


Ключевая концепция ЧПУ № 1 — основы компьютерного числового управления
 Фото:Getty Images
Фото:Getty Images
Это первая статья из серии из 10 статей, посвященных ключевым понятиям числового программного управления. Для ознакомления с подходом этой серии прочитайте эту статью .
Каковы преимущества числового программного управления?
Первым преимуществом, предлагаемым всеми формами станков с ЧПУ, является улучшенная автоматизация. Вмешательство оператора, связанное с изготовлением заготовок, может быть уменьшено или устранено. Многие станки с ЧПУ могут работать без присмотра в течение всего цикла обработки, освобождая оператора для выполнения других задач. Это дает пользователю ЧПУ несколько дополнительных преимуществ, включая снижение утомляемости оператора, меньшее количество ошибок, вызванных человеческим фактором, а также постоянное и предсказуемое время обработки для каждой заготовки. Поскольку станок будет работать под программным управлением, уровень навыков, требуемый от оператора ЧПУ (связанный с базовой практикой обработки), также снижается по сравнению с оператором, производящим заготовки с помощью обычных станков.
Вторым важным преимуществом технологии ЧПУ являются стабильные и точные заготовки. Современные станки с ЧПУ могут похвастаться почти невероятной точностью и повторяемостью. Это означает, что после проверки программы можно легко и точно изготовить две, десять или тысячу идентичных деталей.
Третьим преимуществом большинства станков с ЧПУ является гибкость. Поскольку эти станки запускаются из программ, запустить другую заготовку почти так же просто, как загрузить другую программу. После того, как программа была проверена и выполнена для одного производственного цикла, ее можно легко вызвать при следующем запуске заготовки. Это приводит к еще одному преимуществу — быстрой переналадке.
Так как эти машины очень просты в настройке и эксплуатации, а программы могут быть легко загружены, они позволяют очень быстро настроить их. Это необходимо с учетом сегодняшних производственных требований «точно в срок».
Управление движением — сердце ЧПУ
Самая основная функция любого станка с ЧПУ — автоматическое, точное и последовательное управление движением. Все виды оборудования с ЧПУ имеют два или более направлений движения, называемых осями. Эти оси можно точно и автоматически позиционировать по длине их перемещения. Двумя наиболее распространенными типами осей являются линейные (движущиеся по прямой траектории) и вращающиеся (движущиеся по круговой траектории).
Вместо того, чтобы вызывать движение путем ручного поворота кривошипов и маховиков, как это требуется на обычных станках, станки с ЧПУ позволяют приводить в действие серводвигатели под управлением ЧПУ и управляться программой обработки детали. Вообще говоря, тип движения (быстрое, линейное и круговое), оси для перемещения, величина движения и скорость движения (скорость подачи) программируются почти на всех станках с ЧПУ.
Команда ЧПУ, выполняемая в системе управления (обычно через программу), заставляет приводной двигатель вращаться точное количество раз. Вращение приводного двигателя, в свою очередь, приводит во вращение шарико-винтовую передачу. А шарико-винтовая передача приводит в движение линейную ось. Устройство обратной связи на противоположном конце шарико-винтовой передачи позволяет системе управления подтвердить выполнение заданного числа оборотов.
Хотя это довольно грубая аналогия, то же основное линейное движение можно найти в обычных настольных тисках. Когда вы вращаете кривошип тисков, вы вращаете ходовой винт, который, в свою очередь, приводит в движение подвижную губку тисков. Для сравнения, линейная ось на станке с ЧПУ чрезвычайно точна. Число оборотов приводного двигателя оси точно определяет величину линейного движения вдоль оси.
