


Hust CNC Mill G90 Абсолютные координаты G91 Пример инкрементных координат
Пример простой базовой программы G-кода Hust CNC, который показывает разницу между абсолютной координатой G90 и инкрементальной координатой G91.
Это руководство также применимо к большинству ЧПУ Fanuc.
Это хороший ресурс для станочников и программистов станков с ЧПУ начального уровня, чтобы понять разницу между G90 и G91.
В системе управления фрезерным станком с ЧПУ Hust
G-код G90 используется для абсолютной координаты
G-код G91 используется для инкрементальной координаты.
Абсолютная координата G90
Исходная точка (нулевая точка заготовки) является ссылкой. Координаты всех точек, описывающих форму заготовки (детали станка), отсчитываются от начала координат.
Инкрементальная координата G91
Координаты всех точек, описывающих форму заготовки (детали станка), рассчитываются от конечной точки предыдущего кадра.
Гибкость ЧПУ Hust
Абсолютная координата G90
В режиме абсолютных координат G90
X используется для абсолютных перемещений по оси X.
Y используется для абсолютных перемещений по оси Y.
Z используется для абсолютных перемещений по оси Z.
Но в режиме абсолютной координаты G90 U, V, W могут использоваться для команд пошагового перемещения по оси
U используется для пошагового перемещения по оси X.
V используется для пошагового перемещения по оси Y.
W используется для пошагового перемещения по оси Z.
Короче говоря, если вы работаете в режиме абсолютной координаты G90, то при желании вы можете выполнять инкрементные перемещения, используя U, V, W.
Поэтому нет необходимости использовать G-код команды инкрементной координаты G91.
Инкрементальная координата G91
В режиме инкрементных координат G91
X используется для инкрементных перемещений по оси X.
Y используется для инкрементных перемещений по оси Y.
Z используется для инкрементных перемещений по оси Z
В режиме инкрементных координат G91 нельзя использовать U, V, W.
Пример программы ЧПУ
Hust CNC Mill G90 Абсолютные координаты G91 Пример инкрементной координаты
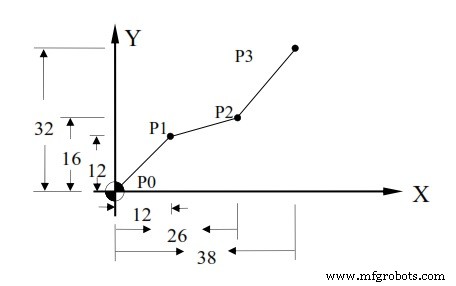
Абсолютная координата G90
N10 G00 X0.000 Y0.000 Position to work origin N20 G90 Set program to absolute value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X26.000 Y16.000 P0 to P2 N50 X38.000 Y32.000 P2 to P3 N60 M2
Инкрементальная координата G91
N10 G00 X0.000 Y0.000 Position to work origin N20 G91 Set program to increment value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X14.000 Y4.000 P0 to P2 N50 X12.000 Y16.000 P2 to P3 N60 M2
Абсолютная координата G90
N10 G00 X0.000 Y0.000 Position to work origin N20 G1 U12.000 V12.000 F300.00 P0 to P1 N30 U14.000 V4.000 P1 to P2 N40 U12.000 V16.000 P2 to P3 N60 M2
Смешанное использование
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 X26.000 V4.000 P1 to P2 N50 X38.000 V16.000 P2 to P3 N60 M2
Или
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 U14.000 Y16.000 P1 to P2 N50 U12.000 Y32.000 P2 to P3 N60 M2
Станок с ЧПУ
- Точение конуса с модальным циклом точения G90 – Пример кода ЧПУ
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Цикл сверления G81 – Повторить сверление в режиме инкрементов G91 Пример кода
- Программирование станков с ЧПУ Абсолютное Инкрементальное G90 Пример кода G91
- G-коды фрезерных станков с ЧПУ Haas
- Как фрезеровать полный круг программы ЧПУ Код примера
- Выдавливание контура фрезерного станка с ЧПУ – Пример повторения подпрограммы Fanuc
- Начинающие операторы станков с ЧПУ. Пример базового стандартного цикла ЧПУ G90
- Программа Sinumerik Mill – Команды абсолютных размеров G90 AC
- Абсолютное и инкрементальное положение заготовки Heidenhain с примером