


Оптимальные настройки поддержки PrusaSlicer для надежной 3D-печати
В PrusaSlicer правильные настройки поддержки необходимы для успешной печати, особенно если модель содержит выступы или воздушные конструкции. Правильно настроенные опоры обеспечивают устойчивость детали во время печати, сокращают отходы нити и делают постобработку безболезненной.
Напротив, плохо созданные опоры может быть трудно удалить, оставляя вмятины или даже вызывая трещины в хрупких моделях.
Ниже приведено подробное руководство, основанное на реальном опыте и передовых практиках экспертов, которое поможет вам настроить PrusaSlicer для оптимальной поддержки.
Поскольку идеальные настройки зависят от вашего принтера, материала и геометрии модели, приведенные ниже рекомендации служат отправной точкой, которую вам, возможно, придется настроить для вашей конкретной настройки.
Вот основные варианты поддержки PrusaSlicer, которые вам стоит рассмотреть:
- Создать вспомогательные материалы
- Порог свеса
- Стиль
- Слои плота
- Расстояние Z контакта с плотом
- Расстояние Z контакта между верхним и нижним контактом
- Шаблон
- Интервал между образцами
- Уровни интерфейса
- Шаблон интерфейса
- Интервал между шаблонами интерфейса
- Разделение XY между объектом и опорой
