


Типы 3D-печати:7 основных категорий технологий 3D-печати
Когда большинство людей слышат «3D-печать», они представляют себе небольшой настольный станок, изготавливающий пластиковые детали. Но за кулисами происходит гораздо больше. То, что мы называем 3D-печатью, на самом деле представляет собой группу различных технологий, которые слой за слоем создают объекты на основе цифрового дизайна.
В отличие от традиционного производства, где материал вырезается из цельного блока, 3D-принтеры добавляют только то, что необходимо.
Согласно стандарту ISO/ASTM 52900-15, 3D-печать разделена на семь категорий:фотополимеризация в ванне, струйная обработка материала, струйная обработка связующего, плавление порошкового слоя, экструзия материала, направленное энергетическое осаждение и ламинирование листов. Каждый из них использует свой подход, и каждый из них имеет свои сильные стороны в зависимости от материалов, с которыми вы работаете, вашего бюджета и сложности вашей детали.
Некоторые из самых передовых на сегодняшний день методов 3D-печати появились еще в 1980-х годах. Стереолитография (SLA) была запатентована в 1986 году, и с тех пор мы стали свидетелями огромных прорывов, таких как FDM, SLS и MJF, каждый из которых был разработан для разных целей:скорости, детализации, диапазона материалов или экономической эффективности.
Теперь вы можете найти настольные компьютеры стоимостью менее 200 долларов и системы промышленного уровня стоимостью более 1 миллиона долларов. От PLA и ABS до металлических порошков, керамики и фотополимерных смол — индустрия 3D-печати превратилась в серьезный инструмент как для любителей, так и для инженеров-технологов.
В этой статье мы разберем каждый основной тип 3D-печати, рассмотрим, как они работают, и поможем вам определить, какой из них лучше всего соответствует вашим потребностям, независимо от того, начинаете ли вы или расширяете производство.
Экструзия материала
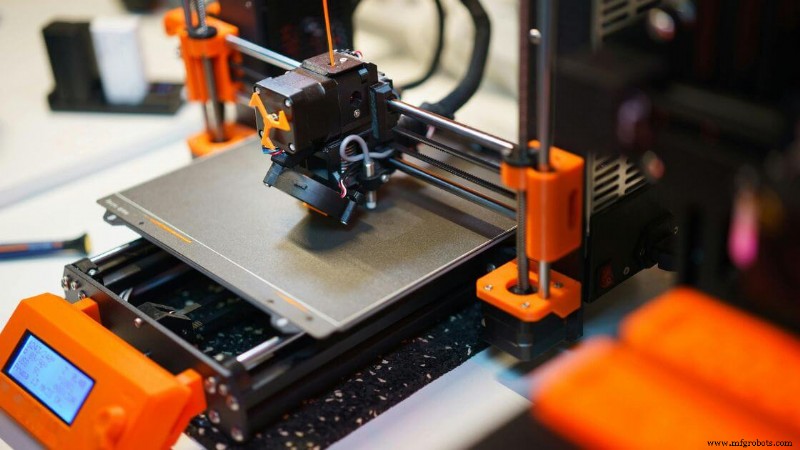
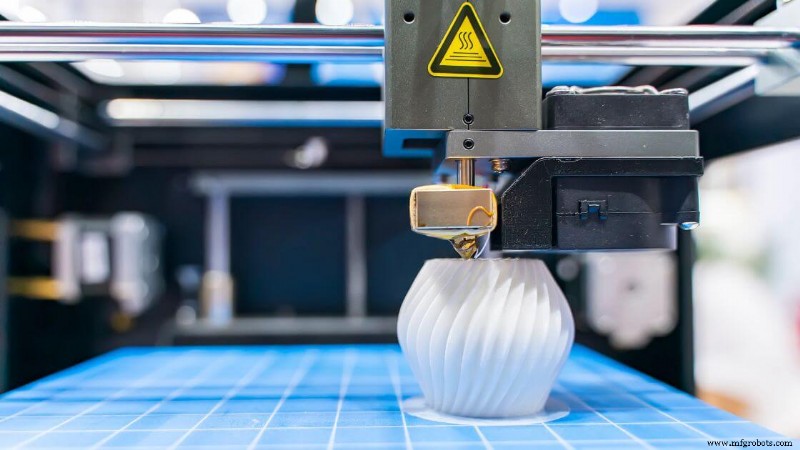 Экструзия материала относится к группе процессов 3D-печати, при которых строительный материал проталкивается через сопло и укладывается слой за слоем, образуя трехмерную деталь.
Экструзия материала относится к группе процессов 3D-печати, при которых строительный материал проталкивается через сопло и укладывается слой за слоем, образуя трехмерную деталь.
Материал — обычно термопласт — нагревается до полужидкого состояния, а затем экструдируется по контролируемому пути, руководствуясь файлом компьютерного проектирования. Каждый слой по мере остывания сливается с предыдущим, образуя прочную структуру.
Это один из самых распространенных и доступных видов методов 3D-печати. Его часто можно увидеть в настольных 3D-принтерах, использующих намотанную нить, но в эту категорию также входят высокопроизводительные машины, которые экструдируют гранулы, бетон или пасту.
Независимо от того, производите ли вы небольшие компоненты или крупномасштабные прототипы, экструзия материалов обеспечивает значительную гибкость при проектировании и объеме сборки.
Спектр поддерживаемых материалов для 3D-печати широк. Стандартные термопласты, такие как PLA, ABS и PETG, широко распространены, а более продвинутые конструкции могут работать с композитами из углеродного волокна, термостойкими полимерами или нитями с металлическим наполнителем.
Некоторые машины даже используются в строительстве или моделировании продуктов питания.
Точность размеров обычно составляет около ±0,5 мм, хотя она зависит от оборудования, материала и контроля окружающей среды. Объектам с выступами часто требуются опорные конструкции, чтобы предотвратить разрушение во время печати. Постобработка может потребоваться для улучшения качества поверхности и удаления поддержек.
Экструзия материалов остается ведущим выбором для прототипирования из-за ее экономической эффективности, особенно по сравнению с более сложными технологиями, такими как селективное лазерное спекание или стереолитография. Он также служит основой для моделирования наплавленных осаждений, широко используемой реализации этой категории.
Моделирование наплавленным осаждением (FDM) или изготовление наплавленных нитей (FFF)
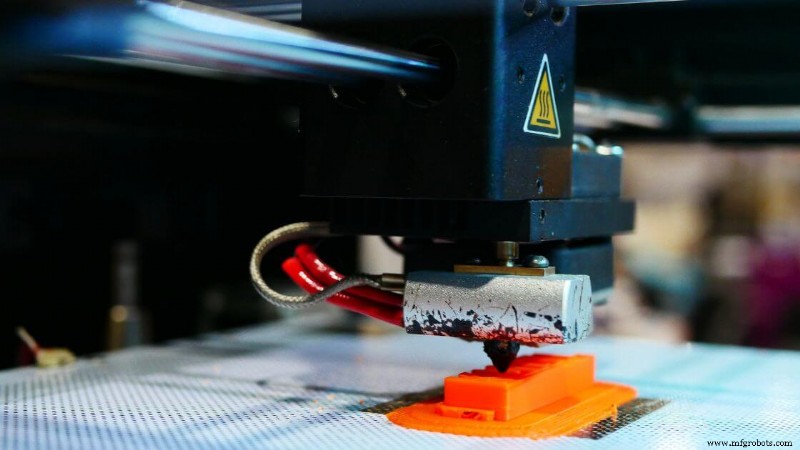
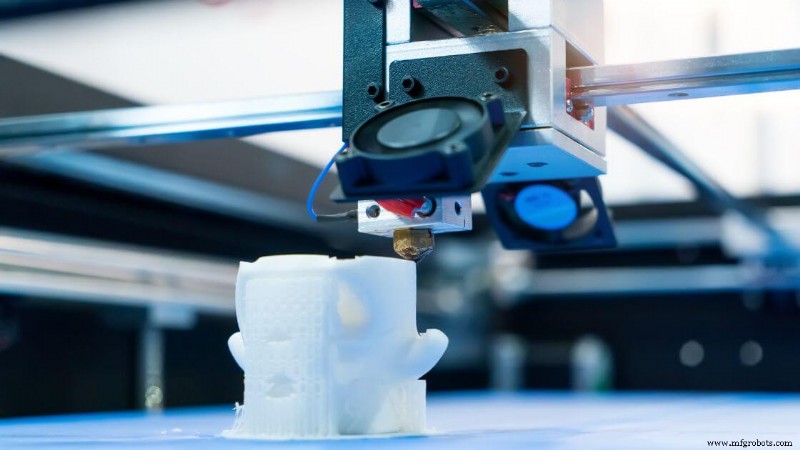
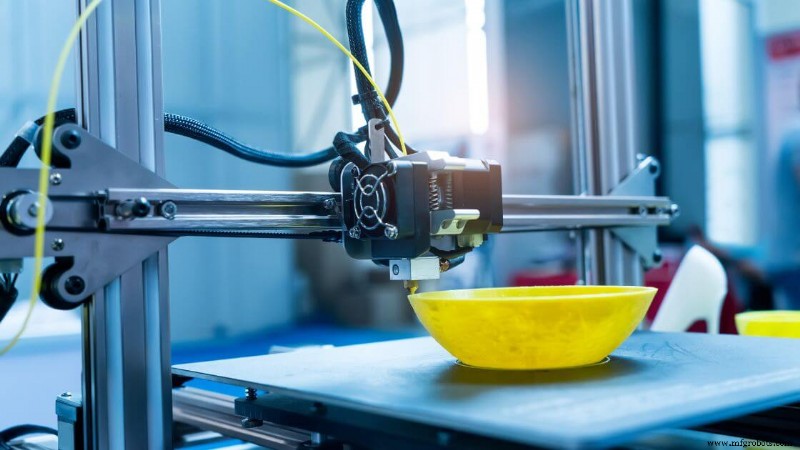
Моделирование наплавлением, также известное как изготовление плавленых нитей, представляет собой тип экструзии материала, при котором термопластичная нить подается в нагретую печатающую головку. Материал плавится и выдавливается через сопло, формируя каждый слой 3D-объекта по мере его охлаждения и затвердевания на рабочей пластине.
