


7 распространенные литье под давлением литье дефекты и как избежать их

Литье под давлением является эффективным методом производства, когда требуется большое количество идентичных деталей. Тем не менее, это также требует высокой степени технических знаний для освоения. При таком большом количестве различных переменных небольшие, казалось бы, незначительные ошибки на ранних этапах разработки продукта могут привести к серьезным проблемам и даже поставить под угрозу целостность продукта в будущем.
Дефекты могут снизить скорость и рентабельность всего процесса разработки продукта и потенциально могут сократить срок службы продукта, если их не устранить. Проблемы и дефекты литья под давлением могут быть вызваны множеством причин, включая плохой дизайн, ошибки производственного процесса, сбои контроля качества и многое другое. Таким образом, важно применять упреждающий подход к снижению рисков на протяжении всего процесса разработки продукта, чтобы снизить вероятность потенциальных дефектов литья под давлением.
Вот несколько наиболее распространенных дефектов, которые могут возникнуть при литье пластмасс под давлением, и способы их предотвращения.
1. Линии потока
Линии потока — это бесцветные линии, полосы и другие узоры, которые появляются на поверхности детали. Это вызвано тем, что расплавленный пластик движется с разной скоростью по всей форме для литья под давлением, что в конечном итоге приводит к затвердеванию смолы с разной скоростью. Часто это признак того, что скорость и/или давление впрыска слишком низкие.
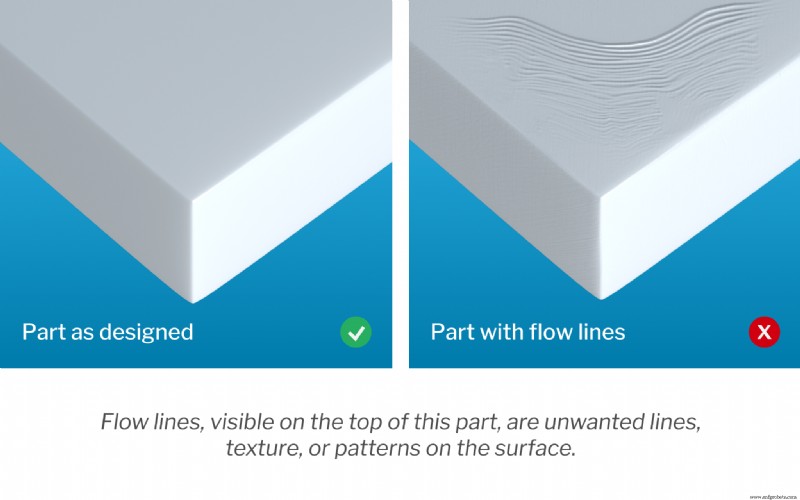
Линии потока также могут появляться, когда термопластичная смола проходит через части пресс-формы с разной толщиной стенок, поэтому поддержание одинаковой толщины стенок или обеспечение соответствующей длины фасок и галтелей имеет решающее значение. Размещение литника в тонкостенной части полости инструмента может еще больше помочь уменьшить линии потока.
2. Утяжины
Впадины выглядят как впадины, вмятины или кратеры в толстых участках детали. Более толстые секции требуют больше времени для охлаждения, что может иметь непредвиденный побочный эффект, заключающийся в том, что внутренние части детали сжимаются и сжимаются не так быстро, как внешние секции.