- Максимальный угол ответвления
- Диаметр ветки
- Расстояние до филиала
Создать вспомогательный материал
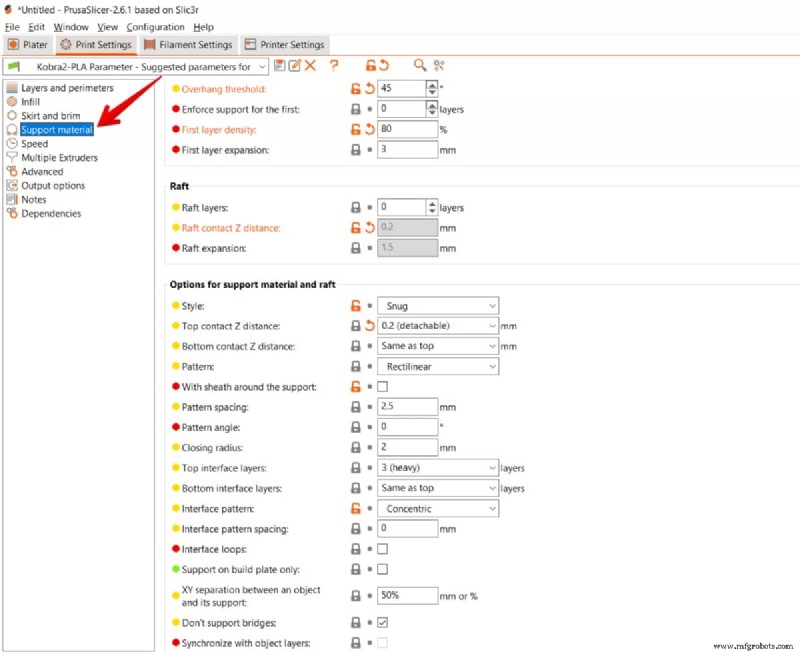
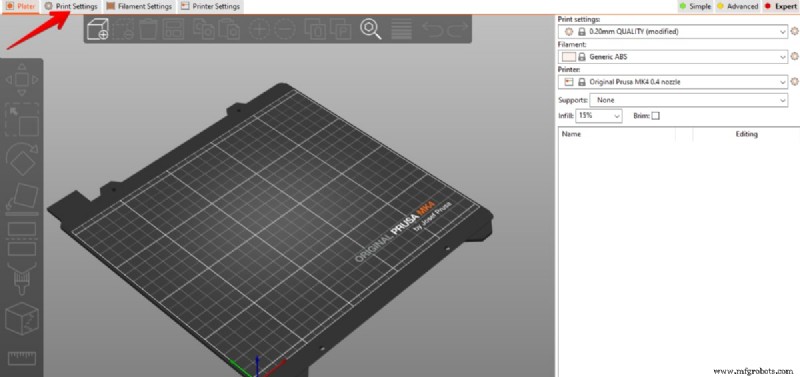
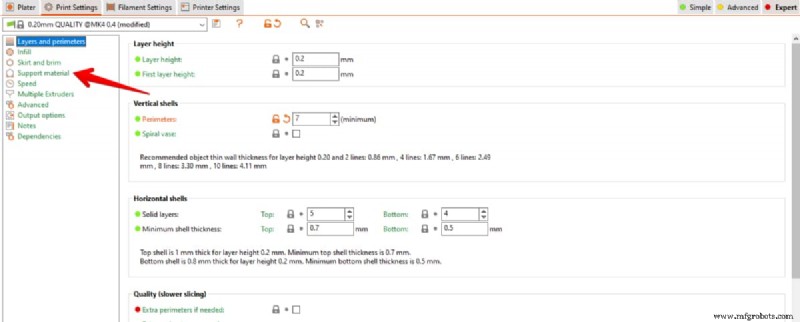
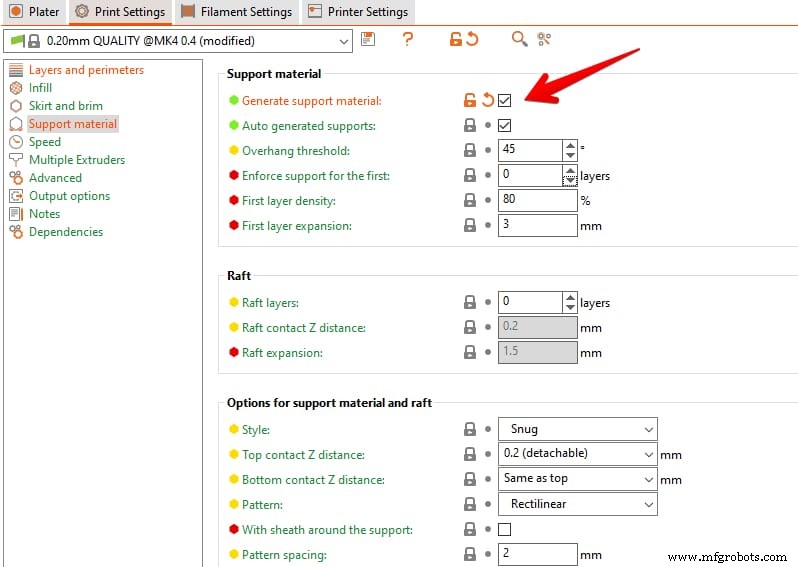
Чтобы включить поддержку, откройте Настройки печати. панель из верхнего меню и перейдите к Вспомогательным материалам. раздел. Создание вспомогательного материала флажок по умолчанию отключен; отметьте его, если ваша модель содержит выступы, которые в противном случае рухнут.
После включения вы сможете точно настроить остальные параметры поддержки. Помните, что каждая опора расходует нить и увеличивает общее время печати.
Уменьшить количество опор можно путем изменения ориентации или разделения модели, чтобы минимизировать выступы перед разрезанием.
Вы можете выбрать полностью автоматическое создание поддержки или применить поддержку вручную, в зависимости от вашего рабочего процесса.
Автоматически созданные поддержки
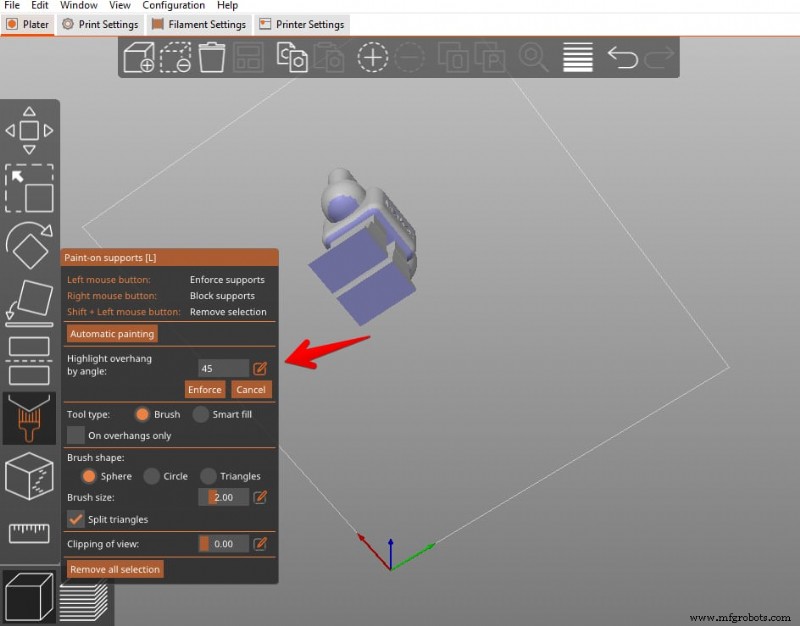
Когда автоматически сгенерированные поддержки установлен флажок, PrusaSlicer автоматически размещает опоры везде, где превышен порог вылета. Порог по умолчанию составляет 45°, но вы можете настроить его, чтобы контролировать плотность опор.