Обычно вы будете работать с такими материалами, как PLA, ABS, PETG и TPU. Более продвинутые варианты включают поликарбонат, ULTEM и нити, наполненные углеродным волокном или металлическими порошками. Эти нити могут иметь различные механические свойства в зависимости от функциональных требований вашей детали.
Этот процесс идеально подходит для таких приложений, как быстрое прототипирование, образовательные модели, тестирование потребительских товаров и вспомогательных средств производства, таких как приспособления или приспособления.
3D-печать FDM также распространена в рабочих процессах разработки продуктов, где перед массовым производством необходимо оценить геометрию детали или соответствие сборки.
Типичная точность составляет около ±0,5 мм, а разрешение слоя обычно составляет от 50 до 300 микрон. Скорость печати варьируется в зависимости от материала и сложности детали, но стандартная скорость составляет от 40 до 100 мм/с.
Плюсы:
- Низкая стоимость:принтеры начального уровня и нить накаливания широко доступны по доступным ценам.
- Разнообразие материалов:широкий выбор пластиков различной прочности, цвета и отделки.
- Простота использования. Простые рабочие процессы программного обеспечения делают его доступным как для новичков, так и для профессионалов.
- Масштабируемость:доступна от настольных компьютеров до систем промышленного масштаба с большими объемами сборки.
Минусы:
- Видимые линии слоев:на деталях часто видны выступы между слоями, если не применяется постобработка.
- Более слабые межслоевые связи:механические свойства могут быть нестабильными в зависимости от ориентации детали.
- Требования к поддержке:для выступов и мостов может потребоваться дополнительный материал, который позже придется удалить.
- Низкая точность. По сравнению с 3D-печатью из смолы или порошковой сваркой, FDM может плохо обрабатывать мелкие детали.
3D-биопечать
 3D-биопечать – это специализированная форма экструзии материалов, в которой используются биочернила, обычно изготовленные из живых клеток, суспендированных в гидрогелях, для создания тканеподобных структур слой за слоем.
3D-биопечать – это специализированная форма экструзии материалов, в которой используются биочернила, обычно изготовленные из живых клеток, суспендированных в гидрогелях, для создания тканеподобных структур слой за слоем.
В отличие от традиционных методов 3D-печати, в которых используются термопласты или металлические порошки, в этом процессе приоритет отдается жизнеспособности клеток и совместимости биоматериалов.
Экструзия должна быть точной и достаточно мягкой, чтобы не повредить живые компоненты, при этом формируя функциональную биологическую геометрию.
Материалы, которые вы найдете в этом процессе, включают биоразлагаемые полимеры, такие как альгинат, коллаген, желатин и фибрин.
Они служат каркасом для поддержки роста и расположения клеток. Поскольку структуры должны имитировать реальную ткань, эти материалы выбираются с учетом их совместимости, гибкости и способности поддерживать васкуляризацию.
Приложения быстро развиваются. Вы увидите, как 3D-биопечать используется в исследованиях устройств «орган-на-чипе», тканевых каркасов, моделей регенеративной медицины и даже на ранних стадиях биопроизводства кожи или хрящей. Это не просто концептуальные модели — это практические шаги на пути к будущим имплантируемым решениям.
Точность размеров может достигать 100–200 микрон или меньше, в зависимости от калибровки принтера и вязкости биочернил. Однако производительность варьируется в зависимости от факторов окружающей среды, таких как влажность, контроль печатающей головки и стерильность.
Скорость печати зависит от плотности ячеек, размера сопла и скорости потока гидрогеля. Обычно печать выполняется медленнее, чем экструзия полимера, поскольку поддержание здоровья клеток важнее скорости.
Плюсы:
- Потенциал тканевой инженерии:открывает путь к функциональным органам и регенеративной терапии.
- Настраиваемость:специальные структуры для тестирования лекарств или имплантатов для конкретного пациента.
- Послойное управление:обеспечивает пространственное размещение различных типов ячеек.
Минусы:
- Высокая сложность:требует строгого контроля температуры, стерильности и консистенции биочернил.
- Ограниченный срок службы:напечатанные конструкции часто требуют немедленного культивирования или кондиционирования.
- Нормативные препятствия:клиническое использование требует тщательного тестирования и соблюдения требований.
Строительная 3D-печать
Строительная 3D-печать – это крупномасштабный метод аддитивного производства, в котором используются автоматизированные экструзионные системы, обычно роботизированные манипуляторы или портальные сопла, для нанесения строительных материалов, таких как бетон, в слоистые образования.
В отличие от традиционных методов, он строится непосредственно на основе цифровых моделей с использованием технологии 3D-печати, что позволяет изготавливать стены, несущие конструкции или даже целые здания слой за слоем без стандартных форм или опалубки.
Обычно в этих системах используются такие материалы, как цементные смеси, быстросхватывающийся бетон, геополимерные смеси и специальные растворы.
Выбор базового материала должен соответствовать строгим требованиям к текучести и отверждению, обеспечивая хорошее сцепление каждого нового слоя детали с предыдущим при сохранении структурной целостности.
Этот подход получил глобальное распространение в проектах, направленных на устойчивое, быстрое и недорогое строительство. От жилья для малоимущих до временных убежищ и художественной архитектуры — спектр применений расширяется.
Хотя эта технология еще только развивается, вы найдете несколько реальных примеров, когда 3D-принтеры создавали целые дома или ключевые элементы конструкции всего за несколько дней, что экономит недели по сравнению с традиционными сроками строительства.
Точность обычно составляет от ±5 мм до ±10 мм в зависимости от размера рабочей платформы принтера, точности сопел и факторов окружающей среды. Скорость печати может варьироваться, но для прямых или повторяющихся форм часто она выше, чем при ручном труде. Разрешение слоев обычно бывает грубым и составляет от 10 до 30 мм, но его можно улучшить с помощью методов окончательной обработки.
Плюсы:
- Снижает потребность в рабочей силе, особенно при выполнении повторяющихся задач.
- Значительно ускоряет время сборки для определенных геометрических форм.
- Минимизирует отходы материала при моделировании осаждения.
- Открывает новые, органичные архитектурные формы, которые невозможно реализовать традиционными методами.
Минусы:
- Требуется массивное оборудование, что ограничивает мобильность и простоту настройки.
- Материалы должны быть точно разработаны для обеспечения текучести и быстрого отверждения.
- Стандарты соответствия кодексу и проверки все еще развиваются.
- После печати может потребоваться доработка поверхности и геометрии детали вручную.
Фотополимеризация в чане
Фотополимеризация в чане — это процесс 3D-печати, в котором используется свет для выборочного отверждения слоев жидкой смолы в твердые детали. Вы начинаете с ванны, наполненной фотополимерной смолой, обычно на акриловой основе, которая реагирует на определенные длины волн света.
Лазер, цифровой световой проектор или ЖК-экран с высокой точностью управляют процессом отверждения. По мере затвердевания каждого слоя фотополимера рабочая платформа постепенно поднимается или опускается, позволяя сформироваться следующему слою. Эта последовательность повторяется до тех пор, пока весь объект не будет завершен.
Что отличает этот метод, так это его способность создавать чрезвычайно мелкие детали и ультрагладкую поверхность. Вот почему его предпочитают там, где важна точность, например в стоматологических слепках, сложных ювелирных изделиях и миниатюрных медицинских компонентах.
Точность размеров может быть в пределах ±0,1 мм или даже лучше на точно настроенных станках, а геометрия детали остается неизменной благодаря контролируемому освещению и поведению потока смолы.
Вы также найдете этот процесс в нескольких форматах — SLA, DLP и LCD — каждый из которых использует немного другой источник света, но работает по одному и тому же общему принципу:фотополимеризация.
Смолы, используемые в этих машинах, имеют множество составов:некоторые оптимизированы по прочности, другие по гибкости, прозрачности или термостойкости. Некоторые из них биосовместимы, что позволяет использовать их в медицинских прототипах или хирургических руководствах.
Однако имейте в виду, что для определенных выступов или мостов необходимы опорные конструкции, и после печати их необходимо удалить вручную. Постотверждение под воздействием УФ-излучения обычно необходимо для улучшения механических свойств и обеспечения чистой поверхности без остаточной липкости.
Стереолитография (SLA)
 Стереолитография, или SLA, была первым коммерчески успешным процессом 3D-печати и сегодня остается одним из самых точных. В системах SLA УФ-лазер отслеживает и затвердевает один слой светочувствительной смолы за раз.
Стереолитография, или SLA, была первым коммерчески успешным процессом 3D-печати и сегодня остается одним из самых точных. В системах SLA УФ-лазер отслеживает и затвердевает один слой светочувствительной смолы за раз.
Затем сборочная платформа постепенно перемещается, позволяя каждому последующему слою детали затвердевать поверх предыдущего. Это создает бесшовную структуру с исключительным качеством поверхности.
Что выделяет SLA, так это ассортимент специализированных смол. Вы найдете стандартные смолы для прототипов, высокотемпературные версии для термостойкости, гибкие варианты для эластичных деталей и даже формулы для литья, используемые в ювелирных изделиях и литье по выплавляемым моделям. Некоторые биосовместимые смолы используются в стоматологии и медицинских устройствах.