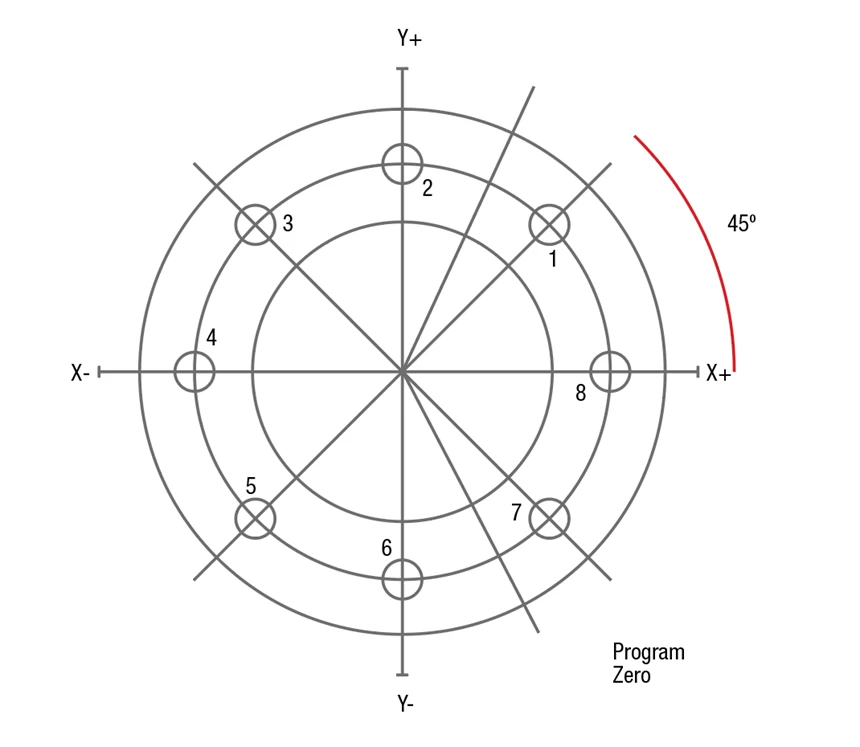
Рисунок 1:В этом примере нулевая точка программы находится в центре кольца. Обратите внимание, что любые координаты слева или ниже нуля программы указываются как отрицательные позиции.
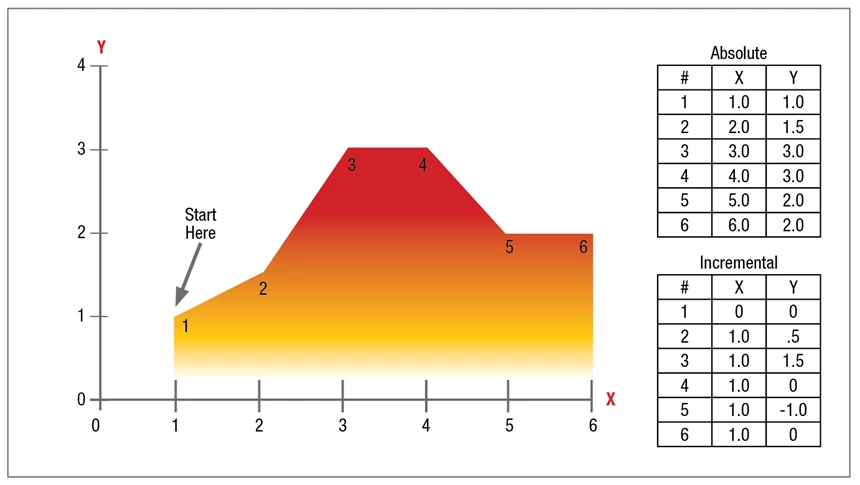
Рисунок 2:Очень легко определить точное местоположение инструмента в любой команде, заданной в абсолютном режиме. В пошаговом режиме может быть очень сложно определить текущее положение инструмента для заданной команды перемещения.
Предыдущий СледующийКак осуществляется управление движением оси — понимание систем координат
Для пользователя ЧПУ было бы невозможно вызвать движение оси, пытаясь указать двигателю привода каждой оси, сколько раз нужно повернуть, чтобы управлять заданной величиной линейного движения. (Это все равно, что вычислить, сколько оборотов рукоятки на настольных тисках заставит подвижную губку переместиться ровно на один дюйм!) Вместо этого все элементы управления ЧПУ позволяют управлять движением оси гораздо проще и логичнее. используя некоторую форму системы координат. Двумя наиболее популярными системами, используемыми на станках с ЧПУ, являются прямоугольная или «декартова» система координат и полярная система координат. Безусловно, наиболее распространенной является прямоугольная система координат.
Одним из очень распространенных приложений для прямоугольной системы координат является построение графиков.
Давайте возьмем то, что мы теперь знаем о графиках, и свяжем это с движением оси ЧПУ. Вместо построения теоретических точек для представления концептуальных идей программист ЧПУ будет строить физические конечные точки для осевых движений. Оси разбиты на приращения. Но вместо того, чтобы разбиваться на приращения концептуальных идей, таких как время и производительность, каждая линейная ось прямоугольной системы координат станка с ЧПУ разбивается на приращения измерения. В дюймовом режиме наименьшее приращение может составлять 0,0001 дюйма. В метрическом режиме наименьший шаг может составлять 0,001 миллиметра. (Кстати, для оси вращения шаг равен 0,001
градусов.)
Каждая ось в системе координат станка с ЧПУ должна где-то начинаться. Для ЧПУ эта исходная точка обычно называется нулевой точкой программы. точка (также называемая ноль работы , нулевая часть или начало программы ). Обычно нулевая точка программы выбирается как точка начала всех размеров.