Автоматические опоры идеально подходят для новичков или когда вы не уверены в оптимальном размещении. Их можно настроить для создания опор везде. (от рабочей пластины и любой выступающей части) или Только на рабочей пластине (что может уменьшить контакт с деликатными деталями, но может оставить неподдерживаемые выступы).
Ручная поддержка
Ручные опоры дают вам полный контроль над тем, где появляется вспомогательный материал. Это поможет сэкономить нить и время печати, если вы уверены в правильном размещении.
PrusaSlicer предлагает два ручных режима:
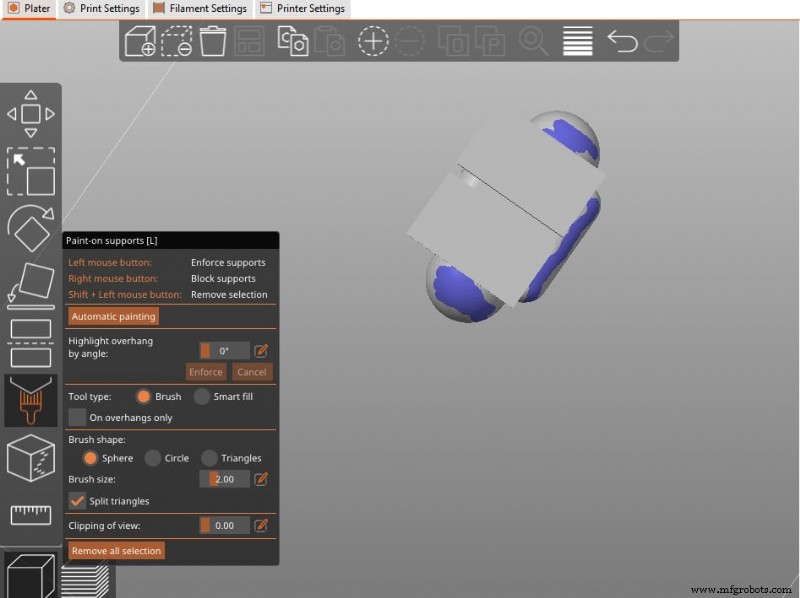
- Рисование на опорах – Выделите области, которые нуждаются в поддержке.
- Поддержка силовиков и блокировщиков – Добавляйте или удаляйте точки поддержки для каждой модели.
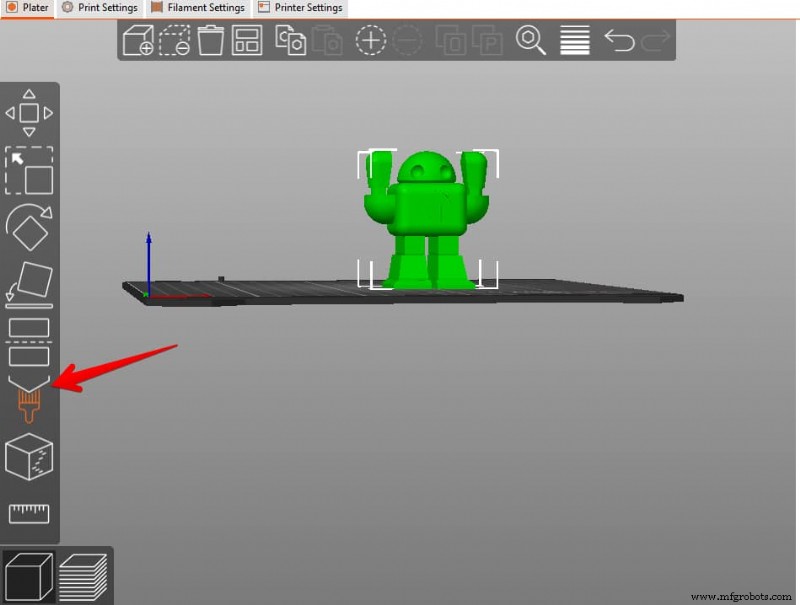
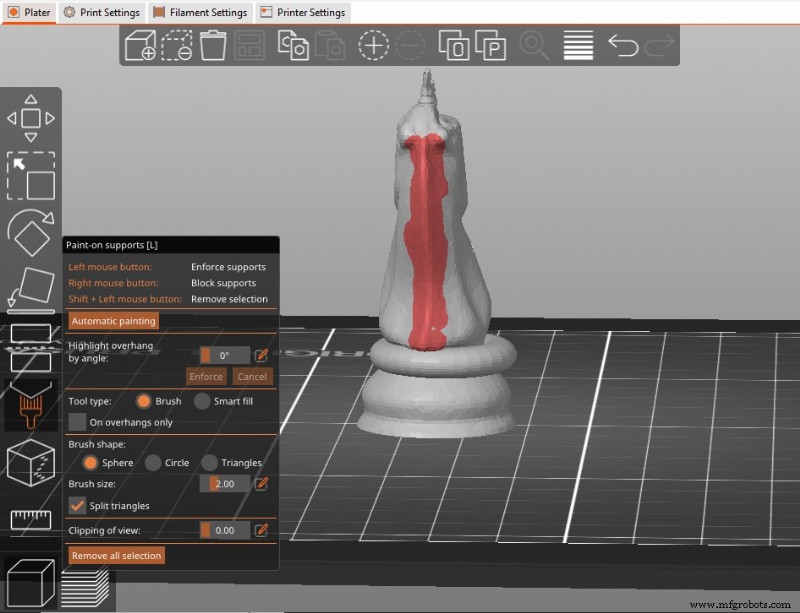
Рисование на опорах
С помощью значка кисти на левой панели закрасьте нужные области. После рисования переключите режим поддержки на Только для сотрудников службы поддержки и разрежьте, чтобы увидеть результаты.
Посмотрите это видео от ModBot для визуального прохождения.
Поддержка силовиков и блокировщиков
Щелкните правой кнопкой мыши на поверхности модели, чтобы разместить блокировщики (чтобы предотвратить поддержку там, где детализация имеет решающее значение) или усилители (чтобы обеспечить поддержку в определенной точке).
После добавления блокатора он становится красным. Разрежьте еще раз, чтобы подтвердить обновленный макет поддержки.
Службы поддержки полезны, когда требуется лишь несколько изолированных служб поддержки. Они также могут разбивать длинные мосты на более короткие и надежные сегменты.
Порог свеса
Порог нависания определяет минимальный угол (от горизонтальной плоскости), при котором срез решит, что объекту требуется поддержка. По умолчанию в PrusaSlicer установлен угол 45°, который можно регулировать в диапазоне от 0° до 90°.

