


21 Модуль 4:Язык и структура ЧПУ
ЦЕЛЬ
После завершения этого раздела вы сможете:
- Определите инструкции списка программ.
- Понимание формата программы
- Описать коды буквенно-адресных команд
- Опишите определения кодов специальных символов.
- Знакомьтесь с кодами G и M.
Программы ЧПУ перечисляют инструкции, которые должны выполняться, в том порядке, в котором они написаны. Они читаются как книга, слева направо и сверху вниз. Каждое предложение в программе ЧПУ записывается в отдельной строке, называемой aBlock. Блоки располагаются в определенной последовательности, что способствует безопасности, предсказуемости и удобочитаемости, поэтому важно придерживаться стандартной структуры программы.
Блоки расположены в следующем порядке:
- Запуск программы
- Инструмент загрузки
- Шпиндель включен
- Охлаждение включено
- Быстрое размещение над частью
- Операция обработки
- Охлаждающая жидкость отключена
- Шпиндель выключен
- Переместиться в безопасное место
- Завершить программу
Перечисленные выше шаги представляют простейший тип программы ЧПУ, в которой используется только один инструмент и выполняется одна операция. Программы, использующие несколько инструментов, повторяют шаги со второго по девятый для каждого из них.
Таблица 3 и Таблица 4 в разделе Коды G и M показать наиболее распространенные коды G и M, которые следует запомнить, если это возможно.
Как и любой язык, язык G-кода имеет правила. Например, некоторые коды являются модальными, то есть их не нужно повторять, если они не меняются между блоками. Некоторые коды имеют разное значение в зависимости от того, как и где они используются.
Хотя эти правила рассматриваются в этой главе, не утруждайте себя изучением всех нюансов языка. Это работа программного обеспечения CAD / CAM, постпроцессор, чтобы правильно отформатировать и написать программу ЧПУ.
Формат программы
Программа в таблице 1:ниже обрабатывает квадратный контур и просверливает отверстие.
| Блокировать | <тд>
| % O1234 (T1 0,25 КОНЦЕВАЯ ФРЕЗА) G17 G20 G40 G49 G80 G90 | <тд>
| Т1 М6 S9200 M3 | <тд>
| G54 М8 G00 X-0,025 Y-0,275 G43 Z1.H1 Z0.1 G01 Z-0.1 F18. | <тд>
| G41 Y0.1 D1 F36. 2,025 иены X2,025 Y-0,025 X-0,025 G40 Х-0,4 G00 Z1. | <тд>
| М5 М9 (СВЕРЛО T2 0,25) Т2 М6 S3820 M3 | <тд>
| М8 Х1. Y1. G43 Z1.H2 Z0,25 | <тд>
| G98 G81 Z-0,325 R0,1 F12. G80 Z1. | <тд>
| М5 М9 G91 G28 Z0 G91 G28 X0 Y0 G90 М30 % | <тд>
Коды буквенных адресов
Командный блок управляет станком с помощью команд с буквенным адресом. Некоторые из них используются более одного раза, и их значение меняется в зависимости от того, какой G-код появляется в одном и том же блоке.
Коды бывают либо модальными, что означает, что они остаются в силе до отмены или изменения, либо немодальными, что означает, что они действуют только в текущем блоке. Как видите, многие буквенные адреса выбраны логично (T для инструмента, S для шпинделя, F для скорости подачи и т. д.).
В таблице ниже перечислены наиболее распространенные коды буквенных адресов.
Таблица 2:Коды буквенных адресов
| Переменная | <тд>
| А | <тд>
| Б | <тд>
| С | <тд>
| Д | <тд>
| Е | <тд>
| Ф | <тд>
| Г | <тд>
| Н | <тд>
| я | <тд>
| J | <тд>
| К | <тд>
| Л | <тд>
| М | <тд>
| Н | <тд>
| О | <тд>
| П | <тд>
| Вопрос | <тд>
| Р | <тд>
| С | <тд>
| Т | <тд>
| Н | <тд>
| В | <тд>
| В | <тд>
| Х | <тд>
| Д | <тд>
| Я | <тд>
Определения кодов специальных символов
Ниже приведен список часто используемых специальных символов, их значение, использование и ограничения.
