


Сварка листового металла:общие методы и советы по сварке

После резки металлических деталей до нужных размеров необходимо соединить их, чтобы они соответствовали желаемой форме и спецификациям. Таким образом, сварка листового металла является важным аспектом производства металла.
Существуют различные методы сварки листового металла, но знаете ли вы, какой из них лучше всего подходит для вашего промышленного применения?
В этой статье представлен подробный обзор различных методов, используемых при сварке листового металла, включая их преимущества и области применения. Он также содержит важные советы, которые следует учитывать при сварке тонких листов металла, чтобы получить наилучшие результаты.
6 методов Сварка листового металла <сильный>
Теперь давайте всесторонне рассмотрим некоторые методы плавки металлических листов.
1. Сварка МИГ
Сварка металлов в среде инертного газа (MIG), также известная как дуговая сварка металлическим газом. Он заключается в подаче непрерывного сплошного проволочного электрода в сварочную ванну с помощью сварочного пистолета. Расплавленная проволока в бассейне вызывает соединение металлических частей. Защитный газ в сварочной горелке предотвращает атмосферное загрязнение сварочной ванны.

Сварка MIG обеспечивает высококачественные сварные швы и подходит для большинства листовых металлов, таких как алюминий, сталь и нержавеющая сталь.
Этот метод сварки широко используется в автомобильной и бытовой промышленности. Кроме того, это экономичный метод, поскольку он не требует сложных машин.
Сварка ВИГ <сильный>
Вольфрам в инертном газе (TIG) — это дуговая сварка, при которой для получения сварного шва используется неплавящийся вольфрамовый электрод на постоянном или переменном токе. Как и при сварке MIG, при этом используется инертный защитный газ — аргон или гелий, чтобы предотвратить загрязнение атмосферы и окисление электрода и сварочной ванны.

Сварка ВИГ подходит для сварки цветных металлов, таких как алюминий, титан, медь, никель, магний, хром и т. д. Это ценный метод для авиационной и аэрокосмической промышленности. Кроме того, он идеально подходит для изготовления рам для мотоциклов, дверей и кормушек.
Этот метод сварки обеспечивает сварщику лучший контроль, что приводит к аккуратному и прочному сварному шву. Однако это может занять много времени и требует опыта со стороны сварщика.
[Дополнительная литература:Руководство по выбору между сваркой MIG и сваркой TIG]
Сварка электродом <сильный>
Сварка стержнем называется дуговой сваркой защищенным металлом. Это процесс ручной дуговой сварки, в котором в качестве электрода используется палочка, покрытая флюсом. Электрический ток от источника сварочного тока образует дугу между деталями, соединяющими металлы, и электродом. Он подходит для твердых металлов, таких как железо и сталь.
В процессе не используется защитный газ. При выделении тепла он разрушает флюс, покрывающий электрод, образуя шлак, который защищает сварочную ванну от загрязнения.

Этот метод сварки, пожалуй, самый удобный, так как его оборудование компактно и портативно — его легко носить с собой. Это распространенный метод в строительстве, судостроении и сталелитейной промышленности.
Плазменная дуговая сварка
Плазменная дуговая сварка похожа на сварку TIG тем, что в ней используется вольфрамовый электрод. Однако он использует небольшую дугу и позволяет размещать электрод на корпусе сварочной горелки. Газ под давлением образует горячую плазму, которая сплавляет металлы, образуя сплошные сварные швы.

Этот метод сварки требует малой мощности и работает на высокой скорости. Кроме того, он обеспечивает точные сварные швы, что делает его широко используемым в авиационной и морской промышленности.
Как и сварка TIG, плазменная дуговая сварка не требует присадочных материалов. Кроме того, он позволяет получать высококачественные сварные швы с меньшей потребностью в чистовой обработке.
Электронно-лучевая и лазерная сварка <сильный>
Как следует из названия, лазерная и электронно-лучевая сварка использует лазеры и электронные лучи в качестве источника тепла для сплавления и соединения металлических частей. В отличие от большинства других методов, этот метод сварки требует сложной машины или автоматизированных роботов.
Это высокоточная технология сварки, что делает ее пригодной для операций со сложными деталями. Лазерные лучи могут фокусироваться на мельчайших веществах для сверхточной сварки.
Кроме того, он подходит для сварки твердых металлов, таких как углеродистая сталь, титан, нержавеющая сталь и алюминий. Этот метод также подходит для термопластов. Этот метод позволяет получать продукты с большой эстетической привлекательностью, сокращая потребности в постобработке.
Газовая сварка