Типичные принтеры SLA достигают разрешения слоев до 25 микрон и допусков на размеры около ±0,1 мм, в зависимости от геометрии детали и настроек печати. Хотя скорость печати не является его самым сильным преимуществом, результаты неизменно высокого качества и мельчайших деталей, что идеально подходит для концептуальных моделей или небольших партий прецизионных компонентов.
Плюсы:
- Обеспечивает чрезвычайно гладкую поверхность и минимум видимых линий слоев.
- Высокая точность и разрешение для сложных функций.
- Большой выбор смол поддерживает функциональные и эстетические применения.
- Идеально подходит для быстрого прототипирования и мелкосерийного производства деталей.
Минусы:
- Смола может быть хрупкой, что ограничивает механические свойства под нагрузкой.
- Воздействие ультрафиолетового света может со временем привести к ухудшению качества деталей.
- Требуются этапы постобработки, такие как промывка и УФ-отверждение.
- Стоимость смолы и обслуживание принтера могут быть относительно высокими.
Цифровая обработка света (DLP)
Цифровая обработка света, или DLP, представляет собой метод фотополимеризации в ванне, в котором используется цифровой проектор для одновременного отверждения целых слоев жидкой смолы. В отличие от стереолитографии (SLA), при которой каждое поперечное сечение отслеживается с помощью УФ-лазера, DLP проецирует все изображение слоя с помощью светового проектора.
Этот процесс значительно ускоряет печать, особенно при изготовлении нескольких деталей или деталей с большей площадью поперечного сечения.
DLP использует фотополимерную смолу, аналогичную той, которая используется в принтерах SLA. Эти материалы требуют опорных конструкций для определенной геометрии и часто нуждаются в этапах последующей обработки, таких как промывка изопропиловым спиртом и отверждение УФ-излучением. Каждый пиксель в проекторе становится вокселем — по сути, трехмерным пикселем, что приводит к высокодетализированным элементам поверхности.
Этот метод особенно полезен, когда вам нужна мелкая детализация и скорость. Хотя по разрешению оно может соответствовать или даже превосходить SLA, оно во многом зависит от разрешения проектора.
В системах более низкого уровня могут наблюдаться артефакты пикселизации, но современные настольные DLP-принтеры в значительной степени смягчают это явление благодаря улучшенной оптике и меньшему размеру пикселей.
Плюсы:
- Отверждает каждый слой смолы одновременно, увеличивая скорость печати.
- Отличное разрешение деталей, идеально подходящее для сложных деталей, напечатанных на 3D-принтере.
- Часто более доступно, чем широкоформатные системы SLA.
- Постоянная адгезия слоев и гладкая поверхность.
Минусы:
- Возможность видимой пикселизации в зависимости от разрешения проектора.
- Требуется точная калибровка цифрового светового пути.
- Чаны со смолой и оптика требуют тщательного ухода.
Жидкокристаллический дисплей (ЖК-дисплей)
3D-печать на основе ЖК-дисплея, также известная как стереолитография с маской, использует ЖК-панель для избирательного блокирования и пропускания света УФ-подсветки для отверждения смолы. Панель действует как трафарет, обнажая только те области каждого слоя, которые необходимо затвердеть.
Этот метод послойного отверждения аналогичен DLP, но вместо цифрового проектора используется ЖК-экран, что делает установку более компактной и доступной.
В последние годы популярность 3D-принтеров с ЖК-дисплеем возросла благодаря их низкой стоимости, высокому разрешению и простоте использования. Они особенно распространены в настольных компьютерах для обычных потребителей, потребителей и даже в стоматологии или ювелирном деле.
Некоторые модели теперь оснащены ЖК-экранами 4K и 8K, которые повышают детализацию и уменьшают видимую пикселизацию, что улучшает качество поверхности и разрешение.
Эти принтеры работают с широким спектром фотополимерных смол, как и системы DLP и SLA. Они могут достигать разрешения слоев от 35 до 100 микрон и точности размеров около ± 0,1–0,2 мм, в зависимости от объема сборки и качества экрана.
Плюсы:
- Бюджетная отправная точка для 3D-печати смолой.
- Компактные настольные компьютеры с высоким разрешением
- Быстрое отверждение слоя благодаря равномерному воздействию.
- Идеально подходит для мелкодетального прототипирования и изготовления небольших деталей.
Минусы:
- ЖК-экраны со временем изнашиваются и могут потребовать замены.
- Эффективное разрешение зависит от плотности пикселей экрана.
- Объемы сборки обычно меньше, чем у промышленных альтернатив.
Непрерывное производство жидкостного интерфейса (CLIP) и компьютерная осевая литография (CAL)
CLIP и CAL представляют собой новейшие достижения в области фотополимеризации в ваннах, расширяя границы того, насколько быстрым и бесперебойным может быть аддитивное производство. Вместо отверждения смолы слой за слоем с дискретными паузами, эти методы ориентированы на непрерывную печать, чтобы устранить видимые линии слоев и уменьшить механические недостатки.
CLIP, разработанный Carbon, использует уникальное окно, проницаемое для кислорода, для создания «мертвой зоны» прямо над источником света. Этот тонкий слой неотвержденной фотополимерной смолы остается в жидком состоянии во время печати, позволяя непрерывно вытягивать 3D-объект вверх из ванны.
В результате вы получаете чрезвычайно гладкую поверхность и детали, которым не нужно делать паузу между слоями. Этот процесс также повышает прочность деталей и снижает потребности в постобработке производственных деталей.
CAL, все еще находящаяся на ранней стадии разработки, подходит к этой задаче по-другому. Он проецирует несколько 2D-изображений во вращающийся объем жидкой смолы.
Реконструируя геометрию одновременно со всех сторон, CAL обеспечивает объемное отверждение. Это радикально сокращает время, необходимое для изготовления сложной детали, и позволяет создавать целые 3D-печатные детали за считанные минуты.
Плюсы:
- Чрезвычайно высокая скорость печати без прерывания печати слоев.
- Гладкая поверхность и уменьшенное количество механических слоев.
- Идеально подходит для функциональных прототипов и компонентов промышленного уровня.
Минусы:
- Требуется современное дорогостоящее оборудование.
- Ограниченный выбор материалов по сравнению с традиционными полимерными 3D-принтерами.
- Клиентская лицензия CAL пока не широко доступна для коммерческого использования.
Порошковая кровать
Сплавление в порошковом слое (PBF) относится к категории процессов аддитивного производства, при которых слои тонкого порошка, обычно полимеров или металлов, избирательно сплавляются с использованием источника высокой энергии, такого как лазер или электронный луч.
По мере того, как каждый новый слой порошка распределяется по рабочей платформе, источник тепла плавит или спекает определенные области, слой за слоем образуя сплошные поперечные сечения детали.
Что отличает PBF, так это его способность создавать изделия сложной геометрии с исключительными механическими свойствами. Поскольку нерасплавленный порошок окружает напечатанную деталь, он естественным образом поддерживает выступы и внутренние конструкции.
Это устраняет необходимость во многих традиционных опорных структурах, особенно в системах на основе полимеров, таких как селективное лазерное спекание.
PBF поддерживает широкий спектр материалов инженерного класса. Распространенные варианты включают нейлон, полиамидные композиты, нержавеющую сталь, титан и алюминий.
Эти порошки выбраны из-за их механической прочности, термической стойкости и особенностей применения. Независимо от того, разрабатываете ли вы быстрые прототипы или функциональные компоненты для конечного использования, этот процесс предлагает впечатляющую универсальность.
Одним из основных преимуществ плавления в порошковом слое является возможность добиться качества литья под давлением для 3D-печатных деталей, особенно с точки зрения механических свойств и долговечности.
Однако этот процесс требует современного оборудования, камер с инертным газом (для металла PBF) и квалифицированной последующей обработки для удаления излишков порошка и улучшения качества поверхности.
Системы PBF обычно предлагают объемы сборки от 200 до 400 мм по каждой оси. Многие производители используют их для мелкосерийного производства, размещая десятки деталей за один проход. Такая масштабируемость является ключевым преимуществом экономичного аддитивного производства на уровне производства.
Селективное лазерное спекание (SLS)
SLS — один из наиболее известных методов сварки порошкового слоя на основе полимеров, используемых в индустрии 3D-печати. В нем используется мощный лазер для сканирования и спекания порошкового материала (обычно нейлона или полиамидных композитов) в твердые функциональные детали.
Каждое сечение слой за слоем сплавляется внутри нагреваемой камеры, не требуя внешних опорных конструкций.
SLS широко ценится за гибкость материалов. Вы часто будете работать с нейлоном PA12 или PA11, иногда с добавлением углеродного волокна, стеклянных шариков или гибких эластомеров. Эти порошки обеспечивают надежный баланс между прочностью, долговечностью и свободой проектирования, что делает SLS идеальным для быстрого прототипирования и мелкосерийного производства деталей.
Общие области применения включают корпуса, приспособления, кронштейны, приспособления, защелки и детали для функциональных испытаний. Точность размеров обычно составляет ±0,3 мм или ±0,3% длины детали, что делает ее конкурентоспособной по сравнению с некоторыми традиционными методами производства.
Разрешение слоев для SLS обычно составляет от 100 до 150 микрон. Хотя индивидуальная скорость сборки зависит от мощности принтера и лазера, возможность одновременного размещения нескольких деталей значительно повышает производительность.
Плюсы:
- Нет необходимости в опорных конструкциях из-за окружающего порошкового слоя.