% — начало или конец программы
Все программы начинаются и заканчиваются символом % в отдельном блоке. Этот код называется символом перемотки ленты (пережиток тех дней, когда программы загружались с бумажных лент).
( ) – Комментарии
Комментарии к оператору должны быть написаны прописными буквами и заключены в квадратные скобки. Максимальная длина комментария — 40 символов, все символы пишутся с заглавной буквы.
(T02:5/8 КОНЦЕВАЯ ФРЕЗА)
/ — Блокировать удаление
Коды после этого символа игнорируются, если переключатель удаления блока на блоке управления включен.
/ M00
; – Конец блока
Этот символ не отображается, когда программа ЧПУ читается в текстовом редакторе (возврат каретки), но появляется в конце каждого блока кода, когда программа отображается на панели управления станком.
N8 Z0.750;
Коды G и M
Коды G&M составляют большую часть содержимого программы ЧПУ. Далее рассматриваются определение каждого класса кода и конкретные значения наиболее важных кодов.
G-коды
Коды, начинающиеся с буквы G, называются подготовительными словами, поскольку они подготавливают машину к определенному типу движения.
Таблица 3:G-код
| Код | <тд>
| G00 | <тд>
| G01 | <тд>
| G02 | <тд>
| G03 | <тд>
| G04 | <тд>
| G28 | <тд>
| G40 | <тд>
| G41 | <тд>
| G42 | <тд>
| G43 | <тд>
| G54 | <тд>
| G55 | <тд>
| G56 | <тд>
| G57 | <тд>
| G58 | <тд>
| G59 | <тд>
| G80 | <тд>
| G81 | <тд>
| G82 | <тд>
| G83 | <тд>
| G84 | <тд>
| G90 | <тд>
| G91 | <тд>
| G98 | <тд>
| G99 | <тд>
М-коды
Коды, начинающиеся с буквы М, называются разными словами. Они контролируют дополнительные параметры станка, такие как подача СОЖ и направление шпинделя. В каждом блоке кода может быть только один M-код.
Таблица 4:М-коды
| Код | <тд>
| М00 | <тд>
| М01 | <тд>
| М02 | <тд>
| М03 | <тд>
| М04 | <тд>
| М05 | <тд>
| М06 | <тд>
| М08 | <тд>
| М09 | <тд>
| М30 | <тд>
Выберите определения G-кода (расширенные)
G00 – Быстрое движение
Этот код дает команду машине двигаться как можно быстрее в указанную точку. Он всегда используется с координатной позицией и является модальным. В отличие от G01, G00 не координирует оси для движения по прямой. Скорее, каждая ось движется с максимальной скоростью, пока не будет удовлетворена. Это приводит к движению, как показано на рис. 18 ниже.
G00 X0. Y0.
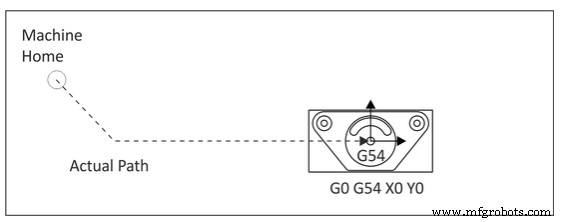 Рис. 1. Движение G00. разбить машину быстрее, чем оператор успеет нажать кнопку аварийной остановки. Используйте блокировку быстрой подачи на станке при первом запуске программы.Линейное движение – это прямолинейное движение:
Рис. 1. Движение G00. разбить машину быстрее, чем оператор успеет нажать кнопку аварийной остановки. Используйте блокировку быстрой подачи на станке при первом запуске программы.Линейное движение – это прямолинейное движение: G-код предназначен для движения, и наиболее распространенным видом движения, встречающимся в программах обработки деталей, является прямолинейное или линейное движение. Движение — еще одна модальная вещь в G-коде. Вы сообщаете контроллеру, какое движение вы хотите с помощью G-кода, и он всегда будет выполнять это движение, пока вы не скажете ему изменить его с помощью другого G-кода.
G00 для быстрого позиционирования; Rapids Motion настолько быстро, насколько позволяет ваша машина. Используется для перемещения резака по воздуху в следующее положение, в котором он будет резать.
G01 для более медленного резания; Подача Движение медленнее, для резки. Скорость подачи устанавливается G-кодом «F».
