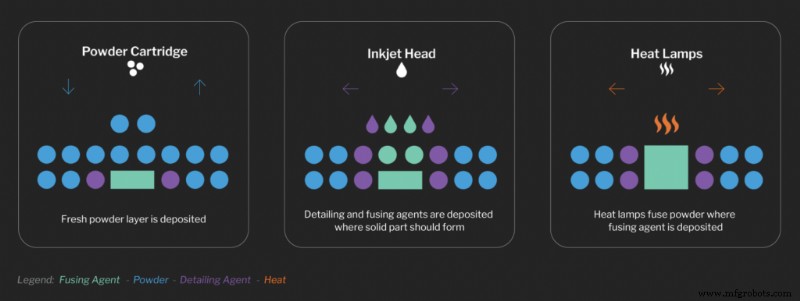
MJF — это ведущий промышленный процесс аддитивного производства, который производит функциональные нейлоновые прототипы и крупносерийные детали с непревзойденной свободой дизайна и механическими свойствами. В отличие от селективного лазерного спекания, при котором порошок сплавляется с помощью лазера, MJF использует струйные сопла для нанесения плавящих и детализирующих веществ на слой нейлонового порошка. Непрерывное размашистое движение слой за слоем распределяет тепло, что позволяет выполнять высокоскоростные сборки без необходимости использования опорных конструкций. В результате получается деталь, которая может включать в себя сложные внутренние каналы и совместно напечатанные узлы, обеспечивая при этом механические характеристики, сравнимые с литьем под давлением, но без дорогостоящих инструментов.
Проектирование с учетом технологичности обеспечивает оптимальное качество деталей, производительность и экономическую эффективность. Используйте этот контрольный список, чтобы согласовать свои проекты с возможностями MJF.
1. Подходит ли MJF для моего проекта?
Прежде чем вносить изменения в дизайн, убедитесь, что MJF соответствует всем требованиям к продукту:
Соответствуют ли имеющиеся материалы моей заявке?
В то время как MJF предлагает ограниченный, но прочный ассортимент материалов, PA12 и его вариант со стеклянными шариками удовлетворяют потребности большинства жестких пластиков. ТПУ обеспечивает гибкий эластомерный вариант. Если ваша спецификация требует материала, выходящего за пределы этого диапазона, рассмотрите альтернативный процесс.
Помещается ли моя деталь в объем сборки?
Размеры Jet Fusion4200 составляют 380×380×284 мм. Крупные компоненты можно разделить на узлы и соединить с помощью клея или механических креплений. Конструктивные особенности, такие как соединения «ласточкин хвост», могут способствовать выравниванию и склеиванию.
Находятся ли допуски в допустимых пределах?
Хотя допуски аддитивного производства сужаются, убедитесь, что точность MJF соответствует вашим требованиям к сборке. Следующий пример иллюстрирует соединение «ласточкин хвост», предназначенное для надежного клеевого соединения.
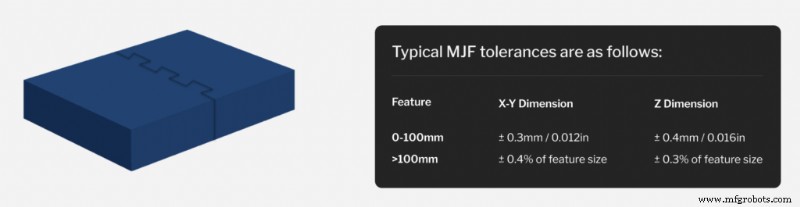 Пример соединения «ласточкин хвост», используемого для склеивания подкомпонентов
Пример соединения «ласточкин хвост», используемого для склеивания подкомпонентов 2. Могу ли я сократить расход материала?
Термические градиенты часто вызывают коробление, особенно длинных и тонких сечений или резкие изменения поперечного сечения. Устраните дефекты, удалив лишний материал через карманы, оболочки, решетки или оптимизировав топологию. Постепенные переходы — посредством фасок или скруглений — еще больше снижают риск усадки.
