


Краткий обзор технологии точного литья, плавки и литейной дегазации
Воздухопроницаемость является важным показателем эффективности оболочек литейных форм для точного литья. Воздухопроницаемость оболочки литейной формы оказывает большое влияние на точность отливок. Например, часто обнаруживается, что недостаточная заливка отливок (в том числе неполная форма и закругление углов) может быть вызвана плохой воздухопроницаемостью оболочки формы. Кроме того, воздухопроницаемость оболочки формы также является важным фактором, влияющим на качество ее депарафинизации.
Источник газа
Газы, которые могут растворяться в металлах, в основном водород и кислород. В процессе плавки основными источниками газа являются:
- Печный газ:при безвакуумной плавке печной газ является основным источником газа в металле. Помимо кислорода и азота, топочный газ также содержит водяной пар, водород, окись углерода, двуокись углерода, двуокись серы и углеводороды. Состав печного газа зависит от используемого топлива и условий горения; Например, отражательная печь или тигельная печь, работающая на мазуте или газе, часто содержит 5–10 % водяного пара и больше водорода, угарного газа и т. д.
- Загрузка печи:большая часть электролитических металлических поверхностей остается остаточным электролитом, а большая часть материалов, возвращаемых из перерабатывающего цеха, содержит масло, воду, эмульсию и т. д. Большинство посторонних отходов связаны с коррозией воды, ржавчиной и т. д. при откладке под открытым небом и во влажные сезоны влага адсорбируется на поверхности шихты. Это заставит металл поглощать больше водорода в процессе плавки.
- Огнеупор:влага, содержащаяся в огнеупоре, также может способствовать вдыханию металла, особенно когда начинает работать новая печь.
- Флюс:многие флюсы содержат влагу, некоторые из них (например, древесный уголь, рисовые отруби и т. д.) содержат адсорбированную влагу, а некоторые флюсы (например, бура) содержат кристаллическую воду. Чтобы уменьшить источник газа в процессе плавки, флюс должен быть высушен или обезвожен.
- Рабочие инструменты:неполный предварительный нагрев рабочих инструментов также увеличивает содержание газа в металле.
Процесс растворения и растворимость газа
Растворимость газа в металле:когда металл твердый, растворимость газа очень мала. С повышением температуры растворимость увеличивается медленно, а при достижении температуры плавления растворимость возрастает резко. Продолжайте повышать температуру расплавленного металла, растворимость газа продолжает увеличиваться, пока не достигнет предела. Затем она начинает падать, и когда температура достигает точки кипения металла, растворимость газа практически равна нулю.
Cu+Ni> Cu+Pb> Cu+Ag> Cu+Au> Cu+Sn> Cu+Al
Различные элементы сплава по-разному влияют на растворимость газа в сплаве. Некоторые элементы, такие как никель, обладают большей способностью связываться с газом, что увеличивает растворимость газа в сплаве. Другие элементы, такие как алюминий и олово, могут снижать растворимость газа в сплаве. Для медного сплава влияние элементов сплава на растворимость в водороде выглядит следующим образом:Cu+Ni> Cu+Pb> Cu+Ag> Cu+Au> Cu+Sn> Cu+Al
Методы дегазации
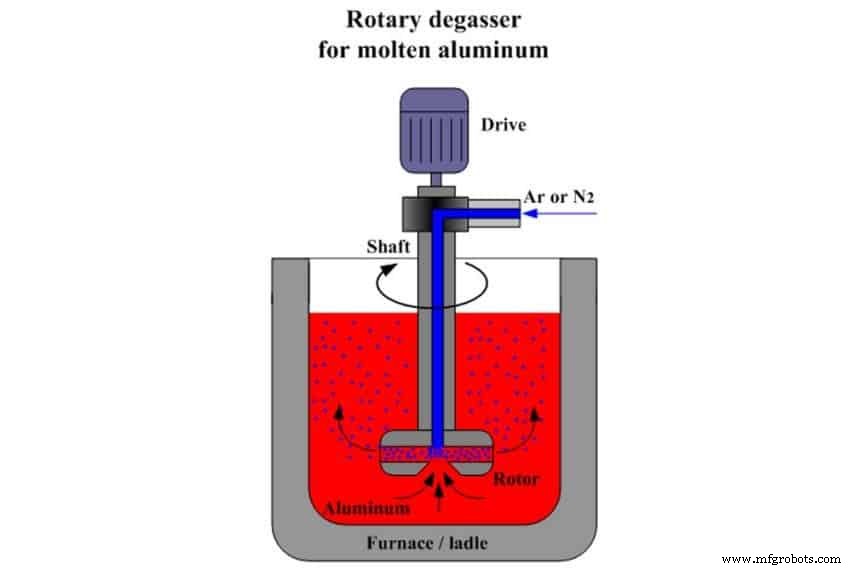
Метод газовой дегазации:используйте инертный газ (например, N2) или активный газ (например, Cl2). Чем меньше пузырьки, тем больше их количество и тем лучше для дегазации. Однако из-за высокой скорости всплытия пузырьков время прохождения через расплав мало, и пузырьки не могут быть равномерно распределены по всему расплаву, поэтому полностью дегазировать этим методом непросто. С уменьшением содержания водорода в расплаве эффективность дегазации значительно снижается.
Метод дегазации флюса:дегазация флюса - это использование термического разложения расплавленной соли или реакции замещения с металлом для образования летучих пузырьков, нерастворимых в расплаве, для удаления водорода. Например, криолитовый флюс обычно используется для дегазации алюминиевой бронзы; для дегазации мельхиоровых и никелевых сплавов обычно используют флюорит, буру, карбонат кальция и др. флюсы. Чтобы улучшить дегазацию, можно использовать сухой азот для вдувания порошкообразного флюса в расплавленную ванну, флюс может удалять шлак во время дегазации.

Другие методы дегазации:конденсационная дегазация, колебательная дегазация, электролитическая дегазация постоянным током.
Промышленные технологии
- Плюсы и минусы литья по выплавляемым моделям
- Сводка R, L и C
- Формовочный песок:типы и состав | Кастинг | Металлургия
- Формы для песка:определение и классификация | Кастинг | Металлургия
- Что такое сварка MIG и как сваривать MIG?
- Что такое газовая сварка? - Детали, процесс и применение
- Определение металлического литья, типы и процессы
- Руководство по точному литью
- Изделия литья и обработки внутри (часть 3)
- Возможности и процессы литья смолы в песчаные формы