


Оптимизация качества лазерной резки для сокращения затрат на вторичную отделку
Оптимизация качества лазерной резки для сокращения затрат на вторичную отделку
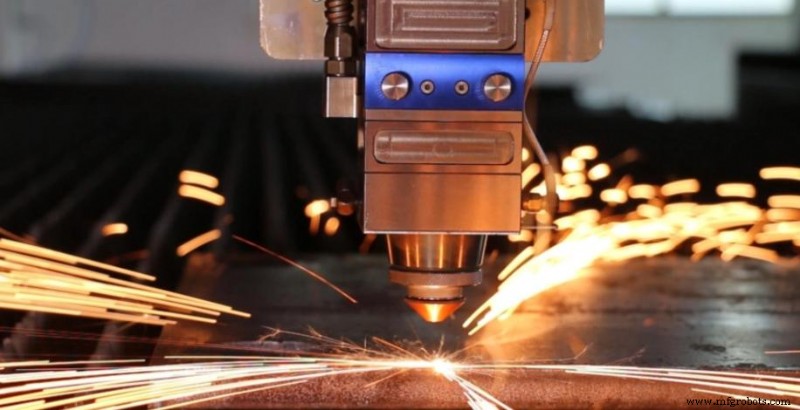
Лазерная резка остается распространенным в отрасли методом высокоточной обработки листового металла. Однако его истинная эффективность зависит от обеспечения стабильного качества кромки. Плохие кромки требуют дорогостоящего удаления заусенцев, шлифовки и доработки, что снижает экономию времени и материалов, которую обещает этот процесс.
В большинстве работ по обработке листового металла дефекты кромок возникают из-за настроек процесса, а не самого станка. В этом руководстве описаны наиболее частые проблемы лазерной резки, их основные причины и практические решения, позволяющие сократить затраты на постобработку.
Скрытая цена плохого качества лазерной резки
- Трудоемкое удаление заусенцев: Удаление заусенцев лазером вручную — процесс медленный и трудоемкий. Когда это становится этапом рабочего процесса, вы платите дважды:один раз за резку и второй раз за постобработку. Накладные расходы быстро накапливаются в ходе производственного цикла.
- Материальные отходы и брак: Неровная геометрия кромок может поставить под угрозу точность размеров и вызвать проблемы с подгонкой во время сборки, что приводит к бракованию деталей и задержкам производства.
- Нарушение эстетики и посадки: Окисленные или неровные края затрудняют сварку и порошковую окраску. Чистые, однородные поверхности необходимы для прочных сварных соединений и безупречной отделки.
Распространенные дефекты лазерной резки и их причины
Большинство дефектов можно объяснить несколькими несбалансированными технологическими факторами. Выявление основной причины — самый быстрый способ их устранения.
Борьба с окалиной и заусенцами
Окалина и заусенцы образуются, когда расплавленный материал не полностью очищается от зоны разреза и повторно затвердевает по кромке.
- Тепловой дисбаланс: При более толстой заготовке тепло накапливается в нижней части разреза, что препятствует плавному выходу расплавленного металла. Сначала проверьте и отрегулируйте положение фокуса и настройки мощности.
- Несоответствие давления газа: Вспомогательный газ выбрасывает расплавленный материал. Недостаточное давление приводит к расплавлению, что приводит к образованию заусенцев, которые необходимо сошлифовывать.