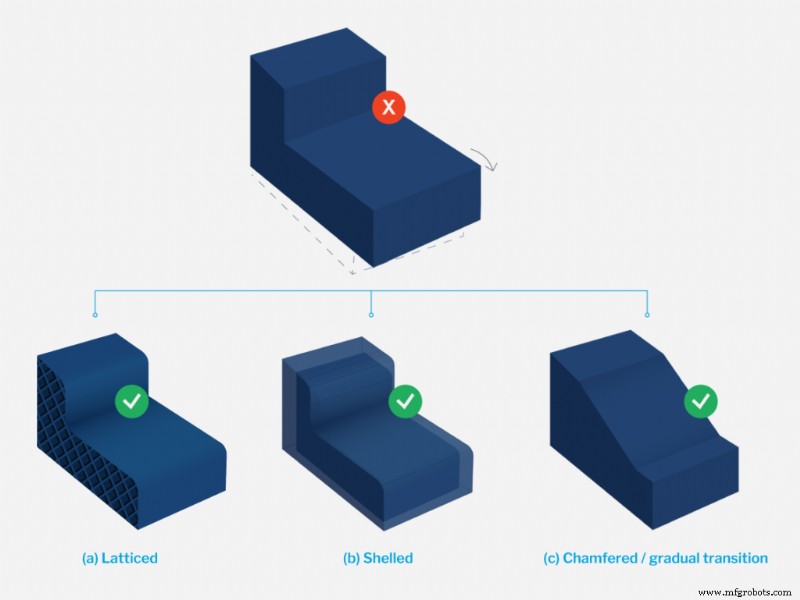 Пример изменений DFM для детали, которая может деформироваться из-за резкого изменения сечения; (a) решетчатый (b) ракушечный (c) с фаской/постепенный переход
Пример изменений DFM для детали, которая может деформироваться из-за резкого изменения сечения; (a) решетчатый (b) ракушечный (c) с фаской/постепенный переход 3. Размер моих функций превышает минимальный порог?
Стандартная толщина стенок должна быть не менее 1,5 мм. Мелкие элементы не должны быть меньше 1,5 мм, за исключением прорезей, тиснения, гравировки или диаметра стержня, который может достигать 0,5 мм. Размер текста должен быть не менее 6 пунктов (≈2 мм) и глубиной 0,3 мм. Резьба винтов должна быть М6 или больше; для более плотной и прочной резьбы используйте резьбовые вставки.
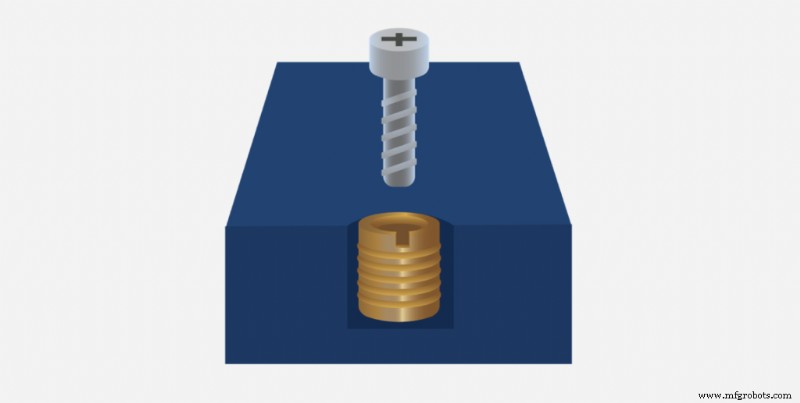 Напечатанная резьба должна быть M6 или больше; вставки могут использоваться там, где необходима меньшая или более прочная резьба.
Напечатанная резьба должна быть M6 или больше; вставки могут использоваться там, где необходима меньшая или более прочная резьба. 4. Учел ли я допуски сборки?
Совместная печать сборок требует тщательного планирования оформления. Сопрягаемые поверхности обычно требуют зазора 0,4–0,6 мм для соблюдения допусков. При печати нескольких деталей вместе оставляйте зазор не менее 0,5 мм и больше, если имеются большие поперечные сечения или большие площади контакта.