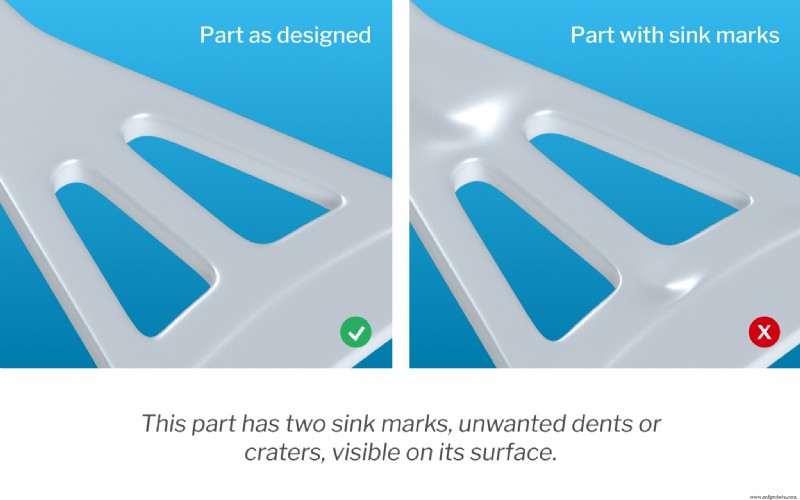
Хотя чаще всего это указывает на то, что пластику требуется больше времени внутри формы для надлежащего охлаждения и отверждения, утяжку иногда можно исправить, уменьшив толщину самых толстых участков стенки, что помогает обеспечить более равномерное и тщательное охлаждение. Недостаточное давление в полости пресс-формы или повышенная температура на литнике также могут способствовать развитию дефектов.
Что касается конструкции, то риск образования утяжек можно свести к минимуму, если обеспечить правильную толщину ребер литья под давлением и толщину стенок. Эти действия также могут помочь увеличить общую прочность детали.
3. Отслоение поверхности
Что такое деламинация? Отслоение — это состояние, при котором поверхность детали разделяется на тонкие слои. Эти слои, которые выглядят как покрытия, которые можно отслаивать, вызваны наличием загрязняющих веществ в материале, которые не связываются с пластиком, создавая локальные дефекты. Чрезмерная зависимость от разделительных составов для форм также может вызвать расслаивание.
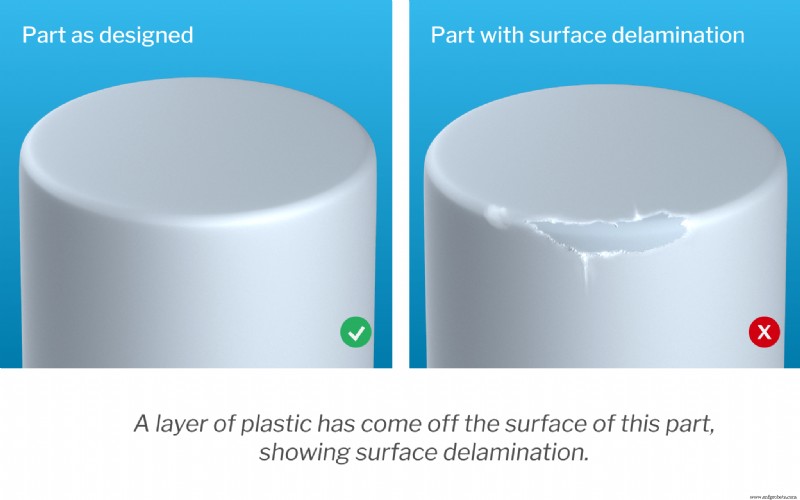
Для поощрения ремонта и предотвращения расслаивания бригады должны повысить температуру пресс-формы и адаптировать механизм выталкивания пресс-формы так, чтобы он меньше зависел от антиадгезивов, поскольку эти агенты могут увеличить риск расслоения. Также может помочь правильная предварительная сушка пластика перед литьем.
4. Линии сварки
Эти дефекты, также называемые линиями переплетения, указывают на то, что два потока расплавленной смолы сошлись во время их движения через геометрию формы. Это происходит вокруг любой части геометрии, в которой есть отверстие. По мере того как пластик течет и оборачивает каждую сторону отверстия, два потока пластика встречаются. Если температура потока неправильная, два потока не будут должным образом соединяться друг с другом и вместо этого вызовут видимую линию сварки. Это снижает общую прочность и долговечность компонента.