Газовая сварка является одним из традиционных видов сварки теплом. Он включает в себя использование тепла, выделяемого при сжигании топлива (бензина), кислорода или оксиацетилена, для соединения кусков металлов вместе. При сжигании этих видов топлива образуется очень горячее пламя, которое расплавляет металлические поверхности во время соединения.
Этот метод остается одним из наиболее часто используемых методов сварки в промышленности. Имеет широкую сферу применения, подходит как для черных, так и для цветных металлов. Также он эффективен и эффективен при сварке труб и труб, ремонте систем вентиляции и кондиционирования и т.д.
В отличие от многих других методов сварки, он не требует электричества. Кроме того, он портативный, очень экономичный и не требует услуг специалистов.
Вы не уверены, будете ли вы соединять детали из листового металла с помощью сварки или клепки? Если это так, у нас есть руководство по выбору между сваркой и клепкой.
Учитывайте поверхность при выборе Сварка листового металла Методы
Ниже приведены поверхности, с которыми вы можете столкнуться при сварке металлических листов, и лучшие методы их работы.
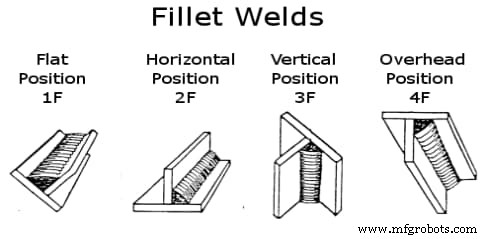
Плоская поверхность
Сварка плоской поверхности называется плоской сваркой. Сварщик приближается к этой поверхности с верхней стороны соединения, позволяя гравитации способствовать потоку расплава.
Чтобы получить хороший сварной шов на плоской поверхности, сварщику необходимо расположить наконечник под углом 45 градусов к поверхности металла, осторожно направляя пламя в сторону точки соединения.
Методы сварки MIG и TIG лучше всего подходят для плоских поверхностей. Подача проволоки и потоки газа отлично работают в плоской установке.
Горизонтальная поверхность <сильный>
В горизонтальной конфигурации металлические листы кажутся сварщику горизонтальными. Однако он может существовать в двух формах.
- Угловой сварной шов:сварка происходит на верхнем конце горизонтальной поверхности против вертикальной поверхности. Зона стыка представляет собой соединение двух металлических частей, расположенных перпендикулярно друг другу в форме буквы L.
- Сварной шов с разделкой кромок:поверхность сварки лежит в вертикальной плоскости. Обе соединяемые металлические детали находятся в одной плоскости.
Сварка электродом лучше всего подходит для работы на горизонтальной поверхности, где сложно добиться идеального баланса между сваркой TIG и MIG.
Вертикальная поверхность <сильный>
Вертикальное положение сварочного вала - это в основном вертикальная поверхность, обращенная к сварщику. Расплавленный металл имеет тенденцию течь вниз и скапливаться при сварке. Следовательно, сварщику необходимо контролировать поток металла. Для этого направьте сварочный пистолет под углом 45 градусов к листу и удерживайте электрод между пламенем и сварочной ванной.
Лучшим методом для вертикальных поверхностей является сварка стержнем. Часто сварщики просто пытаются отрегулировать ось сварного шва так, чтобы она выглядела плоской или горизонтальной для большего удобства.
Поверхность над головой
Сварка материалов на потолочных поверхностях является наиболее сложной задачей. Как следует из названия, он предполагает сварку заготовки, расположенной над вашей головой. Расплавленный металл имеет тенденцию капать, когда вы пытаетесь сварить.
Чтобы упростить потолочную сварку, сведите к минимуму сварочную ванну. Кроме того, убедитесь, что используется достаточное количество присадочного материала, чтобы получился хороший сварной шов.
Сварка стержнем является наиболее подходящим методом для этой конфигурации. Сварка потолочных поверхностей относительно редко встречается на предприятиях по производству листового металла по индивидуальному заказу.
8 Советов по сварке листового металла
При сварке металлических листов цель состоит в том, чтобы свариваемые детали сохраняли достаточные механические свойства для применения. Ниже приведены советы, которые следует учитывать при выполнении сварочных работ.
1. Выберите присадочные металлы
Очень важно использовать подходящий присадочный металл, который соответствует механическим характеристикам вашего производства. Наполнитель должен быть тоньше листового металла. Например, при сварке тонкого металла толщиной 1 мм оптимальным выбором будет припой 0,6 мм.
