


Базовое обслуживание хотэнда
Горячий конец является одним из наиболее важных компонентов 3D-принтера FFF и наиболее подвержен износу. Очень важно проводить надлежащее техническое обслуживание и периодически проверять его состояние.
Существует несколько типов хот-эндов, как автономных (например, E3D V6), так и встроенных в компактные головки (например, Hemera, LGX FF), но все они имеют ряд общих компонентов.

Изображение 1:Hotend интегрирован в компактную головку LGX. Источник:bondtech.se
В любом хотэнде можно найти следующие компоненты:
- Сопло:это элемент, через который выдавливается расплавленный материал.
- Нагревательный патрон:состоит из сопротивления, функция которого заключается в нагреве нагревательного блока.
- Температурный датчик:может быть разных типов:термистор, термопара, PT100,.... Его функция заключается в измерении температуры нагревательного блока.
- Нагревательный блок:это элемент, отвечающий за передачу температуры на сопло и в горячую зону терморазрыва.
- Тепловой разрыв:это элемент термического разрыва. Его функция заключается в том, чтобы направлять нить к соплу, предотвращая ее преждевременное плавление. Он состоит из горячей и холодной зон, и его тепловые характеристики необходимы для правильного функционирования хотэнда. Есть два разных типа:цельнометаллический и с тефлоновой вставкой. Цельнометаллический терморазрыв может выдерживать высокие температуры, но склонен к тепловой ползучести, когда его тепловые характеристики не оптимальны. Хотэнд с тефлоновой вставкой предотвращает плавление нити внутри терморазрыва и минимизирует трение внутри терморазрыва, однако не рекомендуется для материалов, требующих температуру выше 265°C.
- Радиатор:этот элемент отвечает за охлаждение теплового барьера, разделяя горячую и холодную зоны. Он может быть пассивным или активным.
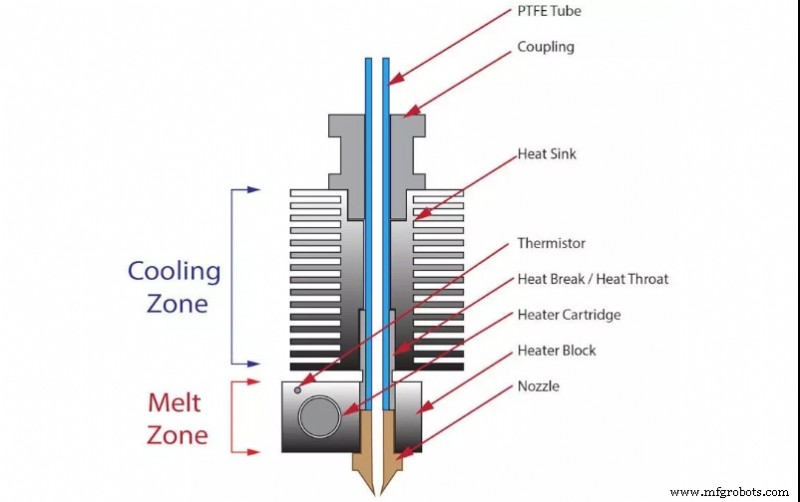
Изображение 2:Части хот-энда. Источник:www.cults3D.com
Для обеспечения корректной работы хотэнда необходимо проверять состояние каждого из элементов, а также сборку всех из них.
Сопло
Это расходный элемент и поэтому имеет ограниченный срок службы. Износ сопла приведет к увеличению диаметра сопла и уменьшению длины сопла. Это отразится на неравномерной экструзии, которая ухудшит отделку деталей.
Существует несколько факторов, ускоряющих износ форсунки. Наиболее распространенным является использование композитных материалов. Наличие волокон или частиц в нити вызывает сильное истирание стенок сопла. Особенно абразивными являются нити из стекловолокна или углеродного волокна, нити с керамическими или металлическими частицами, а также фосфоресцентные нити.
С другой стороны, материал, из которого изготовлено сопло, также определяет его долговечность. Наиболее распространены следующие материалы:
- Латунь:они имеют очень ограниченную долговечность, даже с неабразивными нитями. Рекомендуется часто заменять их, чтобы обеспечить максимальное качество печати.
- Латунь или медь с никелевым покрытием:никелевое покрытие обеспечивает более высокую твердость поверхности сопла и, следовательно, более высокую стойкость к истиранию. Его долговечность очень высока с неабразивными нитями и умеренна с абразивными нитями.
- Нержавеющая сталь. Эти насадки разработаны для применения в медицинских целях и при контакте с пищевыми продуктами, но имеют хорошую прочность благодаря использованию неабразивных волокон. Несмотря на то, что они обладают умеренной износостойкостью при работе с абразивными волокнами, их использование не рекомендуется.
- Закаленная сталь и аналогичные материалы:обладают хорошей износостойкостью при использовании с абразивными материалами и очень хорошей износостойкостью с неабразивными волокнами. В целом качество печати не такое хорошее, как в предыдущих случаях, из-за шероховатости материала и его сцепления с расплавленным пластиком, однако некоторые используют специальные покрытия, решающие эту проблему.
- С рубиновым наконечником:рубин является одним из самых твердых материалов и наименее подвержен износу, однако из этого материала изготовлен только наконечник сопла, который обжат на латунном сопле. Он обладает высокой износостойкостью с неабразивными материалами и его главное преимущество в том, что он не теряет качества в течение всего срока службы. Со временем латунная часть изнашивается до такой степени, что рубиновый наконечник отрывается. Для очень абразивных материалов рекомендуется использовать насадки из закаленной стали.
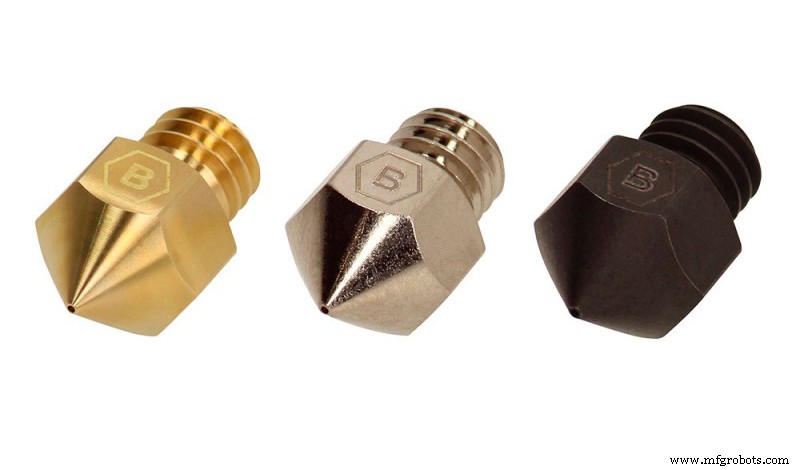
Изображение 3. Сопла из латуни, никелированной меди и закаленной стали. Источник:Brozzl.com
Трудно оценить, как часто следует заменять форсунку, так как это во многом зависит от используемого материала и температуры, однако в качестве ориентира можно рассчитать следующие значения:
- Латунное сопло:
- Для неабразивных материалов:заменяйте каждые 200 часов использования.
- С абразивными материалами:не рекомендуется.
- Сопло из никелированной латуни
- Для неабразивных материалов:менять каждые 1000 часов использования.
- С абразивными материалами:менять каждые 100 часов использования.
- Нержавеющая сталь:
- Для неабразивных материалов:менять каждые 1000 часов использования.
- С абразивными материалами:100 ч.
- Закаленная сталь:
- С неабразивными материалами:не рекомендуется использовать.
- С абразивными материалами:400 ч.
- С рубиновым наконечником:
- С неабразивными материалами:когда рубин сойдет.
- С абразивными материалами:когда рубин отрывается.
Нагревательный картридж
Наиболее частая поломка, связанная с нагревательным патроном, связана с проблемой подключения. Провода, идущие в патрон, обычно защищены двумя термостойкими пластиковыми оболочками. Эти оболочки имеют тенденцию разрушаться по мере использования, обнажая металлическую проволоку. Как только износ станет очевидным, необходимо заменить нагревательный элемент, так как потеря изоляции на проводах может привести к короткому замыканию, возгоранию или серьезной травме пользователя.
Датчик температуры
Как и в случае с нагревательным картриджем, самым деликатным моментом является подключение кабеля. Повреждение кабеля или его соединения приведет к ошибочным и неустойчивым измерениям температуры. Если кабель полностью оборван, значение температуры останется фиксированным на максимальном значении. Рекомендуется часто проверять состояние соединений.

Изображение 4:Различные форматы термисторов NT100. Источник:alibaba.com
Нагревательный блок
Хотя он не требует какого-либо специального обслуживания, очень важно содержать его в чистоте. Накопившийся пластиковый мусор может отделиться и прилипнуть к детали во время печати, вызывая эстетические дефекты или даже сбои печати. Использование силиконовых насадок или красок, отталкивающих пластик, может помочь сохранить блок в чистоте, особенно при печати такими материалами, как ПЭТГ. Если используются силиконовые втулки, рекомендуется регулярно снимать и чистить их, а также заменять, как только они начинают разрушаться. В случае с антипригарной краской рекомендуется повторно наносить каждые 2 или 3 отпечатка.

Изображение 5. Силиконовый чехол E3D. Источник:e3d-online.com
Перегрев
Цельнометаллические терморазрывы не требуют особого ухода. Если абразивные материалы регулярно печатаются, рекомендуется разбирать терморазрыв через каждые 500 часов использования, чтобы проверить износ внутренней горловины. Как только начинают проявляться признаки износа, терморазрыв необходимо заменить.
В случае терморазрыва с тефлоновыми вставками износ приходится непосредственно на вставку. Вставку следует заменять каждые 500 часов использования PLA, каждые 300 часов использования ABS или PETG и каждые 80 часов использования абразивных волокон.
Радиатор
Теплоотвод обычно крепится непосредственно к элементу радиатора. Он может быть пассивным (ребристый радиатор) или активным (ребристый радиатор + вентилятор). Его способность рассеивать тепло из холодной зоны теплового барьера имеет решающее значение для предотвращения проблем. Чрезмерный нагрев холодной зоны может привести к размягчению и сжатию нити накала, что приведет к заеданию. Это явление известно как тепловая ползучесть и часто встречается при печати PLA на металлическом терморазрыве.
Для обеспечения оптимального отвода тепла необходимо нанести термопасту в месте соединения теплоотвода с радиатором. Рекомендуется использовать термопасты с антипригарными свойствами, такие как нитрид бора, чтобы упростить разборку радиатора в будущих версиях.
В случае активных радиаторов в начале каждого отпечатка следует проверять, правильно ли работает вентилятор. Некоторые принтеры управляют этим вентилятором с помощью термостата, поэтому он может оставаться выключенным до тех пор, пока температура хотэнда не достигнет 50 ºC или 100 ºC.
Сборка
Поскольку каждый элемент хотэнда изготовлен из разного материала и их коэффициенты теплового расширения также различны, стык между ними часто ослабевает из-за резких перепадов температуры.
Очень важно проверять каждые 2-3 недели, что все элементы хотэнда и болты правильно затянуты.
Если сопло ослабло, его необходимо снова затянуть в горячем состоянии. Очень важно, чтобы терморазрыв и сопло плотно прилегали и соприкасались друг с другом, так как небольшой зазор между ними приведет к утечке расплава и повреждению хотэнда.
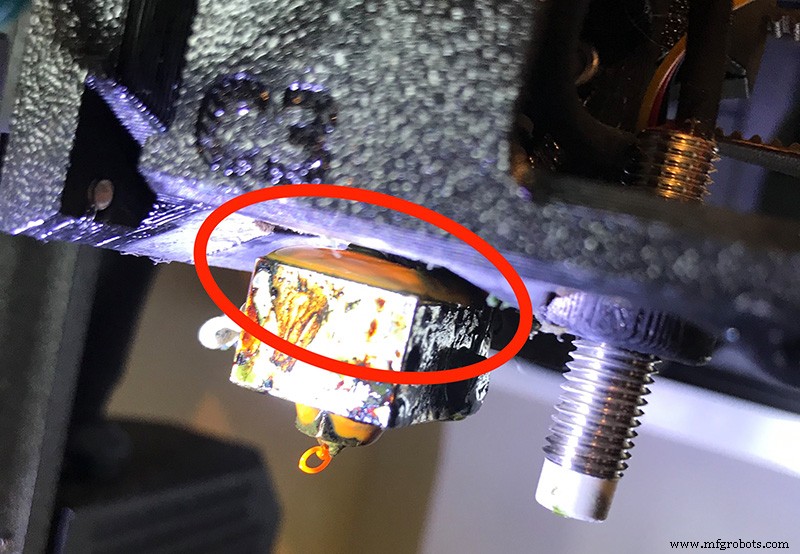
Изображение 6:Утечка пластика из-за плохой затяжки хотэнда. Источник:forum.prusaprinters.org
Следует проконсультироваться с производителем относительно оптимального крутящего момента для каждого хотэнда, так как чрезмерный крутящий момент может повредить резьбу нагревательного блока. Для справки, E3D рекомендует крутящий момент 3 Нм для своих хот-эндов, в то время как инженеры по слайсам используют 1,5 Нм. Если эталонное значение производителя отсутствует, можно выбрать крутящий момент в диапазоне 1–2 Н·м.
Также важно проверить винты, которыми крепится нагревательный элемент и датчик температуры.
Смешанные системы
Всегда используйте оригинальные запасные части или, по крайней мере, детали той же системы. Хотя часто может показаться, что существует совместимость между компонентами разных систем, так как они имеют одинаковый тип резьбы, длина и размеры каждого элемента также очень важны. Различные компоненты хот-энда предназначены для совместной работы, и смешивание компонентов, не являющихся частью одной и той же системы, может привести к неисправности или даже повреждению хот-энда.
Существенные изменения
Когда нить удаляется из хотэнда, внутри всегда остаются остатки. Когда загружается новый материал с более низкой температурой печати, он уносит с собой нерасплавленные остатки предыдущего материала, вызывая застревание. Вот почему хотэнд всегда нужно очищать чистящей нитью всякий раз, когда производится замена материала. Для этого будет экструдировано от 500 до 800 мм чистящей нити при температуре на 10°C выше, чем температура последнего использованного материала.
Фанкоутер
Хотя веер слоя не является элементом самого хотэнда, он обычно располагается рядом с хотэндом. Неправильно установленный вентилятор слоя может направить воздух прямо на блок, что приведет к его охлаждению. Это приводит к тому, что хотэнд не достигает заданной температуры или температура сильно колеблется, что часто приводит к ошибке температуры в принтере. В этих случаях рекомендуется протестировать ту же распечатку с отключенным вентилятором слоев, чтобы убедиться, что это неисправность датчика температуры или результат неправильного положения вентилятора слоев.
Входное отверстие для нити
Одной из точек проникновения грязи внутрь хотэнда является входное отверстие для нити. В боуденовских системах, где нить направляется через трубку из ПТФЭ к хотэнду, входное отверстие защищено, и пыль обычно не попадает внутрь, однако в принтерах с прямым экструдером входное отверстие нити может подвергаться воздействию воздуха, что облегчает вход пыли внутри хотэнда. В этих случаях рекомендуется по возможности направлять нить от катушки к экструдеру через тефлоновую трубку. Пыль и грязь, попадающие в хотэнд, являются распространенной причиной засорения.
Также рекомендуется содержать катушки с нитью в чистоте и не допускать оседания на них пыли, поэтому не оставляйте их на подставке для принтера, если она не защищена, и храните их в закрытых пакетах или коробках.
Принтеры с несколькими хот-эндами
Если у вас есть принтер с несколькими хот-эндами, вам необходимо откалибровать относительное положение хот-эндов.
Сначала проверьте, чтобы расстояние от хотэндов до поверхности печати было одинаковым. Для этого необходимо закрепить основной хотэнд и выровнять по нему печатную основу. Затем необходимо отрегулировать высоту других хот-эндов по отношению к основному хот-энду. Способ регулировки высоты варьируется от принтера к принтеру, поэтому обратитесь к руководству по эксплуатации оборудования или к производителю, если вы не знаете, как это сделать.
После установки высоты хот-эндов необходимо знать относительное положение XY каждого хот-энда по отношению к основному хот-энду. In general, each manufacturer provides a print file that allows you to calibrate the XY offset of each hotend, although there are also many other options in well-known file repositories. In this case, the XY position of the hotends cannot be altered, so the offset values will be entered into the firmware to compensate for the position during printing.
The height of the hotends should be checked every 2 weeks, while XY calibration should only be performed when offset or overlapping of the printed parts with each hotend is detected.
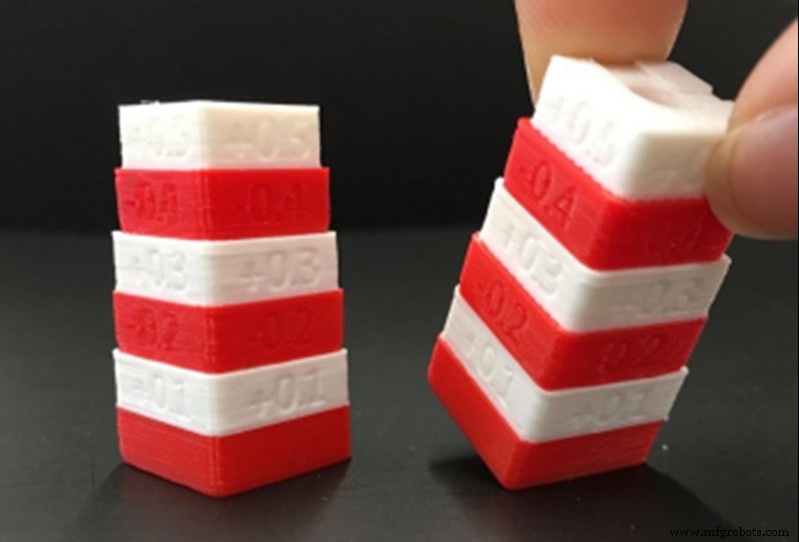
Image 7:Dual extruder calibration pattern for Raise Pro2 printers. Source:Raise3D.com
The hotend is probably the most maintenance-intensive part of the printer, but it is very important to keep it in good condition to ensure good print quality and minimise the risk of failure.
Note:This guide discusses concepts in a general way and does not focus on a specific make or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
3D печать
- Бейсбол
- Solvay увеличивает производительность обслуживания до 15 процентов
- Lockheed Martin видит преимущества аутсорсинга технического обслуживания
- GE отмечает свои любимые приложения для мониторинга и обслуживания в 2010 г.
- Список основных инструментов промышленного обслуживания
- 3 основные детали генератора, требующие регулярного обслуживания
- Дополненная реальность и ее использование в обслуживании
- Техническое обслуживание по состоянию:что это такое и в чем его преимущества
- EAM против CMMS:в чем разница и ее функции
- Как определить время обслуживания крановых тормозов