С помощью этого метода, если программист хочет, чтобы инструмент был отправлен в положение на один дюйм вправо от нулевой точки программы, X1.0 приказано. Если программист хочет, чтобы инструмент переместился в положение на один дюйм выше нулевой точки программы, Y1.0 приказано. Система управления автоматически определяет, сколько раз необходимо повернуть приводной двигатель каждой оси и шариковый винт, чтобы ось достигла заданной точки назначения. Это позволяет программисту управлять движением оси очень логично.
В примерах, приведенных до сих пор, все точки оказались вверху и справа от нулевой точки программы. Эта область вверх и вправо от нулевой точки программы называется квадрантом (в данном случае квадрантом номер один). Нередко на станках с ЧПУ конечные точки, необходимые в программе, попадают в другие квадранты. В этом случае хотя бы одна из координат должна быть указана как минус. На рис. 1 показано одно распространенное применение, когда конечные точки попадают во все четыре квадранта и должны быть указаны отрицательные координаты.
Абсолютное и пошаговое движение
Все обсуждения до этого момента предполагают, что используется абсолютный режим программирования. В абсолютном режиме конечные точки для всех движений будут заданы от нулевой точки программы. Для новичков это обычно лучший и самый простой способ указания конечных точек для команд движения. Однако есть и другой способ указать конечные точки для движения оси.
В инкрементальном режиме конечные точки движений задаются от текущего положения инструмента, а не от нуля программы. При таком методе управления движением программист всегда должен спрашивать:«Как далеко я должен переместить инструмент?» Хотя бывают случаи, когда инкрементный режим может быть очень полезен, в целом это более громоздкий и сложный метод.
Будьте осторожны при выполнении команд движения. Новички склонны думать поэтапно. При работе в абсолютном режиме (как и положено новичкам) программист всегда должен спрашивать:«В какую позицию следует переместить инструмент?» Эта позиция относительно нулевой точки программы, не от текущего положения инструмента. На рис. 2 показаны две идентичные серии перемещений, одна в инкрементном режиме, а другая в абсолютном режиме.
Помимо того, что очень легко определить текущую позицию для любой команды, еще одно преимущество работы в абсолютном режиме связано с ошибками, допущенными при выполнении команд движения. В абсолютном режиме, если в одной команде программы будет допущена ошибка движения, неверным будет только одно движение. С другой стороны, если ошибка сделана во время пошаговых перемещений, все перемещения из точки ошибки также будут неверными.
Назначение нулевой программы
Имейте в виду, что система ЧПУ должна быть тем или иным образом сообщена местонахождению нулевой точки программы. То, как это делается, сильно различается от одного станка с ЧПУ и системы управления к другому. Более старый метод заключается в назначении нулевой точки в программе. С помощью этого метода программист сообщает системе управления, как далеко от нулевой точки программы до начального положения станка. Обычно это делается с помощью команды G92 (или G50), по крайней мере, в начале программы и, возможно, в начале каждого инструмента.
Как правило, лучший способ присвоить программный ноль — использовать некоторую форму смещения. Производители систем управления обрабатывающими центрами обычно называют смещения, используемые для назначения нулевой точки программы смещением крепления. . Производители токарных центров обычно называют смещения, используемые для назначения нулевой точки программы для каждого инструмента коррекции геометрии . Подробнее о том, как можно назначить нулевую программу, будет рассказано в четвёртой ключевой концепции.
 Фото:Getty Images
Фото:Getty Images Другие аспекты движения оси
До сих пор нашей основной задачей было показать вам, как определить конечную точку каждой команды движения. Как вы видели, для этого требуется понимание прямоугольной системы координат. Однако есть и другие опасения по поводу того, как будет проходить движение. Например, тип движения (быстрое, прямолинейное, круговое и т. д.) и скорость движения (скорость подачи) также будут иметь значение для программиста. Мы обсудим эти другие соображения во время основной концепции номер три.
Программа ЧПУ
Почти все современные элементы управления ЧПУ используют для программирования адресный формат слова. (Единственным исключением являются некоторые диалоговые элементы управления.) Под форматом адреса слова мы подразумеваем, что программа ЧПУ состоит из команд, подобных предложениям. Каждая команда состоит из слов ЧПУ, каждое из которых имеет буквенный адрес и числовое значение. Буквенный адрес (X, Y, Z и т. д.) сообщает системе управления тип слова, а числовое значение сообщает системе управления значение слова. Используемые как слова и предложения в английском языке, слова в команде ЧПУ сообщают станку с ЧПУ, что мы хотим сделать в данный момент.
Каждое слово имеет буквенный адрес и числовое значение. Буквенный адрес сообщает системе управления тип слова. Производители систем ЧПУ различаются в том, как они определяют названия слов (буквенные адреса) и их значения. Начинающий программист ЧПУ должен обратиться к руководству по программированию производителя системы управления, чтобы определить названия и значения слов. Вот краткий список некоторых типов слов и их общих спецификаций буквенных адресов.