Чем тоньше проволока, тем меньше тепла требуется для ее плавления. Таким образом, меньше рисков чрезмерного накопления тепла и больше шансов получить наилучшие результаты сварки.
Кроме того, правильный выбор присадочного металла снизит риск появления ржавчины, растрескивания и других возможных дефектов.
2. Используйте технику сварки с пропуском
Техника скиповой сварки включает в себя серию стежков или коротких сварных швов в критических точках, чтобы удерживать тонкий листовой металл на месте. Дав ему остыть в течение нескольких минут, сварщик может продолжить сварку ранее пропущенных мест.
Пропускная сварка помогает избежать деформации и коробления металла, часто вызванных неравномерным распределением тепла.
Также при сварке избегайте перекосов сварочной горелки; это также может привести к чрезмерному нагреву. Вместо этого быстро перемещайте факел по прямой.
3. Используйте технику прихватки
Сварка прихватками — еще один отличный метод снижения риска перегрева и прожога.
Прихватки — это мелкие и временные сварные швы, используемые для скрепления металлических деталей до окончательной сварки. Чтобы не прожечь отверстия, держите куски металла близко друг к другу встык с расстоянием между ними 1 мм. Затем создайте небольшие прихваточные швы, пока соединение не будет полностью закрыто.
4. Используйте провод малого диаметра
При сварке сплошным проволочным электродом, как и при сварке MIG, убедитесь, что используется проволока наименьшего доступного диаметра. Маленькие проволоки дают сварщику лучший контроль и больше шансов исправить ошибку, поскольку они производят меньше отложений.
Кроме того, чем тоньше проволока, тем меньше тепла требуется для плавления. Следовательно, меньше проблем с чрезмерным нагревом.
Как правило, при работе с тонким листовым металлом рекомендуется 0,023 или 0,024 дюйма. Тем не менее, 0,030-дюймовая проволока может быть идеальной для сварки 18 гаражных или более толстых металлов.
5. Используйте маленький электрод
Убедитесь, что вы используете стержень, толщина которого меньше толщины вашего металла. Используйте электроды меньше ⅛ дюйма. Меньший электрод будет превосходно работать при более низком нагреве и токе, тем самым уменьшая прогорание и позволяя вам отшлифовать электрод до небольшой площади, чтобы получить плотную дугу.
6. Зажать опорную планку
Прижатие опорного стержня к обрабатываемому металлу обеспечивает более быстрое рассеивание тепла, чем просто ожидание остывания. Опорный стержень отводит тепло от металла, тем самым снижая риск коробления или прожога.
Металлические стержни обычно изготавливаются из меди или алюминия, поскольку они лучше всего рассеивают тепло благодаря своей высокой теплопроводности. Убедитесь, что опорный стержень плотно прижат к заготовке для адекватной теплопередачи.
7. Используйте защитный газ с высоким содержанием аргона
При сварке используйте защитный газ с высоким процентным содержанием аргона. Примером этого является типичное сочетание аргона и углекислого газа в соотношении 75 к 25 соответственно.
Предпочтителен защитный газ с высоким содержанием аргона, поскольку аргон выделяет меньше тепла. При сварке алюминия методом TIG или MIG в качестве защитного газа может потребоваться чистый аргон.
8. Подгонка и проектирование швов
Сварка тонколистового металла может быть сложной задачей. Это требует плотной и прочной подгонки, так как права на ошибку мало. Убедитесь, что зазоры между двумя соединяемыми металлами минимальны, чтобы предотвратить прогорание, так как отверстия могут поглощать тепло.
Как правило, сварщики должны дважды отмерить и один раз отрезать. В некоторых случаях может потребоваться изменить конструкцию соединений, чтобы обеспечить более высокую термостойкость.
Стыковое соединение
Стыковое соединение — это два куска металла, расположенные рядом для сварки.
Поверхность обшивки – это область, которая плавится во время сварки. Крайне важно провести подготовку кромок на поверхности для повышения прочности сварного шва. Сварщику может потребоваться согнуть одну из сторон, чтобы они хорошо стыковались друг с другом для получения прочного сварного шва.