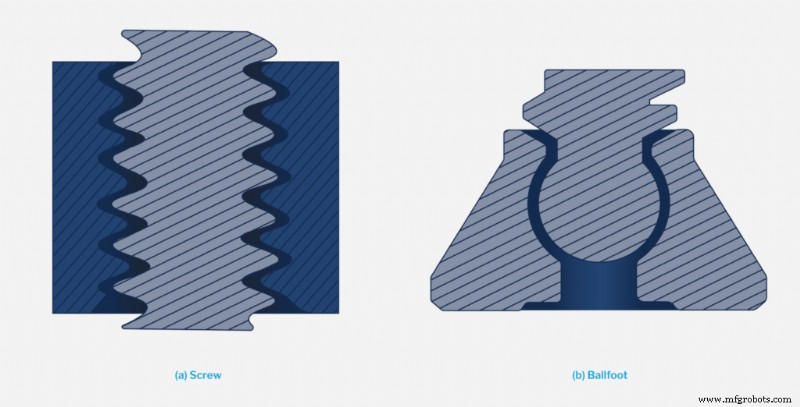 Виды в поперечном сечении совместно напечатанного (а) винта и (б) шариковой опоры. Эти конструкции потребуют большего зазора, чтобы предотвратить слияние из-за большей площади контактной поверхности.
Виды в поперечном сечении совместно напечатанного (а) винта и (б) шариковой опоры. Эти конструкции потребуют большего зазора, чтобы предотвратить слияние из-за большей площади контактной поверхности. 5. Оптимизирован ли дизайн моей детали для постобработки?
Если требуется постобработка, убедитесь, что конструкция обеспечивает эффективное удаление порошка и чистовую обработку поверхности:
- Нет вентилируемых или запертых объемов.
- Отдавайте предпочтение сквозным отверстиям, а не глухим, чтобы избежать слеживания.
- Добавьте скругления к острым внутренним углам, чтобы облегчить переворачивание и дробеструйную обработку.
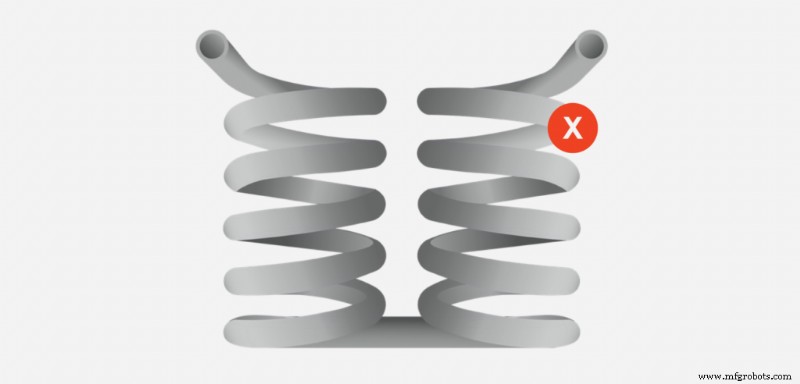 Путь потока такой геометрии очень затруднит удаление порошка из нижней секции.
Путь потока такой геометрии очень затруднит удаление порошка из нижней секции. 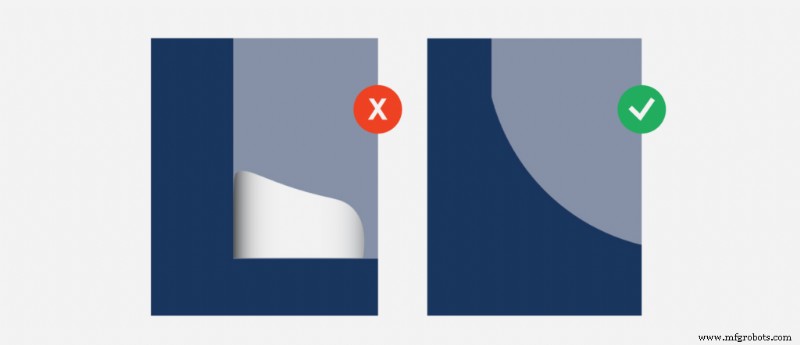 Порошок легко слеживается в острых внутренних углах. Добавление скруглений значительно облегчит обеспыливание.