Как видите, многие буквенные адреса выбраны логично (T для инструмента, S для шпинделя, F для скорости подачи и т. д.). Некоторые требуют запоминания.
Есть два буквенных адреса (G и M), которые позволяют обозначать специальные функции. Подготовительная функция (G) обычно используется для установки режимов. Мы уже ввели абсолютный режим, который задается G90, и инкрементальный режим, задаваемый G91. Это лишь две из используемых подготовительных функций. Вы должны обратиться к руководству производителя вашего устройства управления, чтобы найти список функций для вашей машины.
Как и подготовительные функции, различные функции (M-слова) допускают множество специальных функций. Различные функции обычно используются в качестве программируемых переключателей (например, включение/выключение шпинделя, включение/выключение подачи СОЖ и т. д.). Они также используются для программирования многих других программируемых функций станка с ЧПУ.
Новичку все это может показаться, что программирование ЧПУ требует большого запоминания. Но будьте уверены, что в программировании ЧПУ используется всего около 30-40 различных слов. Если вы можете думать об изучении ручного программирования ЧПУ как об изучении иностранного языка, в котором всего 40 слов, это не должно показаться слишком сложным.
Программирование десятичной точки
Определенные буквенные адреса (слова ЧПУ) позволяют указывать действительные числа (числа, для которых требуются части целого числа). Примеры включают обозначение оси X (X), обозначение оси Y (Y) и обозначение радиуса (R). Почти все современные модели ЧПУ позволяют использовать десятичную точку в спецификации каждого буквенного адреса. Например, X3.0625 можно использовать для указания положения по оси X.
С другой стороны, некоторые буквенные адреса используются для указания целых чисел. Примеры включают обозначение скорости шпинделя (S), обозначение инструментальной станции (T), порядковые номера (N), подготовительные функции (G) и дополнительные функции (M). Для этих типов слов большинство элементов управления не разрешить использование десятичной точки. Начинающий программист должен обратиться к руководству по программированию производителя системы ЧПУ, чтобы узнать, какие слова позволяют использовать десятичную точку.
Другие программируемые функции
Все, кроме самых простых станков с ЧПУ, имеют программируемые функции, отличные от простого движения оси. Благодаря современному полнофункциональному оборудованию с ЧПУ почти все в станке можно запрограммировать. Например, обрабатывающие центры с ЧПУ позволяют программировать скорость и направление шпинделя, подачу СОЖ, смену инструмента и многие другие функции станка. Аналогичным образом токарные станки с ЧПУ позволяют программировать скорость и направление вращения шпинделя, охлаждающую жидкость, индекс револьверной головки и заднюю бабку. И все виды оборудования с ЧПУ будут иметь собственный набор программируемых функций. Кроме того, некоторые аксессуары, такие как измерительные системы, системы измерения длины инструмента, устройства смены паллет и адаптивные системы управления, также могут быть доступны и потребуют соображений программирования.
Список программируемых функций сильно различается от одного станка к другому, и пользователь должен изучить эти программируемые функции для каждого используемого станка с ЧПУ. Ключевая концепция номер два , мы более подробно рассмотрим, что обычно программируется на различных станках с ЧПУ.
Узнайте больше об основных концепциях числового программного управления:
Ключевая концепция ЧПУ № 2:знай свой станок
Ключевая концепция ЧПУ № 3. Понимание типов движения ЧПУ
Ключевая концепция ЧПУ № 4 — формы компенсации
Ключевая концепция ЧПУ № 5. Важность форматирования программы
Ключевая концепция ЧПУ № 6 — методы программирования ЧПУ
Ключевая концепция ЧПУ № 7 — знание станка с точки зрения оператора
Ключевая концепция ЧПУ № 8 — режимы работы станка
Ключевая концепция ЧПУ № 9 — ключевые последовательности операций
Основная концепция ЧПУ № 10. Безопасная проверка программ ЧПУ
Промышленное оборудование
- Что такое ЧИСЛОВОЕ УПРАВЛЕНИЕ [NC]?
- Производственный процесс фрезерного станка с ЧПУ
- Как прервать цикл на системе ЧПУ Hurco
- Контроль качества при обработке с ЧПУ
- Токарный станок с ЧПУ
- Токарный станок с ЧПУ оснащен электрической револьверной головкой для выполнения нескольких операций
- Токарный станок с ЧПУ добавляет функции безопасности и удобства использования
- Основы применения электрогидравлических клапанов
- Обработка на станках с ЧПУ и 3D-печать:ключевые отличия, которые вам нужно знать
- Климат-контроль в цеху с ЧПУ