


Что такое дефекты литья под давлением и как их предотвратить:10 дефектов пластиковых деталей
Дефектов трудно избежать, но их легко контролировать. Пластик заменяет металл почти во всех отраслях промышленности. Таким образом, спрос на пластиковое литье набирает обороты. К сожалению, как и металлические детали, пластиковые детали также могут иметь некоторые дефекты.
Это может быть связано с производственным процессом, материалами, обработкой материалов или чем-то еще. Итак, в этой статье мы рассмотрим различные дефекты литья под давлением. , причины этих дефектов и способы их устранения.
Дефекты пластиковых деталей обнаруживаются почти при каждом типе процесса литья. Но литье под давлением возглавляет список, поскольку мы знаем, что литье под давлением является наиболее широко используемым процессом литья пластмасс.
Во многих случаях этих дефектов можно легко избежать или, по крайней мере, их можно контролировать с помощью лучшей конструкции детали, лучшей конструкции пресс-формы, различных материалов и других шагов, которые мы обсудим в этой статье.
Фактор, влияющий на дефекты литья под давлением
Ниже приведены ключевые факторы, влияющие на дефекты литья под давлением, которые можно легко контролировать.
Выбор материала пресс-формы
Выбор правильного материала очень важен. Например, АБС лучше формуется, чем ПК. Некоторые материалы имеют лучшую усадку, чем другие. Поэтому выбирайте материал, который создает меньше дефектов при литье под давлением
Руководство по проектированию пластиковых деталей
Мы всегда должны проектировать деталь, используя передовой опыт проектирования пластиковых деталей. Например, одинаковая толщина стенки, отсутствие поднутрений, правильная толщина ребра, правильная высота и толщина бобышки и т. д. Таким образом, существует множество рекомендаций, которым мы должны следовать, чтобы в детали было меньше дефектов
Дизайн пресс-форм
Выбор наилучшего типа пресс-формы остается одним из наиболее важных факторов дефектов литья под давлением. Например, горячеканальная пресс-форма создает меньше дефектов, чем холодноканальная пресс-форма. Расположение затвора, размер сопла, линия потока, давление впрыска и т. д. играют большую роль в уменьшении количества дефектов пластиковых деталей.
1. Утяжка
Утяжка возникает из-за неравномерной толщины стенки. Более толстая область требует времени для охлаждения по сравнению с более тонкой областью, поэтому материал пытается утонуть и создать отпечатки. Это более или менее похоже на вогнутую воронку, и сжатие будет происходить в направлении более тонкой части. Утяжка более заметна на плоских поверхностях.

Причины
- Неправильный дизайн детали. Деталь должна иметь одинаковую толщину. Если нет, то по крайней мере переход изменения толщины должен быть плавным.
- Плохой механизм охлаждения. Неравномерное охлаждение создает утяжку
- Плохой выбор материала. Немногие материалы тонут больше, чем другие. Поэтому нужно выбирать материал с умом.
- Низкое давление впрыска
- Очень высокая температура плавления пластика.
Решение
- Неравномерная толщина стенки
- Настройте время охлаждения
- Отрегулируйте время выдержки и давление.
- Изменить местоположение ворот
2. Линии потока
Линии потока также известны как метки потока, обычно встречающиеся в деталях, отлитых с использованием литья под давлением. Это в основном нетональные волнистые линии или узоры, встречающиеся на поверхностях. Этот дефект связан с неравномерным охлаждением на поверхности при течении материала через форму.

Причины
- Разница в скорости охлаждения.
- Низкое давление впрыска
- Низкая температура формы
- Небольшой размер ворот и проточного канала
Решение
- Увеличить давление и скорость впрыска
- Увеличить диаметр сопла.
- Использовать горячеканальную пресс-форму
3. Линия сварки
Этот дефект возникает, когда две или более линии потока встречаются вместе, но не соединяются в процессе формования и создают некоторые сходящиеся линии формы, называемые линиями сварки. Это происходит в отверстиях и вокруг них и создает локальную слабую зону.

Причины
- Неравномерная толщина стенки
- Отверстия, выступы, ребра не соответствуют передовым методам проектирования пластиковых деталей.
- Слишком высокая температура расплавленного материала.
Решение
- Отрегулируйте положение вентиляционного отверстия ворот.
- Сохраняйте одинаковую толщину стенки.
- Спроектируйте бобышку, отверстия и ребра в соответствии с передовой практикой проектирования.
- Увеличить текучесть расплавленного материала.
4. Следы ожогов
Следы ожогов очень распространены при литье под давлением. Обычно он появляется в конце пути потока или там, где задерживается воздух. Следы ожогов обычно черного, коричневого или цвета ржавчины. Иногда следы ожогов представляют собой просто обесцвечивание, поэтому деталь можно использовать, если она не видна обычным потребителям. Но иногда следы пригара вызывают некоторую структурную нестабильность, в этом случае деталь бракуется.