- Отличные механические свойства, идеально подходят для функциональных деталей и деталей конечного использования.
- Высокая устойчивость к износу и нагреву некоторых конструкционных материалов.
- Совместимость со сложной геометрией и мелкими деталями дизайна.
Минусы:
- Поверхность порошкообразная, может потребоваться сглаживание или покрытие.
- Более высокая стоимость оборудования и требования к техническому обслуживанию.
- Порошок необходимо обновлять или перерабатывать между сборками.
Многоструйный синтез (MJF)
Multi Jet Fusion — это усовершенствованный метод сварки в порошковом слое, используемый в 3D-печати. Вместо использования лазера для спекания порошка, такого как SLS, MJF избирательно распыляет плавящий агент на слой полимерного порошка, а затем применяет инфракрасное тепло для соединения частиц.
Это приводит к более быстрому и равномерному слиянию слоев, что делает MJF высокоэффективным решением в аддитивном производстве.
Чаще всего в MJF используется нейлон (PA12), а новые разработки включают ТПУ, полипропилен и огнестойкие материалы. Эти полимеры технического класса идеально подходят для функциональных деталей, требующих прочности, точности и постоянства механических свойств.
MJF часто используется для мелкосерийного производства деталей, корпусов, кронштейнов и корпусов по индивидуальному заказу. Это может оказаться особенно полезным для компонентов с мелкими внутренними элементами или текстом, который должен оставаться разборчивым после печати.
Точность размеров часто находится в пределах от ±0,2 до 0,3 мм, что делает его более точным, чем многие методы моделирования наплавлением.
Толщина слоя обычно составляет от 80 до 120 микрон. Поскольку каждый слой сплавляется одновременно по всему поперечному сечению, скорость печати значительно выше, чем при использовании лазерных процессов, таких как SLS.
Плюсы:
- Однородные механические свойства по всей детали
- Быстрее, чем SLS, благодаря слиянию слоев по всей поверхности.
- Благодаря окружающему порошку не требуются опорные конструкции.
- Более гладкая поверхность по сравнению с обычными спеченными деталями.
Минусы:
- Более высокие затраты на материалы и оборудование.
- Постобработка все еще требуется для удаления остатков порошка и улучшения внешнего вида.
Селективное лазерное плавление (SLM)
Селективная лазерная плавка — это процесс плавки порошкового слоя металла на основе мощного лазера для полного плавления металлических частиц в плотные и прочные детали.
В отличие от спекания, при котором материал сплавляется при более низких температурах, SLM создает полностью затвердевшие слои, что ближе по характеристикам к традиционным металлическим компонентам.
SLM работает с такими материалами, как нержавеющая сталь, титан, кобальт-хром и алюминий. Эти металлы широко используются в отраслях, где важны прочность, точность и долговечность, например в аэрокосмической, автомобильной, медицинских имплантатах и промышленных инструментах.
Типичная точность размеров находится в диапазоне от ±0,1 до ±0,2 мм, в зависимости от геометрии детали и стратегии сканирования. Разрешение слоев хорошее, от 20 до 50 микрон, что позволяет печатать детализированные компоненты со сложными внутренними характеристиками.
Плюсы:
- Производит почти 100% плотные металлические детали.
- Механические свойства соответствуют традиционному производству или превосходят его.
- Позволяет создавать очень сложную геометрию, например решетчатые конструкции или охлаждающие каналы.
- Совместимость с такими важными секторами, как аэрокосмическая и медицинская промышленность.
Минусы:
- Машины дорогие и требуют среды инертного газа.
- Постобработка трудоемка (снятие поддержки, термообработка, отделка поверхности).
- Меньшая скорость печати по сравнению с наплавкой в порошковом слое на основе полимера.
Прямое лазерное спекание металлов (DMLS)
Прямое лазерное спекание металлов (DMLS) — это процесс плавления в порошковом слое, при котором мощный лазер спекает частицы металлического порошка слой за слоем для создания сложных металлических компонентов.
Подобно селективному лазерному плавлению (SLM), DMLS может работать вблизи точки плавления металла, а не полностью плавить порошок — в зависимости от требований к сплаву и материалу.
Чаще всего в DMLS используются нержавеющая сталь, инструментальная сталь, титановые сплавы и суперсплавы на основе никеля. Эти материалы обычно используются в аэрокосмической отрасли, промышленной оснастке и медицинском оборудовании.
Функциональные прототипы и детали для мелкосерийного производства выигрывают от этого процесса, особенно когда обычное производство предполагает дорогостоящие субтрактивные операции.
DMLS обеспечивает точность размеров в диапазоне от ±0,1 до ±0,2 мм и использует высоту тонкого слоя от 20 до 50 микрон. Скорость печати варьируется в зависимости от стратегии сканирования и мощности машины, но обычно она соответствует другим технологиям аддитивного производства металлов.
Плюсы:
- Позволяет создавать консолидированные высокопрочные детали, напечатанные на 3D-принтере.
- Поддерживает сложные геометрии, недоступные при традиционной обработке.
- Минимизация отходов материала по сравнению с ЧПУ или литьем.
- Совместимость со многими высокопроизводительными сплавами, используемыми в ответственных отраслях.
Минусы:
- Требуется защита инертным газом (аргоном или азотом).
- Могут быть связаны с внутренними напряжениями, требующими термообработки после печати.
- Затраты на оборудование и материалы относительно высоки.
Электронно-лучевая плавка (ЭЛП)
Электронно-лучевая плавка (EBM) — это еще один процесс плавления в слое металлического порошка, но вместо лазера в нем используется сфокусированный луч электронов для соединения частиц вместе.
Уникальность EBM заключается в том, что он работает в камере с высоким вакуумом, что значительно снижает окисление и поддерживает высокотемпературные материалы.
Вы часто обнаружите, что EBM используется с титановыми сплавами и кобальтом-хромом — металлами, широко используемыми в аэрокосмической и биомедицинской промышленности. Возможность печатать легкие конструкции с высокими механическими свойствами делает его особенно ценным для изготовления ортопедических имплантатов и компонентов высокопроизводительных двигателей.
Точность размеров обычно составляет около ±0,2 мм или лучше, а толщина слоя составляет от 50 до 100 микрон. Предварительный нагрев рабочей камеры помогает снизить остаточное напряжение, позволяя изготавливать детали с минимальным короблением.
Плюсы:
- Идеально подходит для материалов, склонных к окислению благодаря вакууму.
- Высокая температура сборки повышает прочность деталей и снимает напряжения.
- Поставляет полностью плотные 3D-печатные детали с однородными свойствами.
- Подходит для медицинских имплантатов и компонентов аэрокосмического класса.
Минусы:
- Требуется вакуумная работа, что увеличивает время и сложность установки.
- Ограниченный выбор материалов по сравнению с лазерной 3D-печатью металлом.
- Постобработка по-прежнему необходима для удаления поддержки и финишной обработки поверхности.
Лазерная сварка в порошковом слое (LPBF)
 Лазерная сварка в порошковом слое (LPBF) — это общий термин для лазерных технологий 3D-печати металла, таких как селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS).
Лазерная сварка в порошковом слое (LPBF) — это общий термин для лазерных технологий 3D-печати металла, таких как селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS).
В этом процессе аддитивного производства используется мощный лазер для избирательного плавления или спекания слоев тонкого металлического порошка, образуя полностью плотные и очень сложные 3D-печатные детали. Каждый слой материала наносится и сплавляется в контролируемой среде, обычно с потоком инертного газа для предотвращения окисления.
Вы часто будете работать с широким спектром материалов для 3D-печати в LPBF, включая нержавеющую сталь, титановые сплавы и алюминий. Эти конструкционные материалы особенно популярны в аэрокосмической, медицинской и автомобильной отраслях благодаря их соотношению прочности к весу и способности образовывать сложную геометрию.
Точность размеров обычно составляет от ±0,1 до ±0,2 мм, что достаточно для производства деталей и функциональных прототипов. Толщина слоя обычно составляет от 20 до 60 микрон, что обеспечивает мелкую детализацию поверхности. Скорость печати зависит от мощности лазера, стратегии сканирования и сложности детали.
Плюсы:
- Создает полностью плотные детали с высокими механическими свойствами.
- Подходит для разработки высокопроизводительных продуктов и промышленных компонентов.
- Позволяет создавать сложные геометрические фигуры, которые невозможно реализовать при традиционном производстве.
- Совместимость с широким спектром материалов.
Минусы:
- Дорогие 3D-принтеры и порошковое сырье.
- Требуется постобработка (например, удаление поддержек, улучшение качества поверхности)
- Ограниченный объем сборки, а иногда и медленнее для крупномасштабных деталей.
Стройная обработка материала
Струйная обработка материала — это процесс аддитивного производства, ориентированный на точность, при котором детали изготавливаются путем нанесения крошечных капель жидкого материала на сборочную платформу. Эти капли, часто фотополимеры или воскоподобные вещества, затвердевают слой за слоем под воздействием ультрафиолета или термического отверждения.
Этот процесс напоминает 2D-струйную печать, но вместо создания плоских изображений он создает полностью трехмерные объекты.
Вы обнаружите, что струйная обработка материала идеальна, когда качество поверхности и детализация имеют наибольшее значение. Строительный материал подается через несколько сопел, иногда вместе с отдельным вспомогательным материалом. Эта поддержка позже растворяется или удаляется, оставляя после себя чистую, сложную геометрию с минимальной ручной очисткой.
Поскольку каждая капля размещается с высокой точностью, полученные детали могут содержать несколько материалов или даже несколько цветов в рамках одного отпечатка, что отличает его от многих других процессов 3D-печати.