Стыковой шов относительно легко подготовить, и он выдерживает нагрузку лучше, чем другие сварные соединения. Вот почему это наиболее распространенный сварочный шов при изготовлении конструкций. Однако существуют и другие типы сварных соединений.
Соединение внахлестку <сильный>
Соединения внахлест являются типичной модификацией стыковых соединений. Они идеально подходят для сварки листового металла различной толщины.
В соединении внахлест два куска металла соединяются внахлест — один размещается поверх другого. Основным недостатком соединения внахлестку является то, что соединение двух металлов подвержено ржавчине.
Т-образное соединение <сильный>
Как следует из названия, Т-образное соединение происходит там, где два куска металла пересекаются перпендикулярно, образуя прямой угол в форме буквы «Т». Они считаются разновидностью углового сварного шва.
При использовании этого соединения необходимо обеспечить достаточное проникновение в кровлю сварного шва. Вам также может понадобиться добавить пробку, чтобы уменьшить ограничения соединения, часто возникающие в точке соединения. Т-образное соединение обычно используется в конструкциях с системами трубопроводов и трубок.
Угловое соединение <сильный>
Угловые соединения чем-то похожи на Т-образное соединение тем, что оба они образуют перпендикулярный угол. Однако соединяющиеся металлы имеют разную ориентацию. В угловых соединениях металлы встречаются в углу, образуя единый прямой угол в форме буквы «L». Угловые соединения — стандартные детали изготовления, особенно рамы и коробки.
Реберное соединение <сильный>
В краевых соединениях листы укладываются рядом и свариваются на одной кромке. Это происходит в заготовке с отбортовкой кромок. Сварщику может потребоваться согнуть край одной металлической детали под нужным углом, чтобы они могли хорошо входить в другую, чтобы получить прочный сварной шов.
RapidDirect:ваш собственный Сварка листового металла Партнер <сильный>
Вам нужны первоклассные сварочные работы для изготовления листового металла по индивидуальному заказу? ? Или вы не знаете, как сварить листовой металл для ваших производственных нужд? RapidDirect – это именно то, что вам нужно. Мы предлагаем одни из лучших услуг в различных отраслях, от сварки до лазерной резки и других связанных технологий.
RapidDirect предоставляет выдающиеся и профессиональные услуги по обработке листового металла. Мы просто требуем, чтобы вы загрузили свои файлы дизайна. Вы получаете бесплатный аналитический отчет DfM о производстве ваших деталей из листового металла. Что еще? Мы гарантируем высокое качество по конкурентоспособным ценам и быстрое выполнение заказов.
Часто задаваемые вопросы <сильный>
Какая сварка подходит для тонких металлов?Сварка TIG наиболее подходит для сварки тонких листов металла. Процесс сварки TIG отличается высокой точностью и не отклоняется от того, на чем следует сосредоточить сварку. Следовательно, сварные детали получаются гладкими и деликатными.
Можно ли использовать переменный или постоянный ток для сварки алюминия методом MIG?Для алюминия подходит как сварка MIG на переменном, так и на постоянном токе. Однако сварка постоянным током, которая является типичной формой сварки MIG, выполняется намного быстрее, поскольку для нее не требуются аппараты с характеристиками переменного и постоянного тока.
Какой самый тонкий листовой металл можно сваривать?Для сварки очень тонких металлов требуются специалисты, которые могут оптимально контролировать тепло, подаваемое на металл. При хорошем контроле температуры можно сваривать листовой металл толщиной от 0,8 мм с помощью сварки MIG. Кроме того, TIG позволяет выполнять сварку толщиной от 0,6 мм и даже меньше.
Промышленные технологии
- Советы и рекомендации по сварке инконеля
- 5 советов по проектированию листового металла
- Краткий обзор:Советы по экономии средств для вашего следующего сварочного проекта
- Проектирование листового металла:советы и рекомендации
- 20 основных сварочных инструментов и оборудования для начинающих
- Петли для корпусов из листового металла
- Использование перфорированного листового металла для вентиляции
- Петли для ваших корпусов из листового металла
- Различные способы отделки металлических поверхностей
- Советы по проектированию гибки листового металла