Понижение порога уменьшает количество поддержки, но может привести к риску сбоя в виде навеса; его повышение увеличивает плотность поддержки и расход нити.
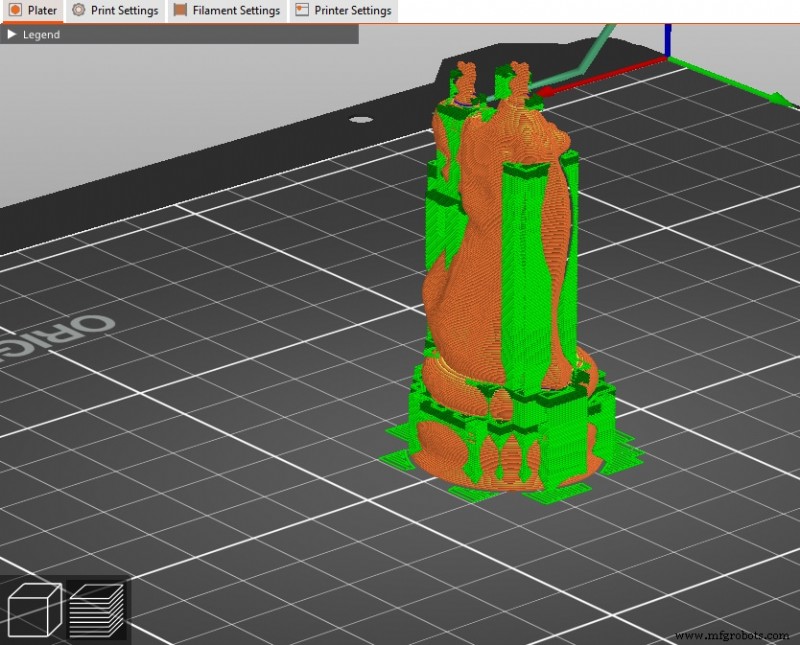
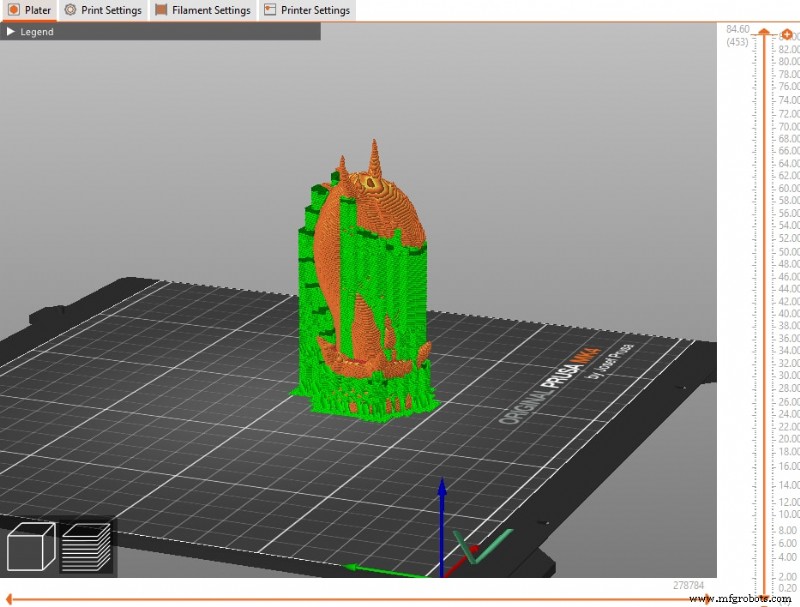
Цветная синяя заливка в предварительном просмотре обозначает области, требующие поддержки.
Стиль
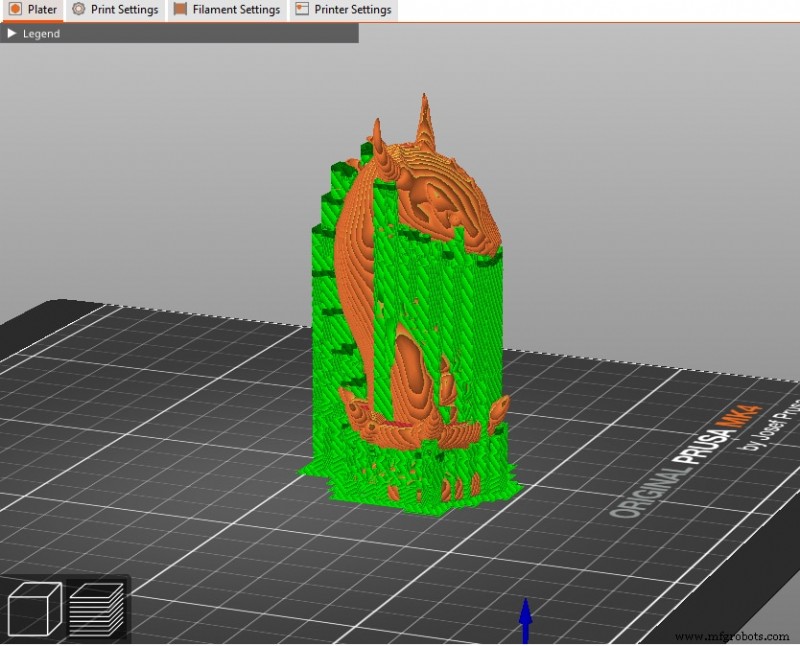
PrusaSlicer предлагает три стиля поддержки, каждый из которых обеспечивает баланс скорости печати, использования нити и простоты постобработки.