Струйная обработка материалов часто используется со смолами, отверждаемыми УФ-излучением, эластомерными чернилами и воском. Эти материалы позволяют создавать визуальные прототипы, функционально тестировать мягкие на ощупь компоненты и даже изготавливать пресс-формы.
Because it can produce smooth surface finishes and capture ultra-fine resolution, it’s especially useful for design validation, medical visualization models, or overmold simulations in product design workflows.
However, this method does come with trade-offs. Photopolymers used in material jetting generally don’t match the mechanical strength of thermoplastics used in fused deposition modeling. Material costs are also higher, and parts may be sensitive to prolonged UV exposure.
PolyJet
PolyJet is a high-resolution material jetting technology that precisely jets and cures layers of photopolymer using UV light. The process builds parts with exceptional surface finish and detail by depositing droplets layer by layer, similar to an inkjet printer working in 3D. It’s a powerful option if you need visual accuracy, multiple material properties, or color simulation in a single part.
You can choose from a wide range of materials—rigid, rubber-like, transparent, or high-temperature resins—many of which are blendable in real time during printing. This allows you to replicate overmolded parts, simulate silicone or soft-touch textures, and produce full-color prototypes for marketing or ergonomic testing.
PolyJet typically offers dimensional accuracy within ±0.1–0.2 mm and layer heights down to 16 microns.
Print speed depends on the model’s size and complexity, but the ability to jet multiple materials at once increases throughput for multi-property components. It’s most commonly used for concept models, dental or medical devices, and design verification of complex assemblies.
Плюсы:
- Exceptional surface finish and resolution (as low as 16 microns)
- Ability to print multiple materials and colors in one part
- Smooth gradient transitions for lifelike visual models
- Supports dissolvable or water-removable support structures
- Ideal for overmold simulations and concept validation
Cons:
- Parts may degrade when exposed to long-term UV light
- Lower mechanical durability compared to thermoplastics
- Material costs are relatively high
- Photopolymer parts are not ideal for load-bearing functions
NanoParticle Jetting (NPJ)
NanoParticle Jetting (NPJ) is a precision-driven 3D printing process that deposits liquid suspensions containing nanoparticles of metal or ceramic materials. These suspensions are jetted layer by layer, similar to how inkjet printers work—except instead of ink, the droplets contain densely packed particles.
After deposition, the liquid carrier evaporates or is removed, and the remaining solid material is sintered in a post-processing stage to form a high-density part.
This method enables the creation of fine-featured metal or ceramic components. Common 3D printing materials for NPJ include stainless steel, zirconia, and other engineering-grade alloys and ceramics. These parts are ideal for industries that demand miniaturization and high mechanical properties, such as medical, aerospace, and electronics.
You’ll often find NPJ used for prototypes and production parts that require tight tolerances, such as surgical tools or micro-mechanical assemblies. It’s capable of producing intricate geometries and detailed surface textures without the need for traditional support structures, thanks to the inherent self-supporting nature of each layer during the drying stage.
Dimensional accuracy generally falls within ±0.1–0.2 mm, although some shrinkage occurs during sintering. Print speed is moderate and depends on part geometry and the thickness of the printed layers. Layer resolution is usually within 20–50 microns, allowing for highly detailed builds.
Pros:
- Capable of producing dense metal or ceramic parts with fine details
- Minimal material waste compared to subtractive methods
- No need for complex support removal systems
- Suitable for multi-material applications using different suspensions
Cons:
- Requires post-processing via sintering, which adds time and cost
- Dimensional changes from shrinkage must be anticipated in design
- Material options are more limited than in polymer-based technologies
- Equipment and nanoparticle inks can be expensive
Binder Jetting
Binder jetting is a 3D printing process where a liquid binding agent is selectively deposited onto thin layers of powder, gradually building up a part layer by layer. Unlike energy-intensive methods like laser sintering or melting, this approach relies on adhesion between particles to create what’s called a “green part.”
The materials used in binder jetting are diverse—metals, ceramics, sand, and polymer powders are all common.
Once a part is fully printed, it often requires post-processing to gain final strength. This may involve sintering, infiltration with metals like bronze, or curing, depending on the base material.
Binder jetting stands out for its speed and scalability. Because it doesn’t use lasers or high heat during printing, machines can process layers more rapidly and in larger volumes. However, accuracy and final density often depend on the specific post-processing route used.
Applications range from functional metal components to full-color architectural models made with plaster-like gypsum powder. You’ll also find it used in low- to mid-volume production of parts where traditional manufacturing would be cost-prohibitive.
Because it prints without the need for complex support structures, binder jetting is ideal for geometries that would be challenging with other 3D printing methods.
Metal Binder Jetting
Metal binder jetting is a subset of the binder jetting process that targets metallic powders. Instead of melting the metal directly, a print head deposits a binding agent onto the metal powder layer by layer.
After printing, the “green” part is sintered in a furnace to fuse the particles and achieve the required strength and density.
Typical materials include stainless steel, tool steel, and cobalt-chrome, which are all known for their mechanical properties and thermal resistance. This makes the process well-suited for end-use parts in aerospace, industrial tooling, and even consumer electronics.
Dimensional accuracy is typically in the ±0.3–0.5 mm range, though sintering shrinkage must be anticipated during the design phase. Print speed is a major advantage since it avoids point-by-point scanning. Layer resolution usually falls between 50 and 100 microns.
Плюсы:
- Lower machine and operational costs than laser-based metal 3D printing systems
- No need for support structures during the build phase
- Allows production of complex geometries and internal channels
- Ideal for batch production of small metal parts
Минусы:
- Final part density may be lower than laser-melted components
- Sintering introduces shrinkage and potential warping
- Post-processing can add time and complexity
Sand Binder Jetting
Sand binder jetting is a form of binder jetting where layers of sand are selectively bonded using a liquid adhesive.
The process creates large-scale molds and cores that are primarily used in metal casting applications. Instead of producing the final part, this method builds complex sand forms that act as temporary structures into which molten metal is poured.
The materials typically include silica sand and specialty foundry-grade sands. These sands are chosen for their thermal stability and compatibility with different casting alloys.
You’ll find this method valuable in industries like automotive, heavy machinery, and aerospace, where intricate or large cast components are needed quickly.
Dimensional accuracy ranges from ±0.5 to ±1 mm, depending on sand grain size and geometry. Although the layer resolution is coarser than polymer-based processes, it’s more than sufficient for foundry-grade precision. One of the standout benefits is the high print speed, especially when producing large molds or multi-part assemblies.
Плюсы:
- Enables fast production of large, complex casting molds
- Eliminates traditional mold tooling, reducing cost and time
- Allows internal geometries not possible with conventional sand cores
- Scalable for industrial applications
Минусы:
- Printed object is not the final part; casting is a required next step
- Limited to foundry sands; surface finish depends on particle size
- Fragility of green molds may require careful handling before use
Plastic Binder Jetting
 Plastic binder jetting operates by jetting a liquid adhesive onto fine layers of polymer powder. Over successive layers, a “green” object is formed. After printing, parts typically undergo post-processing steps—like curing in an oven or chemical infiltration—to reach final strength and durability.
Plastic binder jetting operates by jetting a liquid adhesive onto fine layers of polymer powder. Over successive layers, a “green” object is formed. After printing, parts typically undergo post-processing steps—like curing in an oven or chemical infiltration—to reach final strength and durability.
Common materials used in this process include thermoplastic powders, resin powders, and sometimes full-color composites. These materials can produce vivid, detailed parts that are especially useful for visual prototypes, marketing samples, and moderate-strength components.
Dimensional accuracy usually falls within ±0.3 to ±0.5 mm, depending on geometry and finishing techniques.
Print speed tends to be high because the process avoids laser scanning, making it an efficient option for volume prototyping or display-grade production. Layer resolution typically ranges from 100 to 200 microns.
Плюсы:
- Ideal for full-color 3D printing with rich visual detail
- Fast throughput with relatively low machine complexity
- No laser or complex energy source required
- Good for marketing models and concept design validation
Минусы:
- Requires careful curing or post-infiltration to reach usable strength
- Lower mechanical properties compared to other polymer 3D printing methods
- Parts can be brittle if not properly post-processed
Directed Energy Deposition (DED)
Directed Energy Deposition (DED) is a metal 3D printing process where material is fed directly into a high-energy source—usually a laser, electron beam, or plasma arc—which creates a melt pool on the surface of a substrate.
Wire or powdered feedstock is melted upon contact, then solidifies as you build up the part layer by layer. Unlike powder bed fusion, which forms parts in a static bed, DED uses motion-controlled multi-axis systems to apply material dynamically in various directions.
One of the major strengths of DED is its ability to add material to existing components. You can use it to repair damaged parts, reinforce areas with wear, or add entirely new features to an otherwise finished component.
This makes it incredibly valuable in aerospace, oil and gas, and defense sectors where part costs are high and downtime is expensive.
DED is compatible with a variety of metals, including stainless steel, titanium, nickel-based superalloys, and even composite materials. The process supports rapid deposition rates, which is especially useful for building large parts near net shape. However, you’ll often need follow-up machining or post-processing to achieve precision tolerances or smoother surfaces.
Since shielding gas is critical during energy deposition, a stable inert atmosphere helps prevent oxidation or contamination.
Some systems also enable gradient material transitions by blending powders during deposition.
You should consider DED if you’re looking to extend the life of expensive components, experiment with multi-material designs, or produce large-scale metallic parts that can’t be made efficiently through traditional manufacturing methods.
Laser Directed Energy Deposition
Laser Directed Energy Deposition (L-DED) is a specific type of DED that uses a focused laser beam to melt metal feedstock, usually in the form of powder or wire directly onto a build surface. This method is excellent for adding new material to existing parts or fabricating large metal structures from scratch.