Причины
- Слишком высокое давление формования.
- Недостаточно вентиляционных отверстий для удаления воздуха.
- Задержка удаления захваченного воздуха.
- Неправильный дизайн бегунка
Решение
- Добавьте достаточное количество вентиляционных отверстий.
- Уменьшить температуру расплавленного материала.
- Уменьшить скорость впрыска
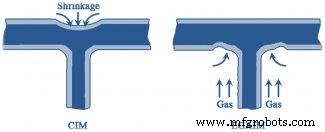
5. Усадка
Усадка происходит, когда одна область пластиковых деталей остывает быстрее, чем другая. Из-за этого в детали происходит усадка, которая является своего рода деформацией фактической формы. Так что, если задуманная форма представляет собой плоскую поверхность, после усадки она не будет плоской. На поверхности будет волнистость. То же самое происходит с лесами, которые усыхают в зимние месяцы.
Причины
- Неравномерная толщина стенки
- Неравномерное охлаждение
- При эффективном течении пресс-формы
- Высокая температура
Решение
- Создайте деталь с одинаковой толщиной стенок.
- Убедитесь, что процесс охлаждения плавный и постепенный.
- Переключиться на другой материал, который дает меньшую усадку.
6. Пустоты
Пустоты в пластиковой части из-за воздуха, попавшего внутрь. Это происходит, когда нет достаточного вентиляционного механизма и воздух не может выйти. Из-за того, что внутри находится воздух, расплавленный материал не может занять пространство, и деталь частично заполнена. Пустота влияет на стабильность конструкции детали, если размер пустоты слишком велик.

Причины
- В эффективном вентиляционном механизме
- Низкое давление формования
Решение
- Увеличить давление впрыска
- Выберите пластик с меньшей вязкостью.
- Выберите расположение литника ближе к более толстой части детали.
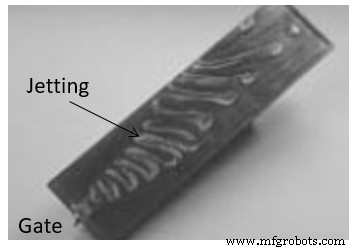
7. Струя
Впрыскивание происходит, когда начальная порция расплавленного материала охлаждается до того, как вся полость будет заполнена. Когда размер литника мал, а давление впрыска высокое, расплавленный материал часто быстро выбрасывается через литник и охлаждается еще до того, как форма будет полностью заполнена. Идеальным условием является постепенное заполнение формы.
Причины
- Небольшой размер ворот
- Высокое давление впрыска
- Неэффективный механизм охлаждения.
Решение
- Уменьшите давление впрыска
- Увеличить температуру материала или формы.
- Спроектируйте расположение вентиля таким образом, чтобы он мог заполнить полость однородным охлаждением.
8. Короткий снимок
Короткий выстрел является основным дефектом деталей, изготовленных методом литья под давлением. Эта проблема возникает, если форма полностью не заполнена расплавленным материалом. Из-за этой проблемы в части пластика вообще не будет материала, другими словами, деталь будет неполной.
Основной причиной короткого выстрела является ограничение потока из-за заблокированных ворот или узких ворот. Если материал слишком вязкий, также может произойти короткий выстрел. Если воздух задерживается внутри, материал не может заполнить эту область и привести к короткому выстрелу.

Причина
- Низкое давление впрыска
- Материал слишком вязкий
- Узкие ворота
- Недостаточно вентиляционных отверстий.
Решение
- Увеличить давление впрыска
- Изменение дизайна ворот.
- Обеспечьте достаточное вентиляционное отверстие для выхода воздуха.
9. Вспышка
Заусенец — это дополнительный материал, выступающий вокруг поверхности разъема (там, где сердцевина встречается с полостью). Он выглядит как тонкая кромка на краю компонента. Проблема с вспышкой возникает из-за того, что материал течет в пространство за пределами канала потока. Облояние происходит в основном в изношенных формах. Вспышка не считается серьезной проблемой, если только она не является частью внешнего вида. Flash можно легко обрезать при постобработке.

Причина
- Плохая форма.
- Изношенная форма
- Избыточное давление впрыска
- Низкое усилие зажима
Решение
- Изменение формы.
- Увеличить усилие зажима.
- Отрегулируйте температуру пресс-формы и давление впрыска
10. Обесцвечивание
Обесцвечивание происходит, когда цвет детали не соответствует назначению. Иногда обесцвечивается вся часть или определенная локальная область. Это происходит по многим причинам, но в основном из-за остатков гранул в бункере или остатков смолы в форсунке или форме от предыдущего производственного цикла. Обесцвечивание не влияет на прочность конструкции, но нежелательно для внешнего вида детали.
Причина
- Остатки материала не очищаются в бункере
- Плохая термическая стабильность пластика.
Решение
- Очищайте сопло и бункер после каждого производственного цикла.
- Используйте краситель с хорошей термостойкостью.
Вывод:дефекты литья под давлением
Это все, что у меня есть в этой статье. Надеюсь, вы получили представление о различных дефектах пластиковых деталей. Хотя обнаружено много дефектов, но эти десять дефектов, упомянутых здесь, встречаются в большинстве частей.
Если у вас остались какие-либо вопросы или пожелания, напишите в разделе комментариев, и я буду рад помочь.
Вам также может быть интересно прочитать:Таблица размеров листового металла
Промышленные технологии
- Как выполняется литье под давлением
- Что такое трансферное формование и как оно работает?
- Литье пластмасс под давлением против обработки пластмасс:как выбрать
- Что такое Makerspaces и как они приносят пользу производителям?
- Четыре типа кибератак и как их предотвратить
- Что такое сварочная пористость и как ее предотвратить?
- Эффективные и экономичные услуги по литью пластмасс под давлением
- Основные причины сбоев машины и способы их предотвращения
- Промышленные муфты:что это такое и как их использовать?
- Что такое блоки 1-2-3 и как они используются?