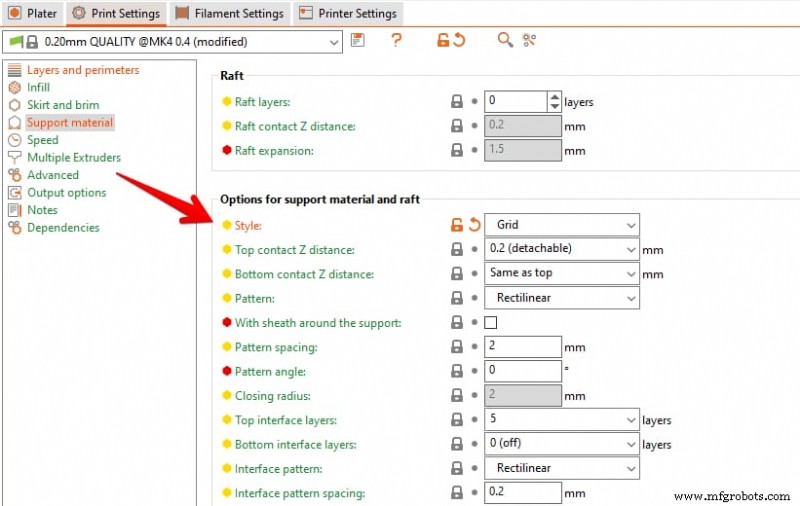
- Сетка – По умолчанию. Прочный, легко снимается, но может выходить за пределы периметра модели.
- Уютно – Минимизирует контакт с моделью, экономя нить, но может привести к образованию рубцов на поверхности, и ее будет труднее удалить.
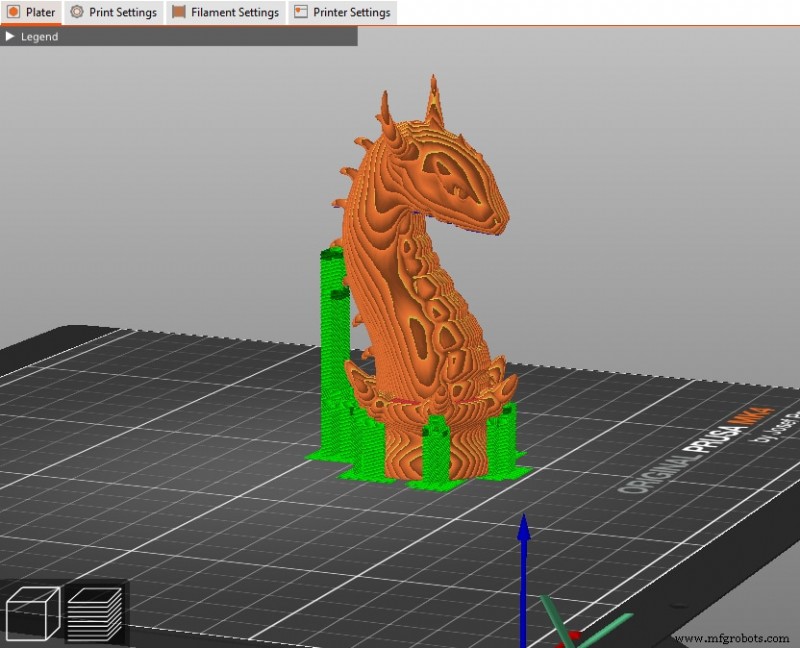
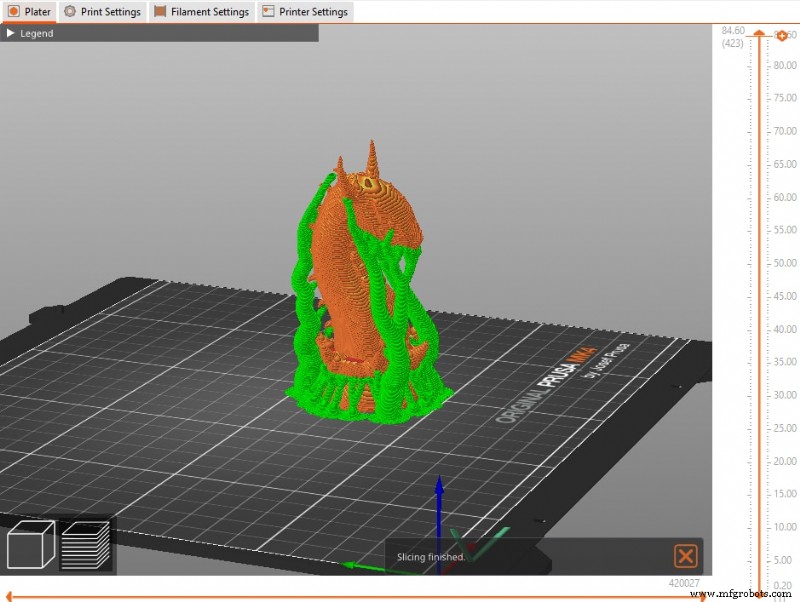
- Органический - Новейший стиль. Ветви растут только там, где это необходимо, в результате чего создаются легкие, легко снимаемые опоры, которые редко касаются некритических поверхностей.
Для сложной или деликатной геометрии зачастую лучшим выбором является Organic. Если у вас возникли проблемы со сцеплением, увеличьте значение Расширение первого слоя. значение для расширения базовой области контакта.
Слои плота
Добавление слоев основы может улучшить адгезию основания и качество поверхности моделей с плохой адгезией или тонким основанием. Обычно достаточно 1–3 слоев; значение по умолчанию — ноль.