L-DED supports a wide range of metals including tool steels, titanium, cobalt-chrome, and nickel superalloys.
These materials are typically used in high-performance or mission-critical applications. Think turbine blade repairs, aerospace brackets, or custom medical components where both size and strength matter.
Dimensional accuracy for laser DED generally ranges from ±0.5 mm to ±1 mm. While this is coarser than what powder bed systems can achieve, it’s often sufficient when you plan to machine the part post-build.
The layer resolution typically falls between 300 and 1000 microns, depending on the laser settings, nozzle diameter, and material feed rate.
Плюсы:
- Supports large parts and hybrid manufacturing with fewer size constraints
- Ideal for repair and refurbishment of high-value components
- Flexible deposition with multi-axis robotic systems
- Utilizes common welding powders, reducing raw material costs
Минусы:
- Requires precision machining afterward to achieve tight tolerances
- Equipment and operation complexity drive up initial cost
- Surface finish is rougher and may require secondary processing
Electron Beam Directed Energy Deposition
Electron Beam Directed Energy Deposition (EB-DED) is a metal additive manufacturing method that uses a focused electron beam to melt metal wire or powder feedstock, layer by layer.
The process is performed inside a vacuum chamber to prevent oxidation and ensure high purity in the final part. Unlike laser-based systems, the electron beam offers deeper penetration and faster energy transfer, making it well-suited for reactive materials.
EB-DED is commonly used with titanium alloys, nickel-based superalloys, and stainless steels. These materials are ideal for aerospace, energy, and defense sectors—especially when large structural parts or critical repairs are needed.
The vacuum setup not only protects the metal from oxidation but also enhances bonding and thermal stability.
Dimensional accuracy is usually around ±1 mm, depending on the feedstock form, beam stability, and system calibration. Layer resolution is coarse, often ranging from several hundred microns to a few millimeters.
While this limits fine detail, the process shines when you need fast deposition over large areas.
Плюсы:
- Enables high deposition rates for large or heavy-duty parts
- Vacuum chamber prevents oxidation and preserves material properties
- Excellent for working with reactive metals like titanium
Минусы:
- Requires a large vacuum system, increasing setup time and machine size
- Limited to materials that perform well under vacuum conditions
- Surface finish is rough and needs post-processing for precision
Wire Directed Energy Deposition
Wire Directed Energy Deposition (Wire DED) is a form of metal 3D printing where a spool of metal wire is continuously fed into a melt pool generated by a laser, electron beam, or plasma arc.
This process enables you to build up layers of metal quickly and efficiently, particularly when you’re dealing with large-scale structures or repairs.
Wire DED supports a wide range of materials, including stainless steel, titanium alloys, and aluminum alloys. It’s often chosen for aerospace frames, marine parts, and large industrial structures that benefit from thick wall sections and robust material properties.
Because wire feedstock is easier to handle and generally safer than metal powder, it’s also attractive for operations focused on safety and simplicity.
Dimensional accuracy for wire DED typically ranges around ±1 mm. The print speed can be quite high thanks to the continuous feed, although layer resolution is on the coarser side, often over 1 mm per layer.
Despite this, you can achieve excellent mechanical strength, especially when paired with subtractive finishing processes like CNC machining.
Плюсы:
- Lower material cost and safer handling than powder-based systems
- Faster build rates for large-scale parts
- Suitable for repairs and bulk material additions
Минусы:
- Requires machining to achieve fine tolerances and surface finish
- Not ideal for highly detailed or intricate geometries
- Limited design freedom compared to powder-based 3D printing
Cold Spray
Cold spray is a form of directed energy deposition where metal powders are accelerated to supersonic speeds using compressed gas and then directed at a target surface.
Unlike other 3D printing methods that rely on melting, cold spray achieves bonding through solid-state deformation. When the particles hit the surface at high velocity, they plastically deform and adhere without undergoing any melting.
This unique approach enables you to apply material without the thermal stress typically associated with metal additive manufacturing.
This process is well-suited for materials like aluminum, copper, titanium, and other ductile alloys. Because of its low-heat nature, cold spray is often used in the additive manufacturing industry to repair aerospace components, restore damaged surfaces, or apply corrosion-resistant coatings.
It’s also useful for creating functional metal parts with decent mechanical properties, especially when thermal distortion must be avoided.
Dimensional accuracy tends to be relatively coarse, around ±1 mm or more due to the spray nature of deposition. Layer resolution is also limited, so you’ll often need post-processing or machining to achieve precision. However, cold spray offers fast coverage, especially for larger parts.
Плюсы:
- Minimal heat input reduces oxidation, warping, or thermal distortion
- Ideal for repair applications or surface coating in high-performance industries
- No melting means metallurgical integrity of base material is preserved
Минусы:
- Coarse resolution and surface roughness limit use in high-detail applications
- Requires specialized, high-pressure gas equipment
- Not ideal for complex 3D printed parts or internal geometries
Molten Directed Energy Deposition
Molten Directed Energy Deposition (DED) refers to additive manufacturing processes where the feedstock—typically metal wire—is fully melted during deposition.
Unlike standard wire DED, molten DED focuses on controlling the melt pool with greater precision or alternative energy inputs, such as variable arc control or plasma transfer. This allows for more consistent material flow and fusion, especially in large-scale metal parts.
Materials commonly used include stainless steels, titanium alloys, and nickel-based superalloys. These are often chosen for applications in shipbuilding, energy infrastructure, and heavy machinery.
Whether you’re fabricating structural frames or adding material to worn parts, molten DED enables you to build big—fast.
Dimensional accuracy is usually coarse, in the range of ±1–2 mm. Layer resolution is also larger, often exceeding 1 mm per pass. But that’s a tradeoff many are willing to make for the speed and size advantages this process delivers.
Плюсы:
- High deposition rates make it ideal for large, bulky components
- Suitable for multi-material builds and custom alloy mixing
- Effective for adding features or repairing large industrial equipment
Минусы:
- Significant thermal gradients can introduce residual stress
- Requires post-machining for accuracy and smoother surface finish
- Geometry complexity is limited compared to powder-based 3D printing
Sheet Lamination
Sheet lamination is a group of 3D printing processes where objects are created by stacking and bonding sheets of material layer by layer.
These sheets, commonly paper, metal foil, or plastic film—are either pre-coated with adhesive or fused during the build process through heat, pressure, or ultrasonic welding.
Once a layer is bonded, a laser or blade cuts the profile of the part, either before or after the bonding stage.
Unlike some additive manufacturing methods that require high-energy sources like lasers or UV light, sheet lamination operates at lower temperatures.
This makes it a more cost-effective option for producing large parts, especially in applications where surface finish or material strength is not the primary concern.
Materials often used in this process include standard office paper for color prototypes, polymer films for lightweight models, or thin metal foils for structural or embedded-function parts. Depending on the bonding and cutting technique used, the level of detail and final mechanical properties can vary.
Sheet lamination is often chosen for its speed, affordability, and ability to create large visual prototypes quickly. Its applications range from architectural models and packaging mockups to experimental builds involving embedded electronics or multi-material stacking.
Laminated Object Manufacturing (LOM)
Laminated Object Manufacturing, or LOM, is a specific type of sheet lamination where layers of adhesive-backed material are bonded together and cut to shape, one layer at a time. It works by feeding sheets—usually paper—over a build platform.
Each layer is bonded using heat and pressure, then shaped with a laser or mechanical blade based on the CAD design.
This process is straightforward and cost-effective, particularly useful when you need a large physical prototype quickly but don’t need engineering-grade mechanical properties. It doesn’t use photopolymers or require a controlled atmosphere, which makes it relatively easy to implement in an office or design studio environment.
Typical materials include standard paper, plastic films, or thin composite sheets. Paper-based builds can even include color by printing graphics onto each sheet before layering. Once the part is finished, excess material is trimmed, and post-processing like sanding or sealing can improve appearance.
The layer resolution of LOM is usually determined by sheet thickness; usually around 0.1–0.2 mm. Depending on blade sharpness and calibration, the dimensional accuracy is within ±0.5–1 mm.
Pros
- Low-cost raw materials (especially paper)
- High-speed production for large models
- Easy to operate without hazardous materials
- Simple post-processing and cleanup
Cons
- Limited mechanical properties for structural parts
- Visible layer lines, especially on paper builds
- Not suitable for fine detail or functional testing
- Significant waste from trimmed sheet margins
Ultrasonic Consolidation (UC)
Ultrasonic Consolidation is a solid-state additive manufacturing method where thin layers of metal foil are bonded using high-frequency ultrasonic vibrations. Unlike traditional 3D printing methods that rely on high heat or melting, UC fuses metal at a molecular level by vibrating the foil while applying pressure. This allows bonding without reaching the material’s melting point.
The process is part of the broader sheet lamination category in additive manufacturing. Each foil sheet is cut to shape using a CNC-controlled system and ultrasonically welded layer by layer.
Because there’s no full melting involved, this method avoids issues like residual stress or large heat-affected zones—making it ideal when you want to preserve original material properties.
Materials include lightweight metals like aluminum, titanium, and copper alloys—especially in foil form. UC can also embed sensors, wires, or electronics between layers, enabling functional integration in a single part.
Applications are most common in aerospace and defense, where you might need lightweight structures with embedded components, or multi-metal parts for complex mechanical behavior. Its dimensional accuracy typically falls within ±0.2–0.3 mm, though final machining is often performed for tight tolerances.
Print speed is moderate; each weld is fast, but layering takes time due to foil preparation and trimming. Also, the layer resolution depends on foil thickness—usually between 50 to 200 microns.