Полосы и шероховатая поверхность
Вертикальные полосы на кромке среза часто указывают на необходимость настройки одного или нескольких параметров резки.
- Качество луча и стабильность фокуса: Загрязненная линза или слегка смещенная фокусная точка могут распространять луч неравномерно, создавая неправильные полосы. Регулярный осмотр линз и правильная настройка фокусировки имеют ощутимое значение.
- Ошибки скорости подачи: Слишком быстрая резка создает линии сопротивления; слишком медленная резка приводит к переплавке материала, увеличению пропила и шероховатости поверхности. Оптимальная скорость зависит от типа и толщины материала.
В этой таблице приведены наиболее частые дефекты, их основные причины и рекомендуемые исправления:
| Дефект | Основная причина | Исправить |
|---|---|---|
| Жесткие заусенцы (шлак) | Давление вспомогательного газа слишком низкое/Слишком высокая фокусировка | Увеличить давление газа; нижняя точка фокусировки |
| Грубые полосы | Слишком высокая скорость резки | Уменьшите скорость подачи; проверьте состояние форсунок |
| Большая зона термического влияния | Чрезмерное тепловложение | Оптимизация мощности и скорости резки |
| Чрезмерное окисление | Слишком агрессивная реакция кислорода | Уменьшите давление кислорода или переключитесь на азот |
4 совета по оптимизации лазерной резки
Остановить дефекты в источнике гораздо эффективнее, чем исправлять их позже. Для достижения наилучших результатов сосредоточьтесь на этих четырех областях.
- Оптимизируйте фокусное положение
Для более толстых материалов установите фокус чуть ниже верхней поверхности, а не прямо на ней. Эта небольшая регулировка позволяет расплавленному материалу легче вытекать, уменьшая образование окалины и улучшая прямолинейность кромки. - Выбор вспомогательного газа Master
Выбор газа оказывает большее влияние на качество кромки, чем думает большинство операторов. Азот обеспечивает чистые кромки без окислов на нержавеющей стали и алюминии, что идеально подходит для улучшения внешнего вида или адгезии покрытия. Кислород, будучи экзотермическим и эффективным для толстой мягкой стали, оставляет на поверхности слегка окисленное покрытие. - Найдите идеальную скорость резания
Самая высокая скорость подачи не всегда является лучшей. Проведите испытания на скорость резки образцов, чтобы определить скорость, обеспечивающую наиболее чистую кромку, а не просто минимальное время цикла. - Содержите сопла в чистоте и по центру
Изношенные или смещенные от центра форсунки нарушают поток вспомогательного газа, вызывая турбулентность, неровные края и неравномерную ширину пропила. Регулярная проверка и замена насадок обеспечивают высокую прибыль при минимальных усилиях. - Избегайте острых внутренних углов: Добавьте небольшие скругления во внутренние углы, чтобы предотвратить задержку лазера и переплавление материала.
- Соблюдайте соотношение диаметра отверстия и толщины: Как правило, диаметр отверстия должен быть как минимум равен толщине материала. Более толстая заготовка с меньшими отверстиями имеет тенденцию выдуваться и создавать плохую геометрию кромки.
- Сохраняйте достаточное расстояние (лямки): Элементы резки, расположенные слишком близко друг к другу, могут нагреваться и деформировать окружающий лист. Оставляйте достаточно материала между разрезами, чтобы сохранить плоскостность и точность размеров.

Проектирование деталей для безупречной лазерной резки
Настройки процесса имеют значение, но не менее важна и конструкция детали. Несколько небольших настроек САПР могут предотвратить огромный объем отделочных работ в дальнейшем.
Создание экономически эффективного процесса лазерной резки
Сокращение вторичной обработки часто является самым быстрым способом снизить реальную стоимость деталей, вырезанных лазером. Точная настройка параметров резки, выбор правильного вспомогательного газа и тщательное проектирование деталей позволяют производителям добиться более чистых кромок, более высокой производительности и более предсказуемых производственных затрат.
Услуги лазерной резки JTR начинаются с процесса поставки деталей, готовых к следующему этапу — станок для снятия заусенцев не требуется. Если у вас возникли проблемы с качеством кромок или вы хотите оптимизировать рабочий процесс обработки листового металла, свяжитесь с нами чтобы обсудить ваш проект.
Руководства по теме
Промышленные технологии
- ИИ может обнаруживать невидимые объекты в полной темноте
- Контрольный список профилактического обслуживания эксперта по объекту
- 5 вопросов, которые следует задать своему специалисту по кибербезопасности
- Основы шлифования металлов:происхождение, режущая способность и отраслевая информация
- 3 фактора, которые влияют на детали, изготовленные методом литья под давлением
- Пять вопросов о сторонних поставщиках и кибербезопасности
- Обновить новости:RapidDirect обновляет функцию анализа DFM платформы онлайн-котировок
- Бесперебойная зарядка электромобилей от солнечной батареи с помощью evcc.io на CHARX Control SEC3xxx
- Что делает реостат:функциональность и отличия от потенциометра
- Изоляционные материалы для печатных плат