Порошок легко слеживается в острых внутренних углах. Добавление скруглений значительно облегчит обеспыливание.  Слепые отверстия трудно очистить от порошка, так как при взрыве через входное отверстие порошку некуда выходить. Подумайте о том, чтобы пройти через дыру или добавить запасные каналы.
Слепые отверстия трудно очистить от порошка, так как при взрыве через входное отверстие порошку некуда выходить. Подумайте о том, чтобы пройти через дыру или добавить запасные каналы. 6. Использовал ли я каждую возможность снизить затраты на детали?
Стратегические изменения DFM могут сократить отходы материалов и улучшить экономику строительства. Уменьшение веса снижает риск дефектов и стоимость материалов. Оптимизация вложенности — добавление черновых деталей или перемещение деталей — позволяет максимально увеличить количество деталей в сборке, распределяя фиксированные затраты. Например, добавление угла уклона может добавить к одной сборке две дополнительные детали.
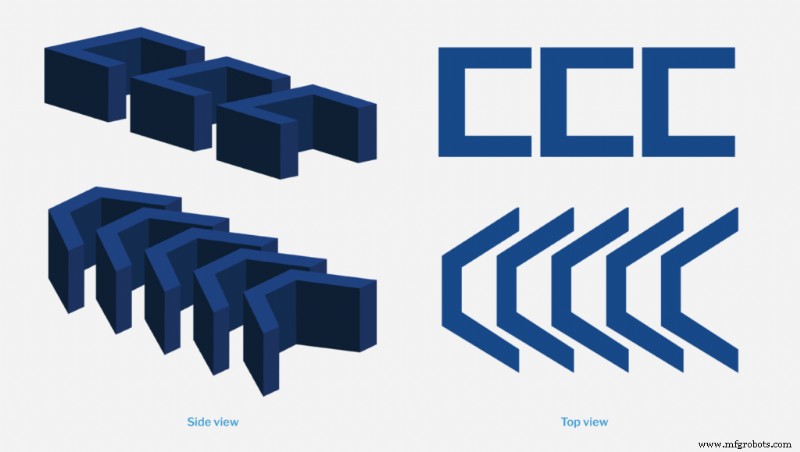 Проектирование с учетом совместимости позволит увеличить количество деталей, которые могут поместиться в сборку, снизив стоимость каждой детали. В этом примере добавление уклона позволяет упаковать две дополнительные детали.
Проектирование с учетом совместимости позволит увеличить количество деталей, которые могут поместиться в сборку, снизив стоимость каждой детали. В этом примере добавление уклона позволяет упаковать две дополнительные детали. Другие факторы экономии включают качество поверхности, цвет и постобработку. Детали MJF по своей сути серые, но их можно с минимальными усилиями покрасить в черный цвет. Если требуется более гладкая поверхность, доступны такие варианты, как шлифование, галтовка или выравнивание паром. Текстурирование может улучшить эстетику без дополнительных этапов обработки.
Начало работы с экспертом DFM
Соблюдение принципов DFM необходимо для снижения эксплуатационных расходов, раннего обнаружения проблем и превосходного качества деталей. Этот контрольный список представляет собой практическую основу для доработки конструкции MJF перед производством.
Партнерство с SyBridge дает вашей команде доступ к новейшим инструментам цифрового проектирования и опытному руководству — от концепции до реализации — гарантируя своевременную доставку по разумной цене.
Свяжитесь с нами сегодня, чтобы начать свое путешествие по MJF.
Промышленные технологии
- С Днем Производства
- COVID-19 на складе? Never Fear - роботы здесь
- Компания Camcode получила сертификат ISO 9001:2015 благодаря независимому аудиту – обеспечение качества во всех проце…
- Как автоматизация литья под давлением повышает эффективность
- Как программное обеспечение CMMS решает проблемы, с которыми сталкивается малый бизнес?
- 5 советов по обеспечению безопасности производителей в 2017 г.
- Создание героя
- Усилитель с общим эмиттером
- Часть 3. Технологические тенденции, за которыми нужно следить — Индустрия 4.0, устойчивое производство и эконом…
- Как отслеживать и анализировать время простоя машины