Pros
- Minimal thermal distortion and residual stress
- Can bond dissimilar metals effectively
- Supports embedding of sensors or electronics during printing
- Avoids oxidation due to solid-state bonding
Cons
- Requires specialized ultrasonic welding equipment
- Limited to foil-based feedstock
- Post-processing often required for surface finish
- Slower overall speed for large parts compared to powder-based deposition
Additive Friction-Stir Deposition
 Additive Friction-Stir Deposition (AFSD) is a solid-state 3D printing process that builds parts without melting the feedstock. Instead of lasers or electron beams, this method uses a rotating tool or nozzle to force metal in solid or near-solid form onto a base surface.
Additive Friction-Stir Deposition (AFSD) is a solid-state 3D printing process that builds parts without melting the feedstock. Instead of lasers or electron beams, this method uses a rotating tool or nozzle to force metal in solid or near-solid form onto a base surface.
Friction between the tool and material generates enough heat to plastically deform and bond the layers. This energy-efficient process allows you to create or repair metal components while avoiding the residual stresses and porosity often seen in melt-based additive manufacturing methods.
You’ll typically see materials like aluminum, copper, and titanium used in AFSD due to their favorable mechanical properties and thermal conductivity. Since the feedstock stays below its melting point, the final part often retains better structural integrity.
AFSD is ideal for applications requiring large-scale structural builds, localized repair jobs, or multi-metal gradient structures.
It allows the integration of dissimilar alloys without forming brittle intermetallic layers—something difficult with traditional powder bed fusion or fused deposition modeling.
While the dimensional accuracy may still require post-machining for tight tolerances, the process enables unique possibilities for producing high-performance 3D printed parts with minimal distortion.
Other Emerging or Specialized 3D Printing Methods
Beyond the well-known additive manufacturing processes like fused deposition modeling and stereolithography, several specialized or still-developing 3D printing methods are gaining attention.
These techniques often tackle very specific design challenges, whether it’s printing micro-scale features, combining materials in a single build, or achieving full-color surface finishes for display models.
You’ll find these methods pushing boundaries in fields such as biomedical device manufacturing, embedded electronics, and aerospace prototyping.
Hybrid techniques are also emerging, where two or more energy deposition methods (like friction and powder) are combined.
These innovations continue to broaden the scope of 3D printing technology, expanding material compatibility, reducing printing time, and improving part resolution in unique ways.
3D Printing at Microscale or Nanoscale
When your project demands ultra-high precision, such as building medical micro-implants or lab-on-a-chip devices, microscale 3D printing enters the picture. These advanced systems use highly focused energy sources, including lasers or electron beams, to deposit or cure materials at resolutions measured in microns or even nanometers.
At this scale, specialized photopolymer resins and nanoparticle inks become essential. Some methods use two-photon polymerization to cure light-sensitive materials only at the precise focal point of a laser, allowing incredibly detailed structures to be built layer by layer. This results in 3D printed parts with minimal feature size and excellent dimensional accuracy.
Despite its precision, this method is slower than traditional processes and requires careful control over heat, material flow, and shrinkage. However, the benefits are significant when you’re working on microfluidics, drug delivery systems, or advanced electronics packaging.
Drop on Demand (DOD)
Drop on Demand (DOD) is a precision-oriented 3D printing method where droplets of build material are selectively deposited only where needed. Unlike continuous inkjet systems, DOD technology triggers each droplet individually, allowing you to achieve tight control over shape and detail. These droplets solidify immediately upon contact or through a curing process like UV exposure.
This process is commonly used for wax patterns in investment casting or small polymer parts that require detailed surface finish and dimensional accuracy. DOD printers often feature two nozzles, one for build material and one for support material that’s later dissolved or removed. Layer height can be as fine as tens of microns, making it ideal for smooth, intricate 3D printed parts.
Continuous Fiber Reinforcement (CFR)
CFR 3D printing combines traditional polymer extrusion with continuous fiber placement to boost mechanical strength. You feed fibers such as carbon, Kevlar, or glass through a specialized nozzle while depositing a thermoplastic matrix. The result is a high-strength composite that retains lightweight characteristics, something you’d want for functional parts in aerospace, automotive, or tooling applications.
The fiber paths can be customized within your computer-aided design software to align with stress loads, enhancing tensile performance where it’s needed most. Parts produced with this method often outperform metal in strength-to-weight ratio and can replace heavier components in structural designs.
Atomic Diffusion Additive Manufacturing (ADAM)
Atomic Diffusion Additive Manufacturing (ADAM) is a metal 3D printing technique that begins with metal rods encased in a polymer matrix. These rods are deposited layer by layer, forming a “green” part that retains the desired geometry but lacks full density. After printing, the part undergoes sintering, where heat causes the metal particles to diffuse and bond, resulting in a fully metallic component.
This process is ideal for complex metal parts that require simpler post-processing and is more cost-effective than some powder bed fusion systems. Since the base material is rod-shaped rather than powder, ADAM minimizes handling hazards and can increase deposition rates. It’s well-suited for prototyping, functional testing, and low-volume production of geometries that are difficult to achieve using traditional manufacturing methods. If you’re looking for a bridge between fused filament fabrication and direct metal laser sintering, ADAM is worth considering for its balance of safety, resolution, and performance
Powder Adhesion
Powder adhesion is a lesser-known additive manufacturing method closely related to binder jetting. Instead of using lasers or high-powered heat sources, it selectively bonds powder using chemical binders or controlled heat. This can involve applying infrared light or heat-absorbing agents to fuse specific regions of thermoplastic or composite powder. Each pass deposits a fine layer of material, which bonds where energy or binder is applied.
While the parts often need post-processing—such as sintering or infiltration—this technique offers flexibility in handling materials that respond poorly to direct melting. Maintaining a consistent powder bed is critical to ensure layer accuracy and part geometry. Powder adhesion processes are especially appealing for industries focused on prototyping and product development where powder bed fusion might be too costly or intense. As with most powder-based 3D printing methods, it emphasizes surface finish, build plate stability, and post-processing to refine mechanical properties and dimensional tolerances.
Plaster-Based 3D Printing &ColorJet Printing (CJP)
ColorJet Printing (CJP) is one of the few 3D printing processes capable of producing full-color models directly from CAD files, making it ideal when you need high-fidelity visuals for presentations, educational models, or marketing prototypes.
Each layer is formed by selectively depositing liquid binder and colored ink droplets onto a thin layer of gypsum powder. Over time, the printed part is built layer by layer with accurate coloring embedded in the structure.
After printing, parts can be strengthened and sealed using infiltration materials like epoxy resin, enhancing durability and vibrancy. The resulting 3D printed parts don’t possess high mechanical strength but excel in aesthetics and detail—particularly useful for architecture, figurines, and medical demonstrations.
ColorJet technology reflects the diverse applications of inkjet printing in additive manufacturing. Unlike other types of 3D printing that prioritize strength, CJP focuses on appearance, offering vibrant models at a lower cost and faster turnaround than polymer-based SLA or FDM 3D printing methods.
Selective Heat Sintering (SHS)
Selective Heat Sintering (SHS) is a thermoplastic-based additive manufacturing method that uses a thermal printhead to fuse powder rather than relying on high-power lasers like those used in selective laser sintering (SLS). The process is energy-efficient, operating at lower temperatures, and is well-suited for quick prototyping with polymers like nylon or polylactic acid (PLA).
In each layer, the printhead selectively applies heat to regions of the powder bed based on your 3D model.
As new layers are deposited, they fuse together and gradually build up the object. Since the heat input is lower than in laser sintering, SHS may result in parts with reduced mechanical properties and rougher surface finish, making it better suited for concept models than production parts.
If you’re exploring different types of 3D printing for prototyping without the cost and safety demands of laser-based machines, SHS offers an approachable entry point. It also supports workflows with smaller desktop machines and doesn’t require specialized build chambers.
Laser Metal Deposition (LMD)
Laser Metal Deposition (LMD) is a form of directed energy deposition that exclusively uses a laser as the energy source to melt metal feedstock—either wire or powder—as it is deposited. Unlike electron beam melting (EBM) or plasma-based systems, LMD is often integrated with CNC machines to convert them into hybrid platforms that combine additive and subtractive manufacturing in one setup.
This method is ideal for adding features to existing components or producing near-net-shape parts with minimal material waste. It enables precise control of the melt pool, which can help reduce thermal stress and improve overall surface finish compared to more generalized DED systems.
While it shares many traits with other 3D printing processes, its laser-based control and ability to repair or modify components mid-life make it particularly appealing for aerospace and industrial tooling applications.
Multi-Jet Modeling (MJM)
Multi-Jet Modeling (MJM) is a material jetting technique where multiple print heads dispense photopolymers or waxes in parallel lines across the build area. Each droplet is cured by UV light or solidified by cooling, depending on the material used.
This method stands out from typical inkjet printing by offering simultaneous deposition of support and build materials, allowing you to fabricate complex geometries with minimal post-processing.
Thanks to its fine resolution, sometimes under 20 microns, MJM is well-suited for concept models, investment casting patterns, and even dental devices. Because you can vary materials between jets, MJM can also create gradient structures or embed variable mechanical properties in a single build. While not the fastest of the 3D printing methods, its precision and surface quality give it a place in high-end product design and prototyping workflows.
Powder Bed and Inkjet Head (PBIH)
Powder Bed and Inkjet Head (PBIH) printing works by laying down thin layers of powder, often metal or ceramic, and then selectively depositing a liquid binder through an inkjet print head.
This technique is essentially a type of binder jetting, where the deposited binder holds the part together in a “green” state before final sintering or infiltration.