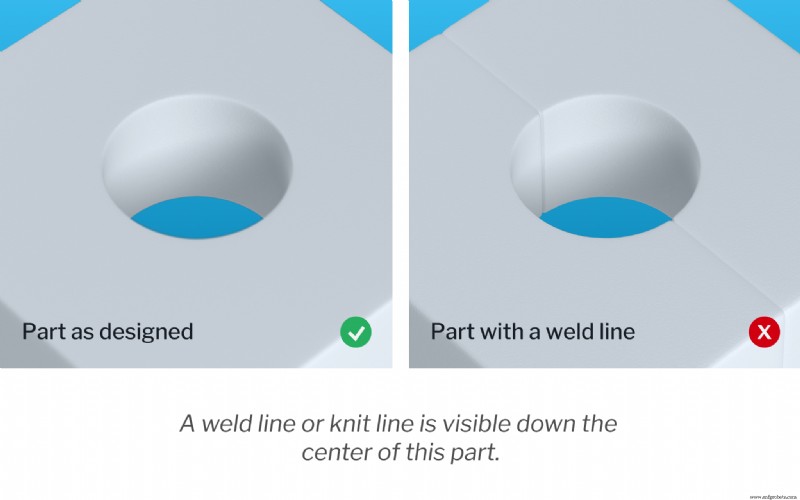
Повышение температуры расплавленной смолы может помочь предотвратить слишком раннее начало процесса затвердевания, а также увеличение скорости и давления впрыска. Смолы с более низкой вязкостью и более низкой температурой плавления менее склонны к образованию линий сварки при литье под давлением, что также можно устранить, удалив перегородки из конструкции пресс-формы.
5. Короткие снимки
«Короткие выстрелы» относятся к случаям, когда смола не полностью заполняет полость формы, что приводит к неполным и непригодным для использования деталям.

Что вызывает короткие выстрелы в литье под давлением? Как правило, они являются результатом ограниченного потока внутри формы, что может быть вызвано слишком узкими или заблокированными литниками, наличием воздушных карманов или недостаточным давлением впрыска. Вязкость материала и температура пресс-формы также вносят свой вклад. Повышение температуры пресс-формы и включение в конструкцию пресс-формы дополнительных вентиляционных отверстий для надлежащего выхода воздуха могут помочь предотвратить возникновение коротких выстрелов.
6. Деформация
Коробление при литье под давлением относится к непреднамеренным скручиваниям или изгибам, вызванным неравномерной внутренней усадкой в процессе охлаждения. Деформации коробления при литье под давлением обычно являются результатом неравномерного или непостоянного охлаждения формы, что создает напряжения в материале.
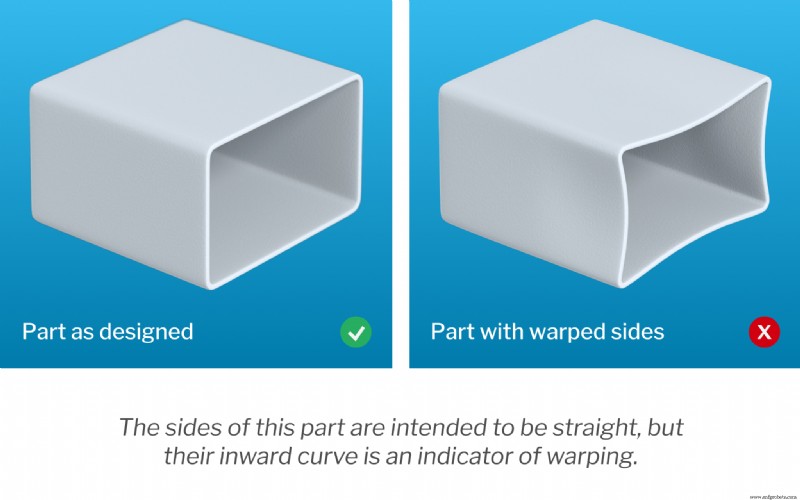
Предотвращение дефектов коробления при литье под давлением заключается в том, чтобы гарантировать, что деталям дается достаточно времени для охлаждения — и с достаточно постепенной скоростью — для предотвращения образования внутренних напряжений и повреждения детали. Равномерная толщина стенок при проектировании пресс-формы имеет решающее значение по многим причинам, в том числе потому, что она помогает гарантировать, что пластик течет через полость пресс-формы в одном направлении.