Расстояние контакта Z с плотом
Этот вертикальный зазор между плотом и моделью обычно минимален. Зазор в 1 мм хорошо подходит для большинства растворимых интерфейсов, обеспечивая баланс между легкостью разделения и адгезии.

Расстояние Z до верхнего и нижнего контакта
Расстояние контакта между опорным интерфейсом и верхней/нижней поверхностями модели определяет, насколько надежно держится опора и при этом позволяет ее легко снять.

Prusa рекомендует устанавливать значение 50–75 % от высоты слоя. Пользователи часто удваивают высоту слоя, чтобы интерфейс был понятным и съемным.
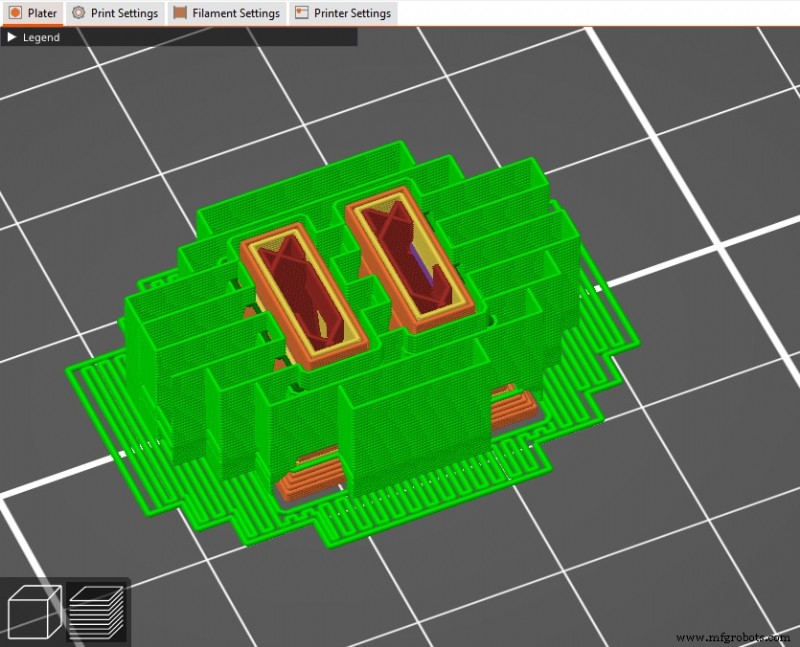
Шаблон
Рисунок опорного заполнения влияет как на прочность, так и на простоту удаления. PrusaSlicer предлагает:
- Прямолинейный – Прямые линии; самый легкий и простой в удалении.
- Прямолинейная сетка – Добавляет пересекающиеся линии для большей прочности; сложнее удалить.
- Соты – Шестиугольные ячейки; максимальная жесткость, но при этом ее труднее всего удалить и требуется больше нити.
Интервал между узорами
Интервал определяет, насколько плотно расположены линии поддержки. Значение по умолчанию 2 мм подходит для большинства случаев, но 3–6 мм позволяют сэкономить материал и сократить время печати за счет более слабой поддержки.

Уровни интерфейса
Интерфейсные слои образуют непосредственный контакт с моделью и более плотные, чем остальная часть подложки. Меньшее количество слоев (1–4) обеспечивает прочное соединение, оставаясь при этом съемным.

Шаблон интерфейса
Выберите между Прямолинейным. (для нерастворимых подложек) и Концентрические (для растворимых носителей) в соответствии с вашим материалом.

Интервал между шаблонами интерфейса
Типичное расстояние составляет 0,2 мм. Отрегулируйте только в том случае, если вы заметите трудности со снятием опор.

Разделение XY между объектом и опорой
Ширина зазора между моделью и опорой влияет на площадь контакта и легкость снятия. Выражается в мм или в процентах от ширины внешнего периметра.

Максимальный угол ответвления
Для органических опор это определяет, насколько круто растут ветви относительно модели. Более низкие углы дают вертикальные устойчивые ветви; более высокие углы позволяют ветвям перекрывать большие промежутки, но снижают устойчивость.

Диаметр ветки
Более тонкие ветки легкие, но менее прочные; Диаметр 2 мм — хороший компромисс для большинства отпечатков. Увеличьте диаметр для тяжелых или крупногабаритных моделей.

Расстояние до филиала
Определяет расстояние между ветвями, когда они соприкасаются с моделью. Меньшие расстояния улучшают поддержку, но затрудняют удаление. По опыту пользователя, расстояние по оси Z 0,25 мм и расстояние по XY 75 % хорошо подходят для PLA с соплами диаметром 0,25 мм и 0,4 мм.

Один из участников сообщества рекомендует:
- Расстояние по оси Z:0,2 мм.
- Прямолинейный узор
- Оболочка вокруг опоры:отключена.
- Интервал между рисунками:3 мм.
- Угол узора:0
- Уровни интерфейса:4
- Интервал между рисунками интерфейса:0,24 мм.
- Петли интерфейса:отключены.
- Поддержка только на рабочей пластине:включена
- Разделение XY:75 %.
- Не поддерживать мосты:включено
Эти настройки часто позволяют получить чистые съемные опоры, сохраняя при этом низкий расход нити.

— Майкл Двамена
Майкл Двамена — основатель 3D Printerly, платформы, призванной упростить 3D-печать как для любителей, так и для профессионалов. Имея более 20 принтеров на основе нити и смолы, он накопил обширный практический опыт и является автором более 900 статей, которые знакомят миллионы людей с тонкостями 3D-печати.
3D печать
- Насколько быстр 3D-принтер?
- Как создавать файлы STL для 3D-печати
- Руководство по установке EZR Struder (со множеством изображений)!
- Как исправить подъем углов PETG за 9 простых шагов
- Какую нить Taulman 3D выбрать?
- Что вызывает рябь на первом слое? Давайте решим это!
- Портальные системы в 3D-печати:преимущества, недостатки и ключевые соображения
- Скорость 3D-печати и качество; Лучшие настройки!
- Предстоящие события - декабрь 2015 г.
- Интервью:Доминик Парсонсон из Fuji Xerox Australia