What makes PBIH unique is its material flexibility. It’s often used for research applications, small-batch production, or parts that require advanced ceramics or metal alloys. Because no lasers or thermal energy are used in the printing stage, there’s less warping and distortion, making it ideal for geometrically complex parts.
While mechanical properties depend on post-processing, this method is becoming a valuable tool in your 3D printing toolkit if you’re working with unconventional or fragile materials.
Photopolymer Jetting (PJ)
Photopolymer Jetting (PJ) is very similar to PolyJet 3D printing but can differ depending on the printer brand or specific system design. In this process, UV-curable photopolymers are jetted as tiny droplets onto the build plate and solidified with ultraviolet light.
The layer height can be extremely fine, often producing parts with a smooth surface finish and high dimensional accuracy.
Some PJ systems offer multiple nozzles for different material types, allowing you to create multi-color or multi-material prints within a single build. Other versions provide temperature-controlled print heads to maintain material viscosity for consistent droplet formation.
Because of its precision and quality, PJ is widely used in fields such as product design, dental modeling, and visual prototyping—where aesthetics and surface detail are more important than load-bearing performance.
How to Choose the Right 3D Printing Type for Your Needs?
 When choosing a 3D printing technology, start by identifying the base material that fits your project—thermoplastics, metal powders, ceramics, or photopolymers.
When choosing a 3D printing technology, start by identifying the base material that fits your project—thermoplastics, metal powders, ceramics, or photopolymers.
If you’re producing functional parts with high mechanical properties, selective laser sintering (SLS) or direct metal laser sintering (DMLS) may be better than basic fused deposition modeling (FDM).
For visual models or concept parts, stereolithography (SLA) or inkjet printing methods like Multi Jet Fusion (MJF) or PolyJet could deliver excellent surface finish and detail.
Geometry matters too. Are there overhangs, internal channels, or thin walls?
Processes like powder bed fusion or vat photopolymerization handle complex geometries better than material extrusion.
Budget also plays a role—binder jetting can offer lower unit costs at medium volumes, while traditional FDM 3D printers remain cost-effective for prototyping and consumer use.
Consider your accuracy and tolerance requirements. Some technologies like SLA or DMLS consistently hit sub-0.1 mm tolerances.
Others, such as large-format material extrusion or DED, may produce larger deviations but accommodate bigger build volumes.
Lastly, don’t overlook post-processing. Support removal, sanding, infiltration, and heat treatments all affect lead time and cost. If speed and minimal finishing matter most, aim for processes with clean support strategies or automated post-processing workflows.
Which 3D Printing Method Is Most Accurate?
If your top priority is accuracy, vat photopolymerization—especially SLA and DLP—is your best bet. These methods can achieve resolutions as fine as 25–50 microns, producing sharp edges, smooth surface finishes, and intricate features.
For high-precision metal parts, powder bed fusion technologies like DMLS or SLM are also excellent, often maintaining tolerances of ±0.1–0.2 mm.
However, final accuracy still depends on post-processing like machining or heat treatment to correct for shrinkage.
Material jetting methods such as PolyJet and photopolymer jetting also excel in accuracy and are ideal for smaller components that need tight dimensional control and visual detail.
In contrast, FDM 3D printing generally offers lower resolution and visible layer lines, though tuned machines can achieve decent results—especially for low-cost prototyping or fixtures where tolerances are less critical.
So, if you’re aiming for ultra-precise parts, start with SLA, DLP, or PolyJet, and consider metal powder bed fusion when strength and dimensional fidelity must combine.
What Is the Most Common 3D Printing Type?
Fused deposition modeling (FDM) is the most widely used 3D printing method across consumer, educational, and industrial segments.
This material extrusion process dominates due to its affordability, ease of use, and wide availability of plastic filaments.
Desktop FDM 3D printers are often priced under $500, making them ideal for classrooms, hobbyists, and small businesses. Many product designers and startups use them for prototyping and early-stage development.
Industrial FDM systems can handle engineering-grade thermoplastics with higher melting points, enabling production runs of durable parts. The popularity of FDM stems from its low entry barrier and the scalability it offers across multiple use cases.
Which Process Is Best for Complex Geometries?
Powder bed fusion (PBF), including selective laser sintering and selective laser melting, is the best method for printing intricate geometries.
It excels at producing parts with internal channels, fine lattice structures, and unsupported overhangs, especially when using polymer powder or metal powder as the base material.
Resin-based vat photopolymerization processes, like SLA or digital light processing, also perform exceptionally well with fine features and delicate structures. They provide high-resolution prints and are favored in industries requiring precision, such as dental modeling and medical devices.
Binder jetting offers similar freedom since the surrounding powder bed supports overhangs naturally. However, keep in mind that final properties depend on post-processing like sintering or infiltration. If you’re designing components with high complexity, these technologies offer the greatest design freedom.
Which Method Produces the Smoothest Surfaces?
SLA consistently delivers the smoothest surface finish among all 3D printing methods. It uses a UV laser to cure liquid resin layer by layer, producing minimal layer lines and high detail. This makes SLA ideal for visual prototypes, jewelry design, or dental models.
Material jetting also ranks high in surface quality. These systems jet tiny droplets of photopolymer and cure them instantly with UV light. The result is a nearly polished surface without the need for sanding or polishing.
For other methods like FDM or SLS, achieving similar finishes usually requires additional post-processing. Sanding, vapor smoothing, or coating can reduce visible layer lines, but the base print typically won’t match the native smoothness of photopolymer technologies.
What’s the Cheapest 3D Printing Method?
Fused deposition modeling (FDM) is typically the most affordable 3D printing method available. You’ll find low-cost desktop machines under $500, and basic thermoplastic filaments are inexpensive and widely accessible.
This makes FDM ideal for hobbyists, educators, and startups experimenting with prototyping or concept models.
Even in small production environments, its low material cost and minimal support requirements keep unit costs down.
For large prints or complex parts, however, FDM may not always remain the cheapest. Resin printers and binder jetting with gypsum can also offer cost-efficiency, especially when accuracy or color modeling is essential and post-processing is minimal.
Which 3D Printing Type Is Most Expensive?
Powder bed fusion (PBF) for metals, especially DMLS, SLM, and EBM is currently the most expensive form of 3D printing. These machines rely on high-powered lasers or electron beams, requiring precise energy deposition, inert gas handling, and extremely fine metal powder.
The cost goes beyond just the equipment. You’ll also have to factor in powder handling systems, post-processing tools, and highly trained technicians. Parts may need heat treatment or machining for final tolerances, adding labor and time.
These systems are often used in aerospace or medical sectors where performance justifies the investment, but for most users, the price tag is a major barrier to entry.
Which 3D Printing Process Is Fastest?
Continuous liquid interface production (CLIP), developed by Carbon, is among the fastest 3D printing processes. It builds parts continuously without stopping between layers, unlike most layer-by-layer techniques.
In other high-speed categories, multi jet fusion (MJF) and binder jetting also perform well. These methods apply entire layers of powder and binder in one pass, cutting down build time significantly for certain geometries.
Material extrusion can be fast when using pellet-fed systems and large nozzles, though you trade off fine detail. If you need production speed without sacrificing resolution, MJF and DLP (digital light processing) offer a strong balance.
Which 3D Printing Is Best for Metal Parts?
Powder bed fusion processes, specifically DMLS, SLM, and EBM are the best options for metal 3D printing. They produce fully dense, high-strength metal components that can match or exceed the performance of cast or machined parts.
These technologies are especially effective for complex geometries, tight tolerances, and critical applications in aerospace, medical, or tooling.
Proper post-processing like support removal, surface finishing, and thermal treatments ensures optimal results.
Binder jetting is an alternative for larger batches or lower-cost metal parts. While mechanical properties may be slightly lower, it offers faster throughput and lower material costs. For repairs or large features, directed energy deposition (DED) provides added flexibility.
Заключение
Yes, we’ve covered a lot, but here’s the truth:choosing the right 3D printing method isn’t about picking the “best” one. It’s about finding the one that fits you.
Each process, from simple fused filament fabrication (FDM) to high-end metal printing like DMLS or EBM, has its own strengths, costs, and materials. And whether you’re building a quick prototype, a functional part, or something that looks like it came out of a sci-fi movie, there’s a 3D printing solution waiting for you.
Maybe you’re just starting out with a low-cost desktop printer and some PLA. Or maybe you’re working with engineering-grade materials for aerospace parts.
Either way, this technology lets you create faster, smarter, and more flexibly than traditional manufacturing ever could. Today, 3D printing isn’t just for experimenting, it’s shaping real production across industries.
The best part? You don’t have to do it all alone. If you’re unsure which path to take, reach out to experts and 3D printing service provider like 3ERP who know the machines, the materials, and the methods.
Your perfect match isn’t just out there, it’s already printing.
Станок с ЧПУ
- Прототипирование и окончательное производство:объяснение ключевых отличий
- Макрос G65 для увеличения радиуса
- Когда следует отдавать на аутсорсинг прецизионные детали с ЧПУ:пример производства электромобилей
- ПИОНЕР СТАНКОВ С ЧПУ:ИСТОРИЯ ХВАЧХОН
- Фреза по дереву премиум-класса 1325 теперь поставляется в Хамад, Катар — высококачественное оборудование с ЧПУ
- Пошаговое руководство:загрузка и изменение размера графики в FangLing 2300A
- Полное руководство по программному обеспечению для плазменной резки с ЧПУ
- Проверка ограничения хода перед перемещением – определение из словаря ЧПУ
- Премиальный 5-осевой обрабатывающий центр с ЧПУ для резки каменных умывальников – доступен для продажи в Росс…
- Безопасная эксплуатация станков с ЧПУ:комплексное руководство для станочников