Стоит отметить, что материалы с полукристаллической структурой более склонны к деформации.
7. Струя
Дефекты струйной заливки при литье под давлением — еще один потенциальный результат неравномерного процесса затвердевания. Впрыскивание происходит, когда первоначальная струя смолы попадает в форму и имеет достаточно времени, чтобы начать схватывание до заполнения полости. Это создает видимые волнистые узоры на поверхности детали и снижает ее прочность.
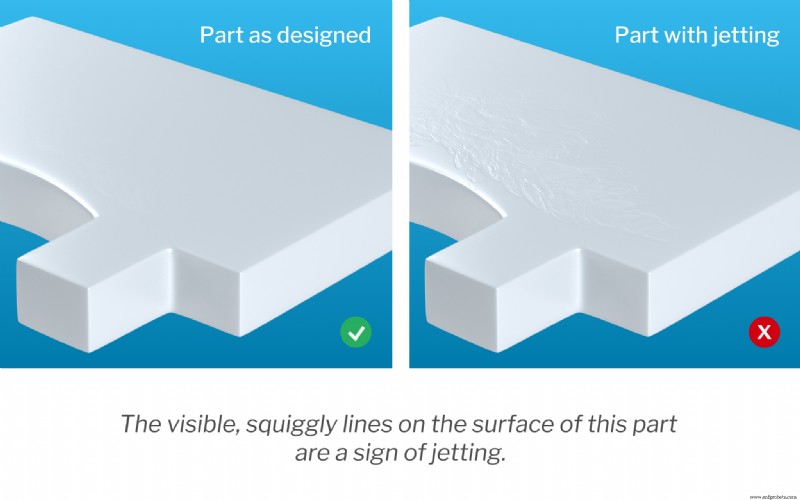
Уменьшение давления впрыска часто является лучшим способом обеспечить более постепенное заполнение, но повышение температуры формы и смолы также может помочь предотвратить упреждающее схватывание форсунок. Размещение инжекционного затвора таким образом, чтобы поток материала проходил по самой короткой оси пресс-формы, является еще одним эффективным средством сведения к минимуму струйной обработки.
Предотвращение дефектов литья под давлением и их причин
Литье под давлением может быть высокоэффективным производственным методом для производства пластиковых деталей с высокой повторяемостью, но, как и во многих других процессах, производство высококачественных конечных деталей требует высокого уровня внимания к деталям и активного подхода к управлению рисками. Все, кто участвует в процессе разработки продукта — от начального проектирования и проверки концепции до реализации — должны проявлять должную осмотрительность, чтобы обеспечить соответствие продуктов самым высоким стандартам качества и избежать этих распространенных проблем с литьем пластмасс под давлением.
Выбор такого партнера-производителя, как Fast Radius, который хорошо разбирается в распространенных дефектах литья под давлением и их устранении, может означать разницу между высококачественными деталями, произведенными вовремя и в рамках бюджета, и деталями, отмеченными линиями сварки, струей, заусенцы, утяжины и другие дефекты. Помимо того, что мы являемся опытным производственным цехом по запросу, мы также предоставляем консультации по дизайну и услуги по оптимизации, которые гарантируют, что мы сможем помочь каждой команде создавать функциональные, элегантные, высокопроизводительные детали с максимальной эффективностью. Свяжитесь с нами сегодня, чтобы узнать больше о наших услугах по литью под давлением.
Промышленные технологии
- Учебное пособие по литью под давлением:видео
- Как сделать форму для литья под давлением
- Metro Mold &Design добавляет четыре машины для литья под давлением
- Роль производителей пластиковых форм для литья под давлением
- Процесс литья под давлением
- Значение метода литья под давлением
- Наиболее часто задаваемые вопросы об услугах по изготовлению пластиковых форм для литья под давлением
- Профессиональный производитель пресс-форм для литья пластмасс за лучшее предложение
- Процесс изготовления пластиковых форм для литья под давлением и как будет меняться стоимость
- Литье пластмасс под давлением:современная технология