F-слово =«F», как в «Скорость подачи».
S-слово =«S», как в «Скорость шпинделя», адрес — об/мин.
Задание линейного движения с помощью X, Y и Z:
Указание G00 или G01 не вызывает никакого движения — они просто сообщают контроллеру, какой тип движения ожидается, когда вы, наконец, укажете ему, куда двигаться. Для фактического движения вам необходимо указать пункт назначения с помощью слов X, Y и Z. Чтобы перейти к нулевой части, мы можем ввести такую команду:
G00 X0 Y0 Z0 Или используйте G01, если вы хотите двигаться медленнее G01 X0 Y0 Z0 F40.
Интерполированное движение или интерполированное движение. Когда мы указываем несколько координат на линии, это означает, что одновременно перемещается более одной оси машины. На самом деле, контроллер будет перемещать их все точно с нужной скоростью относительно друг друга, чтобы фреза следовала по прямой линии к месту назначения и двигалась со скоростью подачи.
Если мы укажем один и тот же пункт назначения, но распределим координаты по нескольким строкам, каждая строка будет отдельным ходом:
G00 X0 Y0 (Перейти к X0 Y0 за один ход, сохраняя Z постоянной)
Z0 (Перейти к Z0 одним движением, сохраняя X и Y постоянными)
G00 и G01 являются модальными, поэтому нам нужно указать их только тогда, когда мы хотим изменить режимы.
Ось Z:
Концепция интерполированных перемещений поднимает интересный вопрос для оси Z. Часто рекомендуется перемещать ось глубины резания отдельно, а не скоординировано с другими осями (X и Y). Будут ли у вас проблемы (столкновения) при приближении фрезы к заготовке и крепежу. Сначала двигаясь по осям X и Y, а затем двигаясь по Z, гораздо легче определить, произойдет ли случайное столкновение. Кроме того, у вас гораздо меньше шансов задеть случайный торчащий предмет, например зажим, если вы будете держать резак высоко, пока не окажетесь прямо над тем местом, где хотите начать резку.
G02 и G03 Круговое движение — это режим, инициированный:
G02 устанавливает режим для дуг окружности по часовой стрелке.
G03 устанавливает режим для дуг окружности против часовой стрелки.
Устанавливается режим G02 или G03, дуги определяются в G-коде путем определения их 2 конечных точек и центра, который должен быть равноудален от каждой конечной точки. Конечные точки просты. Текущая контрольная точка или местоположение в начале блока устанавливает одну конечную точку. Другой может быть установлен координатами XYZ. Центр чаще всего определяется с помощью I, J или K, чтобы установить относительные смещения от начальной точки дуги до центра.
ПРИМЕР ДУГИ ПО ЧАСОВОЙ СТРЕЛКЕ:
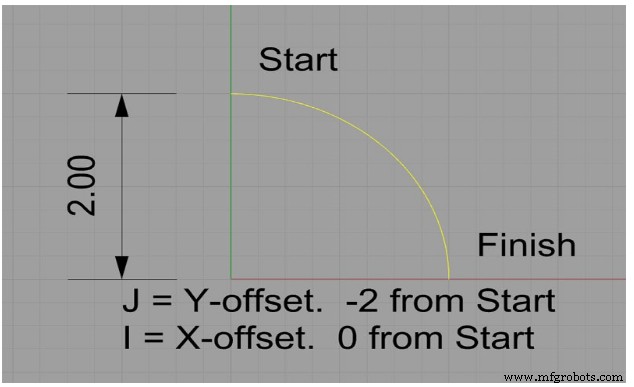
Рис. 2. Центр дуги с IJK
Эта дуга начинается в точке X0Y2. и заканчивается на X2.Y0. Его центр находится в точке X0Y0. Мы могли бы указать это в G-коде следующим образом:
G02 (Настройка режима дуги по часовой стрелке)
X2Y0 I0J-2.0
Центр с использованием радиуса «R».
Центр просто указав радиус окружности. Круг имеет радиус 2, поэтому G-код может быть простым:
G02 X2Y0 R2
G17/G18/G19 – Обозначение плоскости
Дуги должны существовать на плоскости, обозначенной командой G17 (XY), G18 (XZ) или G19 (YZ). G17 — это значение по умолчанию для машины.
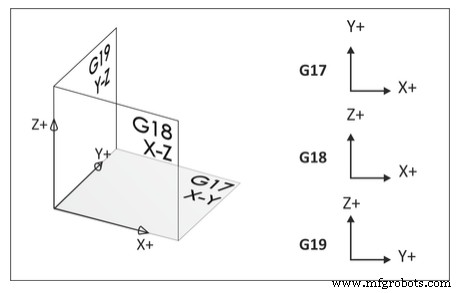
Рисунок 3. Обозначение плоскости
G40/G41/G42 – компенсация диаметра фрезы (CDC)
CDC является ключом к прецизионной обработке с ЧПУ, позволяя оператору компенсировать износ и отклонение инструмента, давая команду станку отклониться влево (G41) или вправо (G42) от запрограммированной траектории. G40 отменяет компенсацию на режущий инструмент. Величина смещения вводится в D-регистр управления ЧПУ. Регистр износа можно представить как таблицу, к которой система управления обращается при каждом перемещении.
Таблица 5:Регистр смещения диаметра
| Смещение диаметра инструмента | <тд>
| Д1 | <тд>
| D2 | <тд>
| D3 | <тд>
| D4 | <тд>
| D5 | <тд>
| D6 | <тд>
Значение в D-регистре рассчитывается оператором станка, который отслеживает конечный размер элементов детали, сравнивает их с отпечатком и вводит разницу в регистре по мере необходимости, чтобы деталь соответствовала спецификациям. Если отклонения нет, регистр обнуляется.
G01 G41 D1 X1.0 Y.25 F40.
G43 — компенсация длины инструмента
G43 активирует компенсацию длины инструмента. Он всегда сопровождается H-кодом и Z-перемещением, где H – регистр коррекции длины инструмента (TLO), который нужно прочитать, а Z – высота, на которую следует перейти относительно нулевой точки детали.
(TLO) можно рассматривать как таблицу на элементе управления:
Таблица 6:Смещения работы
| Сопротивление длины инструмента | <тд>
| H1 | <тд>
| H2 | <тд>
| H3 | <тд>
| H4 | <тд>
| H5 | <тд>
| H6 | <тд>
TLO сочетается с активным смещением приспособления в системе управления, поэтому станок знает, где находится кончик инструмента по отношению к нулевой точке детали.
G43 H1 Z1.
G54 — рабочее смещение
Рабочие смещения — это регистры данных в системе ЧПУ, в которых хранится расстояние от исходной позиции станка X, Y, Z до нулевой точки детали. Эти смещения можно рассматривать как таблицу в элементе управления:
Таблица 7:Рабочее смещение
| Рабочее смещение | <тд>
| G54 | <тд>
| G55 | <тд>
| G56 | <тд>
| G57 | <тд>
| G58 | <тд>
| G59 | <тд>
Значения X и Y представляют собой расстояние от исходной точки станка до исходной точки XY детали. Значение Z — это расстояние от контрольной точки инструмента (например, верхней части блока 1-2-3) и исходной точки Z детали.
G54 Х0. Y0.
БЛОК-ТЕСТ
1. Пожалуйста, опишите инструкцию списка программ ЧПУ.
2. Чем все программы ЧПУ начинаются и чем заканчиваются?
3. Опишите коды команд с буквенным адресом.
4. Укажите три кода специальных символов.
5. Опишите коды G и M.
6. Пожалуйста, опишите G00 G90 G54 X0 Y0.
7. Пожалуйста, опишите G00 G90 G43 H1 Z1.
8. В чем разница между G00 и G01?
9. Объясните разницу между G02 и G03.
10. Пожалуйста, опишите слова F и S.
Промышленные технологии
- Программирование микропроцессора
- C - Структура программы
- С# — Структура программы
- Метод проб и ошибок станка с ЧПУ:печальная реальность
- Как обеспечить точность и прецизионность при фрезеровании с ЧПУ
- Мы предоставляем решения для обработки с ЧПУ и изготовления инструментов
- 22 Модуль 5:Работа с ЧПУ
- Повышение точности станка с ЧПУ и позиционирования
- Что такое инструмент с ЧПУ и шлифовальный станок?
- Предустановка инструмента с ЧПУ и измерение инструмента с ЧПУ. Введение