


Оболочки из углепластика не выдерживают многоосных нагрузок:почему однонаправленные испытания вводят инженеров в заблуждение
В этой статье объясняется, почему углепластиковые корпуса, используемые на глубоководных судах, могут быть обманчиво прочными при испытаниях только в одном направлении, но при этом разрушаться при сложных многоосных нагрузках, возникающих при эксплуатации.

Почему однонаправленного тестирования недостаточно
Композиционные материалы обладают высокой анизотропией. Их механические свойства существенно различаются вдоль направления волокон и поперек укладки. Испытание, при котором пластина нагружается только вдоль ее самой сильной оси, может дать слишком оптимистичный прогноз прочности.
Реальные условия загрузки
При глубоководном применении оболочки подвергаются гидростатическому давлению, изгибу, вызванному волнами, внутреннему давлению от насосов и скручивающим нагрузкам от динамических движений. Эти силы действуют одновременно, создавая напряженное состояние, которое намного сложнее, чем при одноосном испытании.
Расширенные методологии тестирования
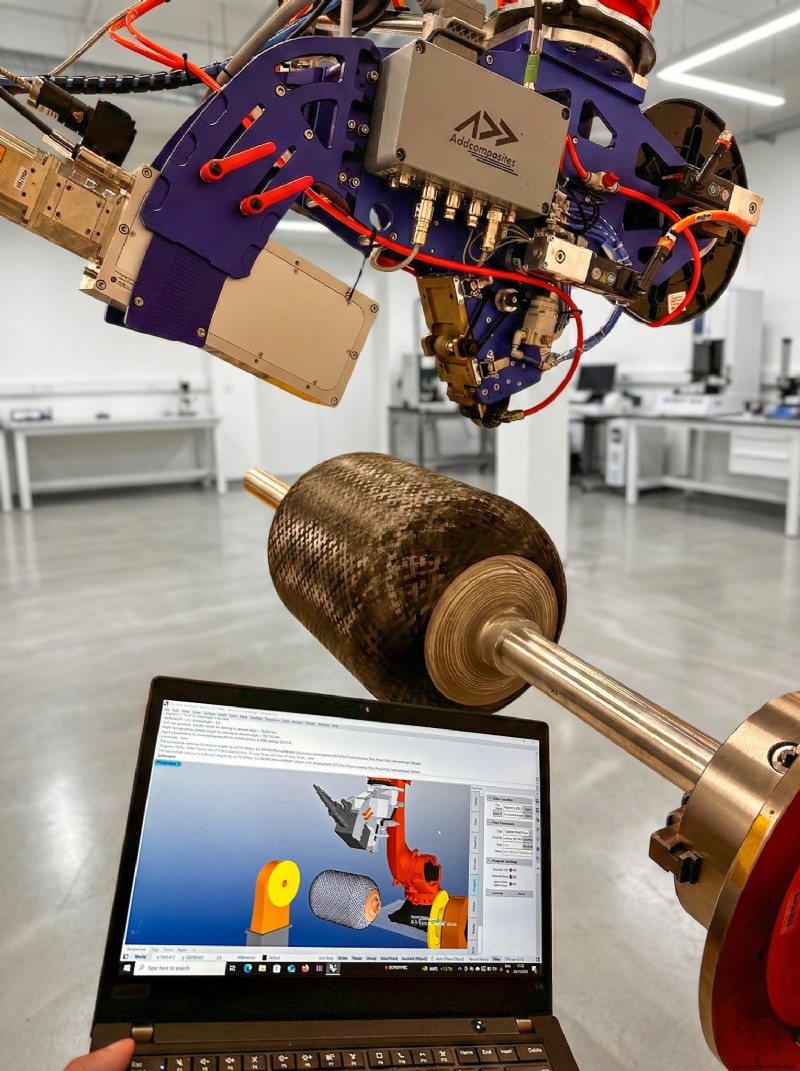
Чтобы отразить истинные характеристики корпуса из углепластика, инженеры используют:
- Станки для многоосного растяжения и изгиба
- Моделирование методом конечных элементов, откалиброванное на основе экспериментальных данных.
- Контроль акустической эмиссии на месте во время испытаний под давлением
Эти методы выявляют такие механизмы повреждения, как расслоение волоконной матрицы, расслоение и разрушение при межламинарном сдвиге, которые невидимы при однонаправленных испытаниях.
Пример:корпус глубоководного ДУ
Во время испытания под давлением корпуса телеуправляемого аппарата (ROV) корпус выдержал давление до 2500 фунтов на квадратный дюйм в статических гидростатических испытаниях, но начал разрушаться при давлении 1200 фунтов на квадратный дюйм, когда была введена динамическая изгибающая нагрузка. Неисправность была связана с расслоением слоя волокна под углом 90° - типом повреждения, который никогда не возникнет при одноосном испытании на растяжение.
Рекомендации для дизайнеров
1. Используйте полную последовательность ламинирования, обеспечивающую баланс прочности и жесткости во всех направлениях.
2. Подтвердите проект с помощью многоосных испытаний и анализа конечных элементов.
3. Включите мониторинг повреждений в режиме реального времени в критически важных компонентах.
Об авторе
Правин Лутада – Генеральный директор и соучредитель Addcomposites Oy
Правин принес богатый опыт работы в качестве ученого-космонавта в ISRO, где он производил композитные детали для спутников и ракет-носителей. Его работа показала ему высокую стоимость и ограничения традиционных систем автоматической укладки волокон (AFP), что вдохновило компанию Addcomposites на создание запатентованных автоматических головок инструментов AFP компании Addcomposites, которые демократизируют передовое производство. Его идеи сочетают космический опыт с готовыми к использованию отраслевыми решениями, что делает его авторитетным человеком в секторе композитов.
Композитный материал
- Полимерный углеродный композит CARBOPRINT® P2
- Бериллий E-20
- Инструмент высокого качества для термореактивных композитов
- Процесс формования:операции формования материалов | Производство
- Ферро-Титанит® Никро 143
- CTE12A (твердый сплав)
- Разработка цельнокомпозитного сферического криотанка без вкладыша
- Легированная сталь против нержавеющей стали:четкое руководство по их сильным сторонам, использованию и экон…
- Фенольный RT628 - Трубка
- Преимущества использования